Один их важнейших элементов системы качества является механизм идентификации, позволяющий обеспечить прослеживаемость продукции по всему технологическому циклу изготовления продукции.
Идентификация, в соответствии с идеологией стандартов ИСО 9000, распространяется на материалы, сырье, комплектующие изделия, готовую продукцию, контрольно-измерительные приборы, документацию и т.д.
Идентификация - процедура, предполагающая маркировку и этикетирование сырья, материалов, комплектующих изделий, готовой продукции (единицы, партии и т.д.), а также технической и технологической документации на них, обеспечивающих прослеживаемость использования и местонахождение объекта с целью выявления возможных причин брака изготовленной продукции или дефектов производственных и технологических процессов.
Процедура прослеживаемости и идентификации должны обеспечить возможность:
определения места и времени появления дефекта;
определение местонахождения всего объёма продукции с выявленным дефектом;
отзыва, изоляции и учёта дефектной продукции;
проведения оперативного и систематического анализа причин дефектов и выработки корректирующих воздействий;
учёта продукции для целей оперативного управления производства.
Обеспечение прослеживаемости достигается за счёт маркирования объекта идентификации, внедрения сопроводительных документов (маршрутные карты, сопроводительные талоны и т.д.) и других носителей информации, а также последовательной регистрации данных об объекте идентификации по всей технологической цепочке от поступления на предприятие материала и комплектующих изделий до упаковки и отправки готовой продукции.
Регистрация данных об объектах идентификации осуществляется персоналом при запуске материала или заготовок в производство, передаче деталей на склад или смежный цех для последующей обработки, проведении контроля качества изготовленных деталей для сборочных единиц, учёта и изоляции несоответствующей продукции, упаковке готовой продукции и т.д.
Особое значение идентификация готовой продукции имеет для подтверждения статуса контроля и испытаний.
«Факт проверки материалов и узлов должен идентифицироваться в течение всего производственного процесса. Такая идентификация может осуществляться с помощью штампов, этикеток, ярлыков, надписей, системы обозначений, транспортных упаковочных единиц или же сопроводительных контрольных карт. Такая идентификация позволяет отличить проверенный материал от непроверенного и установить факт приемки продукции на данном этапе проверки. Кроме того, она также обеспечивает прослеживаемость до следующего звена, ответственного за операцию» (ИСО 9004).
«Единицы продукции или партии продукции, подозреваемые в несоответствии, должны немедленно идентифицироваться и регистрироваться»... (ИСО 9004).
В процессе производства осуществляется движение двух потоков: материального (сырья, материалов, деталей, узлов и т.д.) и информационного (данных о сырье, материалах, деталях, узлов и т.д. на бумажных и других носителях, сопровождающих материальный поток).
Необходимым условием достижения эффективного механизма прослеживаемости по всему производственному циклу, начиная с поступления материалов и комплектующих изделий от поставщиков и кончая отгрузкой готовой продукции, является обеспечение однозначной связи материального и информационного потоков в процессе производства продукции.
В зависимости от условий производства идентификация может быть либо индивидуальной, либо партии (групповой).
Индивидуальная идентификация предполагает маркировку и прослеживание непосредственно каждой детали или сборочной единицы с помощью, например, бирок, ярлыков или клеймения.
Групповая идентификация предполагает маркировку совокупности комплектующих изделий, заготовок, деталей или материала либо в размере партии, либо ее части, либо комплекта в сборочном производстве. В этом случае соответствующей маркировке подвергается технологическая тара (связка металла бухта и т.д.) в которой по технологической цепочке движется строго определенное количество заготовок или деталей. Эта идентификация характерна для массового производства.
Сквозной характер механизма идентификации и прослеживаемости по всему производственному циклу обеспечивается увязкой:
- способов маркировки и содержания сопроводительной документации на материалы и комплектующие изделия с внутризаводской маркировкой и содержанием сопроводительных документов (носителей информации) на детали, сборочные единицы, готовые изделия;
- способов внутризаводской индивидуальной и (или) групповой идентификации деталей, сборочных единиц, готовых изделий;
- способов внутризаводской маркировки и содержания сопроводительных документов (носителей информации) с маркировкой упакованной и отгруженной продукции и содержанием сопроводительной и эксплуатационной документации.
