Приемочный контроль включает проверку внешнего вида изделия и определение его размеров (визуальный контроль).
Для ответственных сварных изделий проводят испытания.
Испытания подразделяют на:
• разрушающие
• неразрушающие.
Неразрушающие испытания, часто называют физическими методами контроля.
К неразрушающему контролю относят:
• рентгенографический;
• ультразвуковой;
• контроль герметичности и др.
Неразрушающие испытания позволяют определить в сварных швах внутренние или сквозные дефекты, недоступные внешнему осмотру. Эти испытания косвенным образом характеризуют показатели работоспособности сварных изделий.
Разрушающие испытания позволяют оценить прямым путём показатели качества сварных изделий.
К разрушающим испытаниям относят:
• механические испытания;
• металлографический анализ и др.
Эти испытания, как правило, проводятся на выборочных натурных образцах или на специальных изделиях подготовленных для испытаний и изготовленных по стандартной технологии. По результатам испытаний оформляется протокол, где указываются их результаты.
При положительных результатах испытаний сварные изделия маркируют, консервируют в упаковку или тару и проверяют наличие и комплектность сопроводительной документации. К такой документации относят паспорт, в котором даётся заключение о пригодности изделия к эксплуатации.
При отрицательных результатах составляется ведомость замечаний, в соответствии с которой производится доработка (ремонт) изделия и затем повторные испытания.
Практические
Занятия
для профессии:
«Сварщик»
МДК 04.01.
Практическая работа №2
«Неразрушающие виды контроля»
Все виды неразрушающего контроля классифицируются по следующим основным признакам:
• по характеру физических полей или излучений, взаимодействующих с контролируемым объектом;
• по характеру аналогичных взаимодействий веществ с контролируемым объектом;
• по различным видам информации о качестве контролируемого объекта.
Существуют десять видов неразрушающего контроля:
• акустический,
• капиллярный,
• магнитный,
• оптический,
• радиационный,
• радиоволновой,
• тепловой,
• течеисканием,
• электрический,
• электромагнитный.
Для контроля качества сварных соединений могут быть применены все перечисленные виды, однако наиболее широкое применение на практике нашли методы:
• акустический,
• капиллярный,
• магнитный,
• радиационный и
• течеисканием.
Каждый вид контроля имеет свою оптимальную область применения, отличается определенными достоинствами и недостатками. Поэтому наиболее полную информацию о качестве изделия или сварного шва можно получить только при сочетании различных видов контроля.
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций.
Широкое применение получил радиационный вид контроля, осуществляемый с помощью рентгеновского и гамма-излучений, которые проникают через контролируемый объект и изменяют интенсивность излучения в местах наличия дефектов. Это изменение регистрируется на рентгеновской пленке или на пластине (радиографический метод). Радиационные методы позволяют выявить скрытые внутренние дефекты в стыковых швах практически любых материалов. Невозможно обнаружить дефекты только в угловых швах.
Из акустических методов контроля наибольшее распространение, получила ультразвуковая дефектоскопия. Хорошо обнаруживаются дефекты с малым раскрытием, типа трещин, газовых пор и шлаковых включений, в том числе и те, которые невозможно определить радиационной дефектоскопией.
Среди магнитных методов контроля следует отметить магнитографический и магнитопорошковый. Наибольшее распространение имеет магнитопорошковый метод, так как он позволяет визуально наблюдать расположение ферромагнитного порошка вокруг дефекта. Однако этот метод применим только для контроля ферромагнитных материалов (углеродистые стали).
В капиллярном виде контроля используют движение индикаторного вещества, т. е. проникновение индикатора по микропорам и микротрещинам вглубь дефектов как бы по капиллярам. После нанесения индикаторов на поверхность шва и выдержки излишний индикатор удаляют. Оставшийся в дефектах индикатор под воздействием облучения начинает высвечиваться, и тем самым обнаруживаются дефекты сварного шва.
При контроле течеисканием также используют движение контрольного вещества для обнаружения течей – сквозных несплошностей в сварных соединениях. С помощью этого вида контроля проверяют герметичность свариваемого изделия. Как правило, это сосуды и трубопроводы, работающие под давлением. Он основан на регистрации специальными приборами или счетчиками утечки индикаторных жидкостей или газов через сквозные дефекты в сварных швах.
Из всего многообразия методов и видов контроля представляется необходимым подробно рассмотреть только основные, широко применяемые в производственных условиях.
Контроль рентгеновским излучением в технике известен как контроль радиационным методом и основан на способности рентгеновских лучей проникать через сварное соединение и воздействовать на регистрирующее устройство (фотопленку).
В зависимости от способа регистрации результатов различают три метода радиационного контроля:
• радиографический,
• радиоскопический и
• радиометрический.
Наибольшее распространение получил радиографический метод контроля сварных соединений, поскольку снимок является документом, подтверждающим качество сварного шва. Рентгеновский снимок на фотопленке хранится столько времени, сколько по техническим условиям должно работать изделие. Например, рессивер вагона метро должен работать 10 лет – столько же лет хранится в архиве рентгеновская пленка продольного шва рессивера.
