

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Независимо от способов сварки швы сварных соединений условно изображают: видимые – сплошной основной линией (рисунок 18.20) невидимые – штриховой линией (рисунок 18.21).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (рисунок 18.22).
От изображения шва или одиночной точки проводят тонкую сплошную линию-выноску, заканчивающуюся односторонней стрелкой (рисунок 18.20…18.22). Линию-выноску предпочтительно проводить от изображений видимого шва.

Рисунок 18.20 Рисунок 18.21 Рисунок 18.22
Знак «+» при изображении видимой одиночной сварной точки
выполняют сплошными линиями (рисунок 18.23). Невидимые одиночные точки не изображают.
На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов; при этом их обозначают прописными буквами русского алфавита (рисунок 18.24). Нестандартные швы изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рисунок 18.25).
Границы шва показывают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
В условном обозначении шва вспомогательные знаки (таблица 18.4) выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.

| 
| 
|
| Рисунок 18.23 | Рисунок 18.24 | Рисунок 18.25 |
Знак катета шва (равнобедренный прямоугольный треугольник) выполняют сплошными тонкими линиями. Высота знака и высота цифр, входящих в обозначение шва, должны быть одинаковы.
Если на чертеже должны быть указаны одинаковые швы, обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который ставят:
на линии-выноске, имеющей полку с нанесённым над ней обозначением шва;
под полкой линии-выноски, проведённой от изображения шва с оборотной стороны, не имеющего обозначения;
над полкой линии-выноски, проведённой от изображения шва с лицевой стороны, не имеющего обозначения.
Число одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесённым над ней обозначением шва.
Швы считают одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении и к ним предъявлены одни и те же технические требования.
Примеры условных обозначений швов сварных соединений приведены в таблице 18.5.
Если на чертеже указаны швы, выполняемые по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы...по...»)или в таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз в технических требованиях или в таблице швов.
Таблица 18.4 – Вспомогательные знаки сварных швов
| Вспомогатель-ный знак | Значение знака | Расположение относительно полки линии-выноски, проведённой от изображения шва | |
| с лицевой стороны | с оборотной стороны | ||

| Усиление шва снять | 
| 
|

| Наплавы и неровности шва обработать с плавным переходом к основному металлу | 
| 
|

| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 
|
|

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии»60° | 
| 
|

| Шов прерывистый или точечный с шахматным расположением | 
| 
|

| Шов по замкнутой линии, диаметр знака 3…5 мм | 
|
|

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|
Таблица 18.5 – Условные обозначения стандартных швов сварных соединений
| Характеристика шва | Форма поперечного сечения шва | Условное обозначение шва, изображённого на чертеже | |
| с лицевой стороны | с оборотной стороны | ||
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: с лицевой стороны — Rz 20 мкм; с оборотной стороны — Rz 80 мкм | 
| 
| 
|
| Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом по замкнутой линии | 
| 
| 
|
| Шов углового соединения со скосом кромок, выполняемый электрошла-ковой сваркой проволочным электродом. Катет шва 22 мм | 
| 
| 
|
Продолжение таблицы 18.5
| Характеристика шва | Форма поперечного сечения шва | Условное обозначение шва, изображённого на чертеже | |
| с лицевой стороны | с оборотной стороны | ||
| Шов точечный нахлесточного соединения, выполняемый дуговой сваркой в инертном газе плавящимся электродом. Расчётный диаметр точки 9 мм. Шаг 100 мм. Расположение точек шахматное. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz40 мкм | 
| 
| 
|
| Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой | 
| 
| 
|
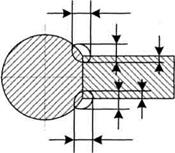
| Одиночные сварные точки нахлесточного соединения, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклёпки 11 мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz80 мкм | 
| 
| – |
Окончание таблицы 18.5
| Характеристика шва | Форма поперечного сечения шва | Условное обозначение шва, изображенного на чертеже | |
| с лицевой стороны | с оборотной стороны | ||
| Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм | 
| 
| 
|
| Одиночные сварные точки нахлесточного соединения, выполняемые контактной точечной сваркой. Расчетный диаметр точки 5 мм | – | 
| 
|
| Шов нахлесточного соединения прерывистый, выполняемый контактной шовной сваркой. Ширина шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм | 
| 
| 
|
| Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов по незамкнутой линии. Катет шва 5 мм | 
| 
| 
|
Обозначение резьбы
Резьбу изображают в соответствии с ГОСТ 2.311-68 (рисунок 18.26). Обозначения метрических, трапецеидальных, упорных резьб относятся к наружному диаметру, которые наносят над размерной линией (рисунок 18.26, в, д, е).
На изображениях отверстий, полученных проецированием на плоскость, перпендикулярно к оси отверстия по наружному диаметру резьбы, проводят дугу, приблизительно равную  окружности, разомкнутую в любом месте (рисунок 18.26, а, б).
окружности, разомкнутую в любом месте (рисунок 18.26, а, б).
На разрезах, параллельных оси отверстия, сплошную тонкую линию по наружному диаметру резьбы проводят на всю длину резьбы без сбега (рисунок 18.26, г, ж).
На изображениях стержней проводят сплошные основные линии по наружному диаметру резьбы и сплошные тонкие линии по внутреннему диаметру (рисунок 18,26, в, д, е).
Метрическая резьба подразделяется на резьбу с крупным и мелким шагом.
Резьба с крупным шагом обозначается на чертежах буквой М, за которой следует число, указывающее наружный диаметр резьбы, а по ГОСТ 16093-81 даётся поле допуска (рисунок 18.26, а). У резьбы с мелким шагом после буквы М ставят наружный диаметр резьбы, через знак умножения – шаг резьбы и поле допуска (рисунок 18.26, б).
Левые резьбы обозначаются буквами LH. Например: М20×1,5 LH.
В обозначении одноходной трапецеидальной резьбы наносятся буквы «Тч», наружный диаметр и шаг, а для многозаходных резьб указывается ещё число заходов. Например, Тч 40×10 (рисунок 18.26, е).
В обозначении однозаходной упорной резьбы указывается буква «S», наружный диаметр и шаг. Например, S40×6 (рисунок 18.26, д).
В обозначении трубной резьбы указывается буква «G», диаметр в дюймах, класс точности: при этом знак дюймов не указывается. Например, G 1  -А (рисунок 18.26, г).
-А (рисунок 18.26, г).
Для обозначения полей допусков метрической резьбы установлен ряд основных отклонений, обозначаемых буквами латинского алфавита: для болтов – h, g, f, е, d; для гаек – Н, G, F, Е. Например, 4h, 8g, 5H, 6G. Цифры показывают степень точности.
На рисунке 18.26, г, д, е показано соответственно обозначение трубной, упорной и трапецеидальной резьб.
|

|
| ||
| а) | б) | в) | ||
|

|

|
| |
| г) | д) | е) | ж) | |
Рисунок 18.26. Изображение и обозначение резьбы
|
|
|
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

