Практические занятия
По Теме 1.1
«Дефекты швов и методы их устранения»
Практическая работа №1
«Визуальный контроль. Механические испытания. Металлографические исследования сварных соединений».
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
Визуальным контролем (внешним осмотром) выявляются: несоответствие геометрических размеров швов проектным (размеры швов определяются специальными шаблонами); подрезы; непровар в корне соединения (ориентировочно); поверхностные трещины (продольные или поперечные); наружные газовые поры и раковины; крупная чешуйчатость и неравномерность шва; незаплавленные кратеры; коробление изделия или отдельных его элементов.
Контролю внешним осмотром подвергаются все сварные конструкции независимо от их назначения и ответственности. Внешний осмотр сварных деталей эффективен только тогда, когда он производится квалифицированным и опытным контролером.
Этот вид контроля является необходимым и наиболее распространенным при сварке.
Внешний осмотр может быть выполнен невооруженным глазом и с помощью увеличительною стекла.
Перед внешним осмотром сварные швы должны быть тщательно очищены от шлака, а если необходимо, то и протравлены. Осматривать детали следует как после прихваток, так и после наложения каждого валика. Размеры швов замеряют специальными шаблонами и измерительными приборами непосредственно после сварки.
При сварке плохо сваривающихся сталей рекомендуется повторно осматривать сварные швы.
Внешним осмотром выявляют:
• излом или неперпендикулярность осей соединенных элементов,
• смещение кромок соединяемых элементов,
• несоответствие размеров и формы швов (по высоте, катету и ширине шва, по равномерности усиления, чешуйчатости и т.п.),
• трещины всех видов и направлений,
• наплывы,
• подрезы,
• прожоги,
• незавершенные кратеры,
• непровары,
• пористость и другие дефекты,
• отсутствие плавных переходов от одного сечения к другому,
• несоответствие общих геометрических размеров сварного узла (изделия) требованиям чертежей и технических условий,
• отсутствие клеим сварщиков, или несоответствие клеймения установленным требованиям.
Осматривать необходимо все без исключения сварные соединения. Внешний осмотр и измерение сварных соединений осуществляют в условиях достаточной освещенности объекта контроля.
«Контроль качества основных и сварочных материалов. Контроль заготовок и сборки изделия».
Контроль процесса сварки
Контроль включает визуальное наблюдение за процессом плавления металла и формирования шва, контроль стабильности параметров режима и работоспособности оборудования.
При контактной сварке контролируют постановку сварочных точек, а при дуговой сварке устойчивость горения дуги и стабильность защиты от окисления. Внешний вид образующегося сварного шва и формы сварных точек характеризуют правильность режима сварки. Поэтому постоянный контроль за режимом сварки по показателям контрольно-измерительных приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима
с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись параметров.
При двусторонней сварке и сварке толстостенных конструкций обязателен контроль первого (корневого) шва (прохода).
Контролируют также порядок наложения и количество слоёв, состояние поверхности каждого слоя, качество зачистки предыдущего шва, время перерывов между проходами, последовательность выполнения сварных швов и т.д. При двухсторонней сварке алюминиевых сплавов перед наложением второго шва с обратной стороны корень первого шва вырубают или выфрезеровывают и затем ведут контроль выборки.
При контроле сложных конструкций необходимо обращать внимание на соблюдение последовательности и режимов изготовления конструкций в целом, т.к. качественное выполнение сварных соединений на узлах или подузлах не гарантирует качества конструкции в целом.
Контроль сварных соединений
После сварки сварные соединения, как правило, контролируют визуальным способом.
Осмотру подвергают сварной шов и околошовную зону. Обычно контроль проводят невооружённым глазом. При выявлении поверхностных дефектов размером меньше 0,1 мм используют оптические устройства, например, лупу 4-7 кратного увеличения. Необходимость применения для визуального осмотра оптических приборов с указанием кратности их увеличения должна быть оговорена в технической документации на контроль.
При контроле недоступных для внешнего осмотра сварных соединений используют оптические приборы, например, эндоскоп на основе гибких светопроводящих трубок.
Если технологический процесс предусматривает механическую обработку сварных швов, то контроль выполняют и после её проведения.
Сварные изделия, подвергаемые термообработке, также контролируются после её проведения. Внешний осмотр, как правило, совмещают с измерением конструктивных элементов сварных швов или точек с целью выявления отклонения по размерам и форме швов и точек от требований стандартов, чертежей, технических условий и инструкций по сварке изделий.