В соответствии с принципами системы качества процедуры идентификации и прослеживаемости на предприятии должны быть объектом внутренней проверки.
При организации и проведении работ по идентификации и прослеживаемости следует руководствоваться технической и экономической целесообразностью внедрения того или иного способа идентификации с учетом анализа производственных затрат на качество.
Комплекс работ по разработке и внедрению на предприятии процедур идентификации и прослеживаемости включает следующие взаимосвязанные направления:
- техническое (технологическое) обеспечение;
- информационное обеспечение;
- организационное обеспечение.
Процедуры идентификации и прослеживаемости продукции должны быть документированы.
Комплекс работ по техническому (технологическому) обеспечению идентификации и прослеживаемости на предприятии включает разработку технологии маркирования применительно к конкретным объектам идентификации.
Маркирование представляет собой процесс нанесения на объект идентификации соответствующей информации в виде совокупности знаков, шрифтов, символов и т.д., отражающих отличительные признаки материала, детали или изделия и позволяющих обеспечить прослеживаемость.
Маркировка как результат маркирования подразделяется на словесную (слово, буква, цифра, символ), изобразительную (рисунок, фигура и т.д.), пространственную (рельефное изображение) и комбинированную. Одной из разновидностей маркирования является прикрепление к материалу или детали специально изготовленных табличек, бирок, шильдиков, на которые наносится информация, характеризующая материал или деталь.
Способы маркирования должны быть частью технологического процесса изготовления продукции и регламентироваться в соответствующей технической документации.
Способы маркирования объектов идентификации (механические, физико-химические, электрофизические и т.д.) не должны ухудшать показатели качества материала, детали, сборочной единицы, готового изделия.
Как элементы технологического процесса изготовления продукции способы маркирования должны быть объектом операционного контроля с применением различных форм периодического, летучего, инспекционного контроля.
Технические средства, применяемые для выбранного способа маркировки (штампы, клейма и т.д.) должны поддерживаться в работоспособном состоянии и храниться в условиях, исключающих возможность их бесконтрольного использования персоналом. Необходимо четко определить круг должностных лиц, имеющих доступ к указанным средствам и осуществляющим контроль за их использованием.
При разработке технологии применения отдельных способов маркировки, например, электрохимического, радиоактивного, ультразвукового, адгезионного и некоторых других, необходимо обеспечить соответствие применяемых методов требованиям производственной гигиены и безопасности.
Маркировка в виде совокупности знаков, символов, характеризующих изделие посредством бирок, ярлыков, клейм и т.д. должна быть доступной для использования персоналом, легко читаемой и не допускать неоднозначного понимания; исключать возможность фальсификации (подделки) и сохраняться в процессе производства, изоляции, хранения и упаковки продукции.
Персонал, связанный с работами по идентификации и прослеживаемости должен пройти подготовку и обучение по технологии применения выбранных способов маркировки, знать расшифровку применяемых в процессе идентификации шифров, кодов и обозначений.
Информационное обеспечение идентификации и прослеживаемости включает в себя разработку и внедрение информационных форм (сопроводительных документов и других носителей), схем, информационных потоков и точек регистрации информации, а также процедур обработки, систематизации, хранения и реализации данных об объектах идентификации, включая компьютерные способы обработки информации.
Вид, состав и содержание носителей информации для идентификации и прослеживаемости в каждом отдельном случае определяется выбранным методом идентификации и способом маркировки материала, деталей, изделий в процессе производства и спецификой конкретной продукции.
Сопроводительная документация, используемая в целях идентификации и прослеживаемости должна быть адресной и удовлетворять принципу информационной достаточности, обеспечивать преемственность процессов идентификации; должна быть доступной и сохраняемой по всей технологической цепочке, иметь определенный уровень утверждения на предприятии.
Адресность заключается в четком и однозначном регламентировании в документах источников и потребителей сопроводительных документов (информации) - склад, цех, участок, исполнитель.
Информационная достаточность заключается в наиболее полном отражении в сопроводительных информационных формах таких характерных признаков (характеристик) объекта идентификации (материал, деталь, изделие), которые позволили бы однозначно осуществить идентификацию объекта на конкретном технологическом маршруте, а при перенесении данных в последующие информационные формы обеспечить прослеживаемость по всей технологической цепочке.
