Расчёт такта работы роботизированной линии
Такт выпуска определяется по формуле:
 мин, где
мин, где
 - действительный годовой фонд рабочего времени (для односменной работы =1950 часов);
- действительный годовой фонд рабочего времени (для односменной работы =1950 часов);
N - количество деталей, выпускаемых за год.
 мин.
мин.
Определение требуемого количества оборудования
Расчётное количество станков определяем по формуле:
 , где
, где
 - штучное время;
- штучное время;
t - такт выпуска.
 ;
;
Принимаем  .
.
Таким образом, получилось, что для всех механообрабатывающих операций потребуется 1 станок на каждую операцию.
Выбор средств автоматизации загрузочно-разгрузочных и других работ
Промышленная робототехника является одним из мощных технических средств, способных решать многие задачи автоматизации технологических процессов. Роботизация оказывает значительное влияние на интенсификацию и ритмичность технологических процессов, повышение производительности труда и т.д. При этом робототехнику используют в первую очередь для значительного улучшения условий и охраны труда, для автоматизации тяжелых и монотонных ручных работ, которые выполняются часто во вредных для здоровья и опасных для жизни условиях. При этом высвобождается значительное число рабочих, которые после обучения могут использоваться на более квалифицированной работе.
Для загрузочно-разгрузочных работ, как уже отмечалось выше, будет использоваться промышленный робот.
Сначала установим, к какой группе относится проектируемый робот. Существует 5 групп промышленных роботов (табл. 3.5.3.).
Табл. 3.5.3.
| Группа
| Назначение
|
| А
| Для литейного производства
|
| Б
| Для кузнечнопрессового оборудования
|
| В
| Для обслуживания металлорежущих станков
|
| Г
| Для оборудования гальванических цехов
|
| Д
| Для сборки
|
Из назначения выбираемого промышленного робота следует, что он является представителем группы В.
С целью выбора базовой модели робота выпишем в таблицу 3.5.3а. основные показатели типовых представителей роботов каждой из подгрупп группы В, которые могут обслуживать станки с горизонтальной осью шпинделя.
Табл. 3.5.3а.
| Номер в группе
| Модель
| Грузоподъёмность (кг) на число рук
| Конструктивное исполнение
|
| В1
| М10П62.01
| 10  1 1
| ПР встроен в станок
|
| В3
| М20П40.01
| 20 1
| ПР напольной конструкции
|
| В5
| М40П08.01
| 20 2
| Портальное, двурукое с вертикальным перемещением рук
|
| В7
| М40П05.02
| 40 1
| Портальное, двурукое с вертикальным перемещением рук
|
| В8
| МП-254
| 0,5 1
| Портальное, однорукое с выдвижной рукой
|
| В11
| МА30Ц40.01
| 40 2
| Напольное, поворотное с выдвижной рукой и механизмом подъёма
|
| В12
| УМ180Ф281.00
| 180 1
| Портальное с шарнирной рукой
|
| В13
| МА180П51.01
| 180 1
| Портальное с шарнирной рукой
|
Масса обрабатываемой детали не превышает 0,15 кг, значит, робот с большой грузоподъёмностью использовать нецелесообразно, а так же для выполнения работ будет достаточно одной руки с одним схватом.
Таким образом, наиболее подходящим является робот из подгруппы В8 - МП-254. Этот робот работает в цилиндрической системе координат. Внешний вид робота показан на рис. 3.5.3. Рабочая зона промышленного робота показана на рис. 3.5.3а. Компоновочная схема - рис. 3.5.3в.
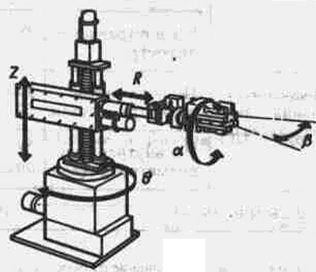
Рис. 3.5.3.