Основными конструктивными элементами сварных швов являются:
• ширина шва;
• высота усиления и проплава;
• плавность перехода от усиления к основному металлу и др.
В сварных точках контролируют:
• её форму и диаметр;
• глубину отпечатка;
• расстояние между точками и др.
При осмотре выявляют, как правило:
• поверхностные поры,
• трещины всех видов и направлений,
• наплывы,
• прожоги,
• свищи,
• подрезы,
• незаваренные кратеры,
• непровары и
• другие дефекты - несплошности.
Качество считается неудовлетворительным, если будут выявлены недопустимые дефекты.
Нормы допустимых дефектов указываются в НТД (Нормативно-техническая документация) и приводятся на чертежах изделий. При отсутствии количественных показателей дефектов, контроль производят по эталонам или контрольным образцам. Такое сравнение целесообразно при анализе неравномерности и величины чешуек, зоны цветов побежалости, формы катета угловых швов и т.д.
При выявлении и исправлении недопустимых дефектов сварные соединения повторно
подвергают контролю.
Практические
Занятия
для профессии:
«Сварщик»
МДК 04.01.
Практическая работа №2
«Неразрушающие виды контроля»
Все виды неразрушающего контроля классифицируются по следующим основным признакам:
• по характеру физических полей или излучений, взаимодействующих с контролируемым объектом;
• по характеру аналогичных взаимодействий веществ с контролируемым объектом;
• по различным видам информации о качестве контролируемого объекта.
Существуют десять видов неразрушающего контроля:
• акустический,
• капиллярный,
• магнитный,
• оптический,
• радиационный,
• радиоволновой,
• тепловой,
• течеисканием,
• электрический,
• электромагнитный.
Для контроля качества сварных соединений могут быть применены все перечисленные виды, однако наиболее широкое применение на практике нашли методы:
• акустический,
• капиллярный,
• магнитный,
• радиационный и
• течеисканием.
Каждый вид контроля имеет свою оптимальную область применения, отличается определенными достоинствами и недостатками. Поэтому наиболее полную информацию о качестве изделия или сварного шва можно получить только при сочетании различных видов контроля.
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций.
Широкое применение получил радиационный вид контроля, осуществляемый с помощью рентгеновского и гамма-излучений, которые проникают через контролируемый объект и изменяют интенсивность излучения в местах наличия дефектов. Это изменение регистрируется на рентгеновской пленке или на пластине (радиографический метод). Радиационные методы позволяют выявить скрытые внутренние дефекты в стыковых швах практически любых материалов. Невозможно обнаружить дефекты только в угловых швах.
Из акустических методов контроля наибольшее распространение, получила ультразвуковая дефектоскопия. Хорошо обнаруживаются дефекты с малым раскрытием, типа трещин, газовых пор и шлаковых включений, в том числе и те, которые невозможно определить радиационной дефектоскопией.
Среди магнитных методов контроля следует отметить магнитографический и магнитопорошковый. Наибольшее распространение имеет магнитопорошковый метод, так как он позволяет визуально наблюдать расположение ферромагнитного порошка вокруг дефекта. Однако этот метод применим только для контроля ферромагнитных материалов (углеродистые стали).
В капиллярном виде контроля используют движение индикаторного вещества, т. е. проникновение индикатора по микропорам и микротрещинам вглубь дефектов как бы по капиллярам. После нанесения индикаторов на поверхность шва и выдержки излишний индикатор удаляют. Оставшийся в дефектах индикатор под воздействием облучения начинает высвечиваться, и тем самым обнаруживаются дефекты сварного шва.
При контроле течеисканием также используют движение контрольного вещества для обнаружения течей – сквозных несплошностей в сварных соединениях. С помощью этого вида контроля проверяют герметичность свариваемого изделия. Как правило, это сосуды и трубопроводы, работающие под давлением. Он основан на регистрации специальными приборами или счетчиками утечки индикаторных жидкостей или газов через сквозные дефекты в сварных швах.
Из всего многообразия методов и видов контроля представляется необходимым подробно рассмотреть только основные, широко применяемые в производственных условиях.
Контроль рентгеновским излучением в технике известен как контроль радиационным методом и основан на способности рентгеновских лучей проникать через сварное соединение и воздействовать на регистрирующее устройство (фотопленку).
В зависимости от способа регистрации результатов различают три метода радиационного контроля:
• радиографический,
• радиоскопический и
• радиометрический.