Преемственность последующих и предыдущих сопроводительных документов в процессе идентификации означает, что основные данные из предыдущих форм должны быть перенесены в последующие для сохранения отличительных характерных признаков объектов идентификации при осуществлении прослеживаемости.
Доступность сопроводительных документов заключается в обеспечении свободного доступа ответственных лиц и персонала к сопроводительным документам, свободного владения способами заполнения, оформления, учета, хранения этих документов в процессе производства.
Сохраняемость сопроводительных документов заключается в обеспечении условий сохранности их в процессе производства по всей технологической цепочке и организации хранения документов на определенный период времени в специально отведенном месте (на складе, в цехе и т.д.)
Для идентификации и прослеживаемости на предприятиях могут быть применены следующие документы:
- сопроводительный талон, предназначенный для выдачи всех материалов с центрального склада в цеховые склады;
- маршрутный лист, предназначенный для указания состава и последовательности операций по маршруту изготовления деталей;
- сопроводительный талон, предназначенный для сдачи всех готовых деталей на склад готовых деталей;
- сопроводительный лист, предназначенный для указания состава и последовательности выполняемых операций по маршруту;
- технологический паспорт, предназначенный для указания последовательности и содержания операций, выполняемых при изготовлении изделия, включая операционный и приемочный контроль.
Сопроводительный талон 1 предназначен для выдачи всех материалов с центрального склада и получения их в материальные склады цехов.
Сопроводительный талон 1 содержит следующие реквизиты:
- марка;
- партия;
- количество;
- номер контрольной карты;
- характеристика материала (с указанием срока годности);
- фамилия ответственного лица (кладовщика);
- дата поступления;
- срок и место хранения.
На сопроводительном талоне 1 должна быть предусмотрена виза контролера, подтверждающая качество материалов.
Маршрутный лист составляется на все детали, изготавливаемые в цехах. Из сопроводительного талона 1 в маршрутный лист вносятся следующие основные данные:
- наименование материала;
- марка;
- номер партии;
- наименование детали;
- обозначение детали;
- наименование изделия;
- название операций;
- Ф. И. О. рабочего;
- отметка ОТК о приемке деталей;
- отметка ОТК о приемке партий деталей.
Сопроводительный талон 2 содержит следующие реквизиты:
- Ф. И. О. исполнителя;
- тип изделия;
- наименование детали;
- номер детали;
- количество деталей;
- наименование материала;
- марка материала;
- номер партии;
- номер маршрутного листа;
- количество годных деталей;
- количество бракованных деталей;
- Ф. И. О. работника ОТК.
Основные данные сопроводительного талона 2 выписываются из предыдущего маршрутного листа.
Сопроводительный лист составляется на все детали и сборочные единицы. В нем указывается статус контроля и данные о качестве выполненных операций. Сопроводительный лист заполняется на основании сопроводительного талона 2 и содержит следующие основные реквизиты:
- наименование материала;
- наименование, обозначение, номер детали;
- наименование, обозначение, номер сборочной единицы;
- название операций;
- Ф. И. О. исполнителей;
- количество деталей, предъявленных ОТК;
- количество деталей, принятых ОТК;
- отметка (штамп) ОТК.
Технологический паспорт предназначен для указания последовательности и содержания операций, выполняемых при изготовлении изделия, включая операционный и приемочный контроль. Технологический паспорт является сопроводительным документом по всему указанному в нем технологическому маршруту изготовления изделия. В общем виде форма технологического паспорта содержит:
- наименование, обозначение, номер сборочной единицы;
- наименование, шифр изделия;
- номер сопроводительного листа;
- название операций сборки;
- Ф. И. О. исполнителей,
- отметка (штамп) ОТК.
Разработка схем информационных потоков и точек регистрации информации об объектах идентификации осуществляется на основе технологических маршрутов изготовления продукции, действующих схем и точек технического контроля с учетом специфики и трудоемкости операции контроля и способов обработки информации.
Процедуры обработки систематизации, хранения и реализации информации об объектах идентификации должны быть согласованы с действующими на предприятии процедурами по регистрации данных.
Организационное обеспечение идентификации и прослеживаемости на предприятии включает установление функциональных задач и ответственности подразделения и должностных лиц предприятия, разработку и документирование процедур идентификации и прослеживаемости обучение персонала и проведение внутренних проверок эффективности действующих процедур.