Промышленный робот имеет пять программируемых перемещений:
· вертикально - z (вверх и вниз) каретки;
· поворот каретки в горизонтальной плоскости;
· горизонтальное перемещение штока;
· угловое положение блока.
Кинематическая схема робота - рис. 3.5.3 с. Технические данные робота представлены в табл. 3.5.3в.
Табл. 3.5.3в.
| №
| Параметры
| Значение
|
| 1
| Число рук, шт.
| 1
|
| 2
| Грузоподъёмность, кг
| 0,5
|
| 3
| Рабочая зона: угол разворота, град; радиус захвата:  , мм; , мм;  , мм. , мм.
| 300° 2140 1040
|
| 4
| Число степеней подвижности (без захвата)
| 3
|
| 5
| Погрешность позиционирования, мм
| ±0,2
|
| 6
| Величина перемещений: линейных руки по вертикали: по вертикали, мм; по горизонтали, мм; угловое звена руки: по вертикальной оси, град; по горизонтальной оси, град; угловое кисти руки: продольное, град; поперечное, град.
| 200 500 300° - 180° ±3,5°
|
| 7
| Скорости перемещений: линейное руки: горизонтальное, м/с; вертикальное, м/с; угловое звена руки: по вертикальной оси, град/с; по горизонтальной оси, град/с; угловое кисти руки: продольное, град/с; поперечное, град/с.
| 0,6 0,4 60° - 60° 30°
|
| 9
| Время зажима, с
| 2
|
| 11
| Привод
| Пневматический
|
| 12
| Система управления
| Цикловая
|
| 13
| Габаритные размеры: Н L B, мм
| 420 450 260
|
| 14
| Масса, кг
| 70
|

Рис. 3.5.3а.
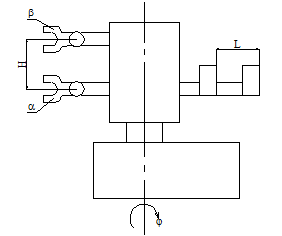
Рис. 3.5.3в.

Рис. 3.5.3 с.
Для автоматизации загрузочно-разгрузочных работ необходимо также, чтобы станок обеспечивал автоматический зажим и освобождение детали. Поэтому оснащаем станок специальным зажимным приспособлением с пневматическим приводом зажима обрабатываемой детали.
Для транспортирования деталей в зону захвата промышленного робота будем использовать тактовый стол. Он прост в эксплуатации, имеет много позиций для укладки деталей, что обеспечит длительную работу РТК. В этом случае не требуется сложной управляющей программы робота, так как точки захвата деталей будут постоянны. Обрабатываемая деталь устойчива, поэтому нет необходимости в применении специальных ориентирующих приспособлений на тактовом столе.
Выбор компоновки роботизированного технологического комплекса
Компоновка роботизированного комплекса неразрывно связана с его структурой. В однопредметных комплексах с одним роботом можно выделить две разновидности планировки - линейную и кольцевую. При линейной планировке обслуживаемое роботом оборудование располагается в один прямолинейный ряд. Такие роботизированные технологические комплексы строят на базе напольных или подвесных подвижных роботов. При кольцевой (полярной) планировке оборудование устанавливается вокруг робота дугообразный ряд.
Так как в состав роботизированной технологической линии входят 3 станока модели ТПК-125ВН2, 3 робота МП-254, 1 станок модели СФП-500, 2 робота «Универсал 5.02», 2 тактовых стола, то будем использовать линейную планировку. Планировка роботизированной технологической линии представлена в графической части проекта на листе 3.
Рассмотрим последовательность работы робота. Предположим, что роботизированная технологическая линия работает в установившемся режиме - всё её оборудование загружено. Робот будет работать по следующему алгоритму:
· подход к тактовому столу для загрузки;
· захват изделия схватом;
· уход от тактового стола к станку;
· вход в рабочую зону станка;
· разжим схватом;
· уход из рабочей зоны станка;
· ожидание окончания работы станка;
· вход в рабочую зону станка;
· зажим изделия схватом;
· уход из рабочей зоны станка;
· подход к тактовому столу для разгрузки;
· разжим схвата;
· отход от тактового стола;
· ожидания окончания работы тактового стола.