Наибольшее распространение получил радиографический метод контроля сварных соединений, поскольку снимок является документом, подтверждающим качество сварного шва. Рентгеновский снимок на фотопленке хранится столько времени, сколько по техническим условиям должно работать изделие. Например, рессивер вагона метро должен работать 10 лет – столько же лет хранится в архиве рентгеновская пленка продольного шва рессивера.
Радиационные виды контроля.
Надежным и широко применяемым в настоящее время является радиационный контроль просвечиванием сварных соединений рентгеновским и гамма-излучением.
Рентгеновское излучение
Выявление дефектов металла обеспечивается способностью рентгеновского излучения проникать через твердые материалы, в том числе и металлы. При прохождении через металл рентгеновское излучение понижает свою интенсивность вследствие поглощения его атомной решеткой металла. Лучи ослабляются тем сильнее, чем больше атомов встречают они на своем пути. Поэтому степень ослабления рентгеновского излучения зависит от физических и химических свойств материала, его количества и массы. Неодинаковая интенсивность лучей, прошедших через просвечиваемый объект, фиксируется с противоположной стороны исследуемого участка на фотопленке (рис. 1). Излучение оказывает на вещество пленки химическое воздействие, которое выражается в почернении фотопленки. Дефекты выявляются в виде черных пятен на светлом фоне хорошего шва.
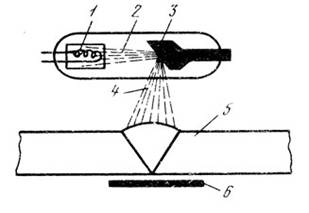
Рис. 1. Схема рентгеновского просвечивания:
1 - катод,
2 - пучок электронов,
3 - анод (мишень),
4 - рентгеновское излучение,
5 - просвечиваемый металл,
6 - кассета с пленкой
Рентгеновское излучение вызывает свето-возбуждающее действие некоторых веществ: это действие состоит в том, что эти вещества (например, платиносинеродистый барий, сернистый цинк и др.) при действии на них рентгеновского излучения флюоресцируют, т. е. дают свечение. Это свойство рентгеновского излучения используется при экспозиции не на пленку, а на экран при просвечивании металлов.
Применяется контроль рентгеновским излучением с использованием экрана в сочетании с телевизионным устройством, преобразующего рентгеновское изображение в видимое (установка типа РИ - рентгенотелевизионный интроскоп). Чувствительность этого контроля не уступает чувствительности фотоконтроля (1% и более), а производительность контроля очень высока.
Скорость передвижения проверяемого изделия составляет у рентгенотелевизионного интроскопа " РИ-10 Т " 0,5 м/мин.
Интроскопы могут работать с различными рентгеновскими аппаратами, например типа РУП-150-10.
Для контроля в условиях монтажа выпускаются портативные импульсные рентгеновские аппараты "РИНА-1Д", "ИРА-1Д" и другие с максимальной толщиной стали, доступной для рентгенографирования, до 25 мм.
Гамма-излучение
Гамма-излучение, имеющее те же свойства, отличается от рентгеновского более высокой жесткостью и относительно малой длиной волны; следовательно, оно может проникать в металл глубже, чем рентгеновское излучение.
Оно позволяет просвечивать металл толщиной до 300 мм. Чувствительность к выявлению дефектов гамма-излучением несколько ниже, чем при просвечивании рентгеновским. Поэтому гамма-излучение применяют для обнаружения относительно крупных дефектов с размерами более 2 - 4% толщины просвечиваемого металла.
Преимущество просвечивания гамма-излучением:
• отсутствие громоздкой аппаратуры, связанной с подводкой электроэнергии и охлаждающей воды,
• портативность источника излучения и возможность просвечивания в местах, недоступных для рентгеновского аппарата.
Недостатки при просвечивании гамма-излучением:
• невозможность регулирования интенсивности излучения, которая в рентгеновской трубке регулируется подводимым к ней напряжением.
• работа с гамма-аппаратами более опасна для операторов, чем работа с рентгеновскими.
Гамма-излучение, имеющее большую жесткость, при неосторожном обращении с гамма-аппаратом может вызвать сильное и опасное облучение.
Расшифровка рентгенограмм.
На негативе рентгенограммы (рис. 2) дефекты изобразятся в виде черных точек (газовые поры), неправильной формы пятен (шлаковые включения), в виде прямой черной линии и полос (непровар, трещина).

Рис. 2. Расшифровка рентгенограмм:
1 - газовые включения,
2 - шлаки,
3 - трещины,
4 - непровары
Газовая пористость выявляется на пленке в виде округлых изображений различного размера и плотности, которые располагаются изолированно, группами или разбросаны беспорядочно по полю шва.