Планирование и организация работ на предприятии по идентификации и прослеживаемости осуществляется последовательно в комплексе работ по обеспечению качества продукции и охватывает все стадии процесса производства.
На этапе маркетинга в системе качества службы маркетинга решаются следующие основные задачи:
- подготовка предложений по идентификации новой продукции, исходя из требований рынка, в кратком описании продукции (ТЗ, техническое предложение);
- подготовка предложений по применению идентификации для выявления, отзыва и изоляции дефектной продукции на стадиях реализации и эксплуатации.
На этапе проектирования и разработки продукции конструкторскими и технологическими службами осуществляется:
- разработка требований по применению индивидуальной или партионной (групповой) идентификации материалов, комплектующих изделий, деталей, сборочных единиц, готовой продукции, исходя из специфики и характера продукции и производства;
- разработка требований к способам маркирования и составу сопроводительных документов;
- подготовка предложений по номенклатуре наиболее ответственных деталей, сборочных единиц, подлежащих индивидуальной идентификации;
- проведение технико-экономического обоснования применения методов идентификации.
На этапе материально-технического снабжения службой осуществляется:
- определение оптимальных размеров партий материалов и комплектующих изделий и графиков их поставок по срокам и объемам в целях идентификации и прослеживаемости при запуске в производство;
- согласование с поставщиками методов идентификации, способов маркировки материалов и комплектующих изделий, а также состава и содержания сопроводительной документации;
- установление порядка складирования, хранения и выдачи в производство материалов и комплектующих, в т.ч. для изделий, имеющих ограниченный срок хранения и использования,
- разработка и систематический контроль совместно с ОК выполнения процедур идентификации поступающего материала и комплектующих по всей технологической цепочке, а также процедур идентификации несоответствующей продукции (при входном контроле), ее хранения и изоляции;
- разработка форм сопроводительных документов и других носителей информации и соответствии с принятыми методами и способами идентификации и прослеживаемости на предприятии;
- обеспечение совместно с другими подразделениями увязки и преемственности между маркировкой материалов и комплектующих изделий и записями в сопроводительной документации с технологической маркировкой и записями во внутренних носителях информации;
- организация учета, систематизации, хранения и использования данных по идентификации материалов, комплектующих изделий и сопроводительных документов.
На этане подготовки к разработке производственных процессов технологическими службами совместно с производственными подразделениями осуществляются:
- разработка схем идентификации;
- отработка и проверка в опытном производстве практических методов и способов идентификации материалов и комплектующих при запуске в производство деталей, узлов, а также готовой продукции в процессе производства;
- разработка оптимальных межцеховых маршрутов и технологической тары с учетом требований идентификации;
- разработка и согласование с заинтересованными службами предприятия (ОМТС, ОК, ОГТ, ПТО и т.д.) технологических процессов идентификации и прослеживаемости документов, требований по учету, систематизации и обработке данных по идентификации;
- регламентирование отработанной технологии идентификации и прослеживаемости в нормативно-технической и методической документации;
- обучение персонала способам и методам идентификации, осуществляемое службой подготовки кадров;
- подготовка предложений по срокам хранения информации о материалах, комплектующих, готовой продукции в процессе идентификации.
На этапе производства производственными подразделениями осуществляется:
- обеспечение стабильного функционирования принятой схемы идентификации и прослеживаемости и контроль за соблюдением установленных процедур;
- корректировка принятых способов идентификации и состава сопроводительной документации по результатам данных о качестве продукции, анализа причин дефектов и отказов, анализа затрат на качество, предложений подразделений и служб предприятия и т.д.;
- обеспечение преемственности принятой схемы идентификации и прослеживаемости при внесении изменений в действующую техническую документацию;
- внедрение автоматизированных средств обработки данных по идентификации в процессе производства.
На этапе контроля и проведения испытаний службой ОК совместно с производственными подразделениями осуществляется:
- идентификация прошедшей контроль продукции по всей технологической цепочке;
- идентификация несоответствующей продукции (деталей, узлов, сборочных единиц и т.д.) с последующей изоляцией;
- контроль оформления и четкой записи информации в сопроводительной документации по процедурам контроля и испытаний.