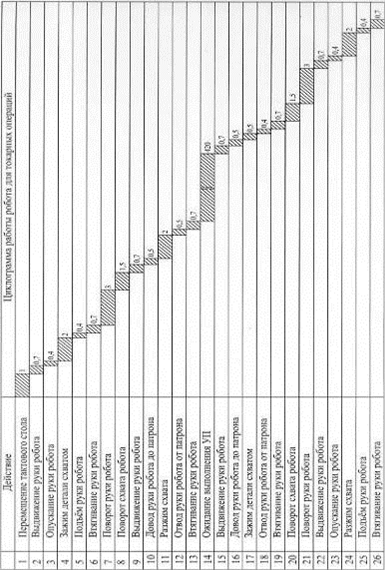
Циклограмма работы роботизированного технологического комплекса
Модель функционирования роботизированного технологического комплекса можно представить в виде циклограммы.
Циклограммой является наглядное изображение последовательности работы технологического оборудования во времени и может быть отнесена как ко всему технологическому комплексу, так и к его отдельным агрегатам, механизмам и системам управления.
Для того чтобы составить циклограмму, необходимо знать время обслуживания роботом оборудования. Для этого выберем скорости линейных и угловых перемещений робота:
· скорость линейных перемещений по вертикали:  м/с;
м/с;
· скорость линейных перемещений по горизонтали:  м/с;
м/с;
· скорость угловых перемещений руки относительно вертикальной оси:  град/с;
град/с;
· скорость перемещений кисти руки относительно продольной оси:  град/с.
град/с.
Исходное положение руки робота - рука в исходном положении, схват разжат. Подробное описание перемещений робота с расчётом их времени приведено в табл. 3.5.5.
Табл. 3.5.5.
| №
| Наименование операции
| Параметры
| Время, с
|
| 1
| Перемещение тактового стола
|
| 2
|
| 2
| Выдвижение руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 3
| Опускание руки робота
| Н=100 мм; V=0,4 м/с
| 0,4
|
| 4
| Зажим детали схватом
|
| 2
|
| 5
| Подъём руки робота
| Н=100 мм; V=0,4 м/с
| 0,4
|
| 6
| Втягивание руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 7
| Поворот руки робота
| j=180°; w=60 град/с
| 3
|
| 8
| Поворот схвата робота
| j=90°; w=60 град/с
| 1,5
|
| 9
| Выдвижение руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 10
| Довод руки робота до патрона
| j=30°; w=60 град/с
| 0,5
|
| 11
| Разжим схвата
|
| 2
|
| 12
| Отвод руки робота от патрона
| j=30°; w=60 град/с
| 0,5
|
| 13
| Втягивание руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 14
| Ожидание выполнения УП
|
| 420
|
| 15
| Выдвижение руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 16
| Довод руки робота до патрона
| j=30°; w=60 град/с
| 0,5
|
| 17
| Зажим детали схватом
| j=30°; w=60 град/с
| 0,5
|
| 18
| Отвод руки робота от патрона
|
| 0,4
|
| 19
| Втягивание руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 20
| Поворот схвата робота
| j=90°; w=60 град/с
| 1,5
|
| 21
| Поворот руки робота
| j=180°; w=60 град/с
| 3
|
| 22
| Выдвижение руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|
| 23
| Опускание руки робота
| Н=100 мм; V=0,4 м/с
| 0,4
|
| 24
| Разжим схвата
|
| 2
|
| 25
| Подъём руки робота
| Н=100 мм; V=0,4 м/с
| 0,4
|
| 26
| Втягивание руки робота
| Н=350 мм; V=0,5 м/с
| 0,7
|