Радиационные виды контроля.
Надежным и широко применяемым в настоящее время является радиационный контроль просвечиванием сварных соединений рентгеновским и гамма-излучением.
Рентгеновское излучение
Выявление дефектов металла обеспечивается способностью рентгеновского излучения проникать через твердые материалы, в том числе и металлы. При прохождении через металл рентгеновское излучение понижает свою интенсивность вследствие поглощения его атомной решеткой металла. Лучи ослабляются тем сильнее, чем больше атомов встречают они на своем пути. Поэтому степень ослабления рентгеновского излучения зависит от физических и химических свойств материала, его количества и массы. Неодинаковая интенсивность лучей, прошедших через просвечиваемый объект, фиксируется с противоположной стороны исследуемого участка на фотопленке (рис. 1). Излучение оказывает на вещество пленки химическое воздействие, которое выражается в почернении фотопленки. Дефекты выявляются в виде черных пятен на светлом фоне хорошего шва.
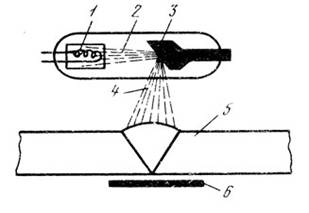
Рис. 1. Схема рентгеновского просвечивания:
1 - катод,
2 - пучок электронов,
3 - анод (мишень),
4 - рентгеновское излучение,
5 - просвечиваемый металл,
6 - кассета с пленкой
Рентгеновское излучение вызывает свето-возбуждающее действие некоторых веществ: это действие состоит в том, что эти вещества (например, платиносинеродистый барий, сернистый цинк и др.) при действии на них рентгеновского излучения флюоресцируют, т. е. дают свечение. Это свойство рентгеновского излучения используется при экспозиции не на пленку, а на экран при просвечивании металлов.
Применяется контроль рентгеновским излучением с использованием экрана в сочетании с телевизионным устройством, преобразующего рентгеновское изображение в видимое (установка типа РИ - рентгенотелевизионный интроскоп). Чувствительность этого контроля не уступает чувствительности фотоконтроля (1% и более), а производительность контроля очень высока.
Скорость передвижения проверяемого изделия составляет у рентгенотелевизионного интроскопа " РИ-10 Т " 0,5 м/мин.
Интроскопы могут работать с различными рентгеновскими аппаратами, например типа РУП-150-10.
Для контроля в условиях монтажа выпускаются портативные импульсные рентгеновские аппараты "РИНА-1Д", "ИРА-1Д" и другие с максимальной толщиной стали, доступной для рентгенографирования, до 25 мм.
Гамма-излучение
Гамма-излучение, имеющее те же свойства, отличается от рентгеновского более высокой жесткостью и относительно малой длиной волны; следовательно, оно может проникать в металл глубже, чем рентгеновское излучение.
Оно позволяет просвечивать металл толщиной до 300 мм. Чувствительность к выявлению дефектов гамма-излучением несколько ниже, чем при просвечивании рентгеновским. Поэтому гамма-излучение применяют для обнаружения относительно крупных дефектов с размерами более 2 - 4% толщины просвечиваемого металла.
Преимущество просвечивания гамма-излучением:
• отсутствие громоздкой аппаратуры, связанной с подводкой электроэнергии и охлаждающей воды,
• портативность источника излучения и возможность просвечивания в местах, недоступных для рентгеновского аппарата.
Недостатки при просвечивании гамма-излучением:
• невозможность регулирования интенсивности излучения, которая в рентгеновской трубке регулируется подводимым к ней напряжением.
• работа с гамма-аппаратами более опасна для операторов, чем работа с рентгеновскими.
Гамма-излучение, имеющее большую жесткость, при неосторожном обращении с гамма-аппаратом может вызвать сильное и опасное облучение.
Расшифровка рентгенограмм.
На негативе рентгенограммы (рис. 2) дефекты изобразятся в виде черных точек (газовые поры), неправильной формы пятен (шлаковые включения), в виде прямой черной линии и полос (непровар, трещина).

Рис. 2. Расшифровка рентгенограмм:
1 - газовые включения,
2 - шлаки,
3 - трещины,
4 - непровары
Газовая пористость выявляется на пленке в виде округлых изображений различного размера и плотности, которые располагаются изолированно, группами или разбросаны беспорядочно по полю шва.
Шлаковые включения проявляются на пленке как теневые изображения удлиненной неправильной формы, располагаются изолированно в одном направлении или разбросаны в беспорядке по полю шва.
Непровар представляется темной тенью, которая обычно имеет вытянутую форму. Непровар в корне соединения виден как прямая темная сплошная или прерывающаяся линия; часто имеет вид прямой, идущей по оси шва.
Трещины проявляются на пленке в виде четких темных изгибающихся линий. Подрез виден на пленке как темная линия рядом с основным металлом.