На стадиях погрузочно-разгрузочных работ, упаковки, хранения и поставки осуществляется:
- маркировка, этикетирование отгружаемой продукции;
- идентификация изделий с ограниченным сроком годности;
- обеспечение четкого порядка складирования и отгрузки изделий с ограниченным сроком годности или требующих специальной защиты в процессе транспортировки и хранения;
- обеспечение однозначной связи между технологической маркировкой и записями во внутренних носителях информации с маркировкой упакованной и отгружаемой продукцией и записями в сопроводительной и эксплуатационной документации.
Работы по идентификации и прослеживаемости осуществляются на всех этапах петли качества и охватывают все основные элементы производства.
Обеспечение прослеживаемости достигается за счет маркирования объекта идентификации, внедрения сопроводительных документов (маршрутные карты, сопроводительные талоны и т.д.) или других носителей информации, а также последовательной регистрации данных об объекте идентификации по всей технологической цепочке от поступления на предприятие материала и комплектующих изделий до упаковки и отправки готовой продукции.
Комплекс работ по разработке и внедрению на предприятии процедур идентификации и прослеживаемости включает следующие взаимосвязанные направления:
- техническое (технологическое) обеспечение;
- информационное обеспечение;
- организационное обеспечение.
Состав задач технологического обеспечения приведен на рис. 1.
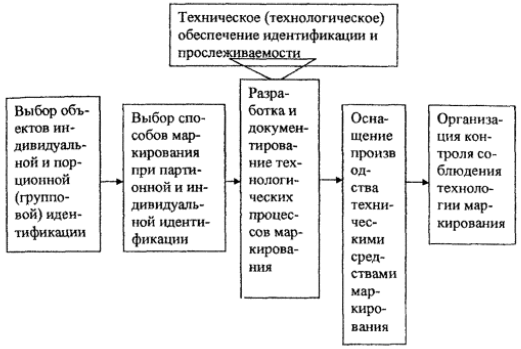
Рис. 1.
Состав работ по информационному обеспечению приведён на рис. 2.
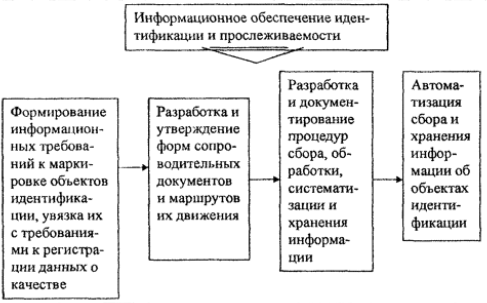
Рис. 2.
Состав основных работ по организационному обеспечению приведён на рис. 3.
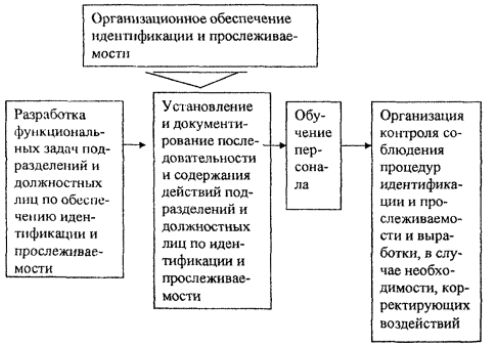
Рис. 3.
Требования GMP по маркировке.
Таблица № 3
|
| Стерильный
| Не стерильный
|
| Индивидуальная упаковка
|
|
|
| Наименование изделия
| х
| х
|
| Пометка «СТЕРИЛЬНО»
| х
| -
|
| Пометка «ОДНОКРАТНОГО ПРИМЕНЕНИЯ»
| х
| х
|
| Наименование производителя/поставщика и его адрес
| х
| х
|
| Номер партии
| х
| х
|
| Инструкция по применению (если требуется)
| х
| х
|
| Меры предосторожности при использовании (если есть)
| х
| х
|
| Срок годности
| х
| х
|
| Контейнер групповой упаковки
|
|
|
| Наименование изделия
| х
| х
|
| Пометка «СТЕРИЛЬНО»
| х
| -
|
| Наименование и адрес производителя /поставщика
| х
| х
|
| Номер партии
| х*
| х
|
| Дата стерилизации (год, мес.)
| х*
| -
|
| Срок годности
| х
| х
|
| Инструкция по хранению (если есть)
| х
| х
|
* если номер партии точно отражает дату стерилизации (год, месяц), то она не обязательно должна быть проставлена на упаковке и наоборот.