Шлаковые включения проявляются на пленке как теневые изображения удлиненной неправильной формы, располагаются изолированно в одном направлении или разбросаны в беспорядке по полю шва.
Непровар представляется темной тенью, которая обычно имеет вытянутую форму. Непровар в корне соединения виден как прямая темная сплошная или прерывающаяся линия; часто имеет вид прямой, идущей по оси шва.
Трещины проявляются на пленке в виде четких темных изгибающихся линий. Подрез виден на пленке как темная линия рядом с основным металлом.
Магнитные виды контроля
Магнитный вид контроля металла основан на том, что при прохождении магнитных силовых линий по испытуемому материалу в местах дефектов возникают поля рассеяния (рис. 7).
Если на поверхности металла нанести ферромагнитный порошок, то над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
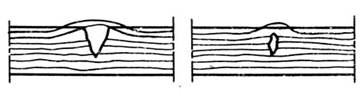
Рис. 7. Прохождение магнитного потока по детали при наличии дефекта в металле
Намагничивание осуществляется пропусканием тока по детали, созданием магнитного поля вокруг детали действием природного магнита или электромагнита. Неравномерность поля определяется искателем, в частности магнитным порошком, который и указывает местоположение и протяженность дефекта в детали.
Удобным способом создания магнитного потока является пропускание тока плотностью 15 - 20 А/мм2 по виткам сварочного провода, наматываемого тремя - шестью витками на деталь (рис. 8). Для намагничивания лучше применять постоянный ток.
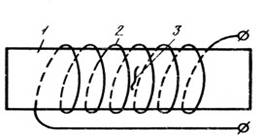
Рис. 8. Схема намагничиванием тока:
1 - деталь,
2 - витки провода,
3 – трещина
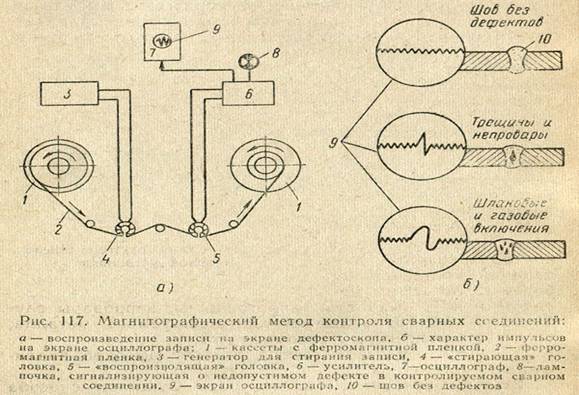
Рис. 9. Магнитографический метод контроля сварных соединений:
а – воспроизведение записи на экране дефектоскопа, б – характер импульсов на экране осциллографа, 1 – кассеты с ферромагнитной пленкой, 2 – ферромагнитная пленка,
3 – генератор для "стирания"записи, 4 –– "стирающая" головка, 5 – воспроизводящая головка, 6 – усилитель, 7 – осциллограф, 8 –лампочка, сигнализирующая о недопустимом дефекте в контролируемом сварном соединении,
9 – экран осциллографа, 10 – шов без дефектов
С помощью магнитного порошка можно выявлять любые внутренние дефекты.
С помощью магнитного порошка в настоящее время применяют для выявления:
• поверхностных трещин, невидимых невооруженным глазом;
• трещин, находящихся внутри металла на глубине не более 15 мм (чем больше ширина трещины, тем легче ее выявить);
• расслоение металла.
• крупные тазовые раковины, поры и шлаковые включения, расположенные на глубине не более 3 - 5 мм.
Существует два способа контроля с помощью магнитного порошка:
• сухой и
• мокрый.
При сухом способе магнитный порошок (охра, сурик, железные опилки, окалина и т. д.) находится в сухом виде.
При мокром способе магнитный порошок находится во взвешенном состоянии в жидкости (керосине, мыльном растворе, воде).
• Сухим способом можно обнаружить как поверхностные, так и глубинные дефекты;
• Мокрым способом лучше обнаруживаются поверхностные дефекты.
Магнитографический способ
В производстве сварных трубопроводов для контроля качества швов находит применение магнитографический способ контроля с помощью магнитной ленты.
Магнитографический способ основан на записи полей рассеяния, возникающих над дефектами, на ферромагнитную ленту и последующем воспроизведении их магнитографическим магнитоскопом.
В результате сравнения контролируемого стыка с эталоном контролер делает вывод о характере дефектов и пригодности стыка.
Согласно методике ВНИИСТ магнитографическому контролю можно подвергать стыки трубопроводов и стыковые швы листовых металлоконструкций с толщинами стенок от 2 до 16 мм.
Магнитографический способ более чувствителен к наружным недопустимым дефектам швов - резким переходам по усилению крупной чешуйчатости шва, подрезам и гребенчатому усилению. Но часто этот вид непригоден для выявления внутренних дефектов.
Например, стыки трубопроводов диаметромменее 114 мм с толщиной стенки4 мм могут иметь усиления шва высотой более 40% толщины стенки трубы. При магнитографировании запись от дефекта сливается с записью от усиления. В результате этого контроль таких соединений становится невозможным.
Надежность магнитографического контроля возрастает с уменьшением отношения усиления шва к толщине стенки трубы.
В некоторых случаях магнитографический вид контроля может заменить контроль просвечиванием.
Для особо ответственных сварных конструкций с высокими требованиями к качеству сварных соединений целесообразнее применять оба вида контроля. При этом можно рейтгенопросвечивание применять лишь для расшифровки дефектов, выявленных магнитографическим контролем.
Применяются дефектоскопы МД-9, МДУ, МГК-1, ВУМД-7 и др.
Практическая работа №3
«Разрушающие виды контроля»
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения.
В результате разрушающих методов контроля проверяют:
• правильность подобранных материалов,
• выбранных режимов и технологий,
• осуществляют оценку квалификации сварщика.
Разрушающий контроль на отрезках, вырезанных из сварного соединения, приводит к полному разрушению или повреждению объекта контроля. Так, на заводах стройиндустрии производятся выборочные испытания отдельных изделий, входящих в состав изготовленных партий. После испытаний разрушенные изделия выбрасывают или перерабатывают для повторного использования составляющих материалов. Это вызывает дополнительные материальные и трудовые затраты и, кроме того, разрушающий контроль не может дать полной уверенности в высоком качестве всей партии изделий, так как осуществляется выборочно.
Вместе с тем разрушающий контроль дает непосредственную оценку прочности, жесткости и трещиностойкости конструкции, а также механических характеристик материалов.
К разрушающим методам относятся:
• механические испытания,
• металлографические исследования,
• химический анализ и
• специальные испытания.
Практические занятия
По Теме 1.1
«Дефекты швов и методы их устранения»
Практическая работа №1
«Визуальный контроль. Механические испытания. Металлографические исследования сварных соединений».
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
Визуальным контролем (внешним осмотром) выявляются: несоответствие геометрических размеров швов проектным (размеры швов определяются специальными шаблонами); подрезы; непровар в корне соединения (ориентировочно); поверхностные трещины (продольные или поперечные); наружные газовые поры и раковины; крупная чешуйчатость и неравномерность шва; незаплавленные кратеры; коробление изделия или отдельных его элементов.
Контролю внешним осмотром подвергаются все сварные конструкции независимо от их назначения и ответственности. Внешний осмотр сварных деталей эффективен только тогда, когда он производится квалифицированным и опытным контролером.
Этот вид контроля является необходимым и наиболее распространенным при сварке.
Внешний осмотр может быть выполнен невооруженным глазом и с помощью увеличительною стекла.
Перед внешним осмотром сварные швы должны быть тщательно очищены от шлака, а если необходимо, то и протравлены. Осматривать детали следует как после прихваток, так и после наложения каждого валика. Размеры швов замеряют специальными шаблонами и измерительными приборами непосредственно после сварки.
При сварке плохо сваривающихся сталей рекомендуется повторно осматривать сварные швы.
Внешним осмотром выявляют:
• излом или неперпендикулярность осей соединенных элементов,
• смещение кромок соединяемых элементов,
• несоответствие размеров и формы швов (по высоте, катету и ширине шва, по равномерности усиления, чешуйчатости и т.п.),
• трещины всех видов и направлений,
• наплывы,
• подрезы,
• прожоги,
• незавершенные кратеры,
• непровары,
• пористость и другие дефекты,
• отсутствие плавных переходов от одного сечения к другому,
• несоответствие общих геометрических размеров сварного узла (изделия) требованиям чертежей и технических условий,
• отсутствие клеим сварщиков, или несоответствие клеймения установленным требованиям.
Осматривать необходимо все без исключения сварные соединения. Внешний осмотр и измерение сварных соединений осуществляют в условиях достаточной освещенности объекта контроля.
«Контроль качества основных и сварочных материалов. Контроль заготовок и сборки изделия».







