В дефектоскопии применяется пьезоэлектрический способ получения ультразвуковых волн, при которых электрические колебания превращаются в механические.
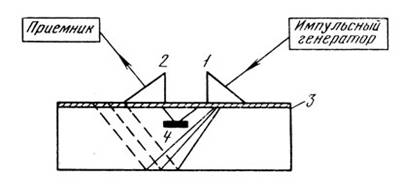
Рис. 5. Схема ультразвукового контроля металла:
1 и 2 - датчики (щупы) с пьезоэлектрическим материалом, 3 - акустическая среда,
4 – дефект
Выходной сигнал от импульсного генератора (рис. 5) проходит через датчик (щуп) к сварному соединению. Датчик представляет собой пластинку из пьезоэлектрического материала, которая вибрирует, преобразуя переменный электрический ток в механические колебания.
В качестве пьезоэлектрических материалов могут служить кварц, сульфат лития, титанат бария и др.
Частота импульса регулируется толщиной пьезоэлектрической пластинки. Щуп с пьезоэлектрической пластинкой прижимается к поверхности сварного соединения через акустическую (контактную) среду (слой воды, машинного масла, глицерина и др.), так как воздух является плохим проводником ультразвуковых волн и препятствует их прохождению. Тонкий слой жидкости облегчает также перемещение датчика по поверхности сварного соединения. Акустический контакт может быть также достигнут погружением сварного изделия с щупом в водяную ванну.
Упругие колебания достигают максимального значения тогда, когда частота электрических колебаний совпадает с колебаниями пластины. Поэтому ультразвуковой дефектоскоп должен с определенной скоростью генерировать (вырабатывать) ультразвуковые волны требуемой частоты.
Требуемая частота зависит от размера контролируемого дефекта и требуемой глубины проникновения. Например, чем выше частота, тем на большей глубине выявляется дефект и тем меньше дефект, который может быть обнаружен.
Для контроля качества сварных швов целесообразно использовать импульсные ультразвуковые дефектоскопы. В этой системе дефектоскопа генератор высокой частоты подает кратковременный импульс тока на датчик из пьезоэлектрического материала, затем наступает пауза, после чего снова следует очередной импульс и т. д.
Ультразвуковой пучок, достигший дефекта в шве, отражается и принимается либо другим щупом (приемным в случае двухщуповой схемы), либо тем же (подающим - однощуповая схема) во время паузы между импульсами.
Щуп 1 должен перемещаться параллельно сварному шву зигзагами, как показано на рис. 6.
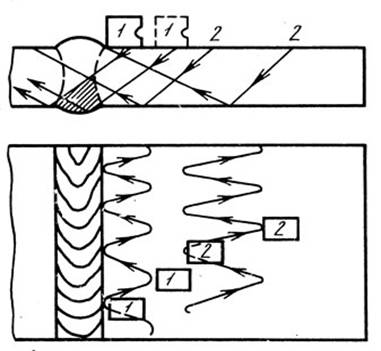
Рис. 6. Контроль сварного шва и манипуляция щупом:
1 -щуп 1,
2 - щуп 2
При движении щупа 1 контролируется только часть шва (на рис. заштрихована). Для обследования всего поперечного сечения шва щупом выполняют зигзагообразные движения, медленно удаляясь от шва на расстояние, достаточное для обследования всего шва (щуп 2, на
рис. 6).
При контроле ультразвуковым дефектоскопом УЗД-7 могут быть выявлены:
• трещины и непровары глубиной более 0,15 - 0,2 мм при их длине не менее 5 мм;
• газовые поры и шлаковые включения диаметром1 - 1,5 мм и более при толщине сваренной стали свыше 5 мм.
Практически минимальная толщина контроли р уемых дефектоскопом УЗД-7 сварных швов составляет 8 - 10 мм; при меньшей толщине дефекты выявляются нечетко.
На стройках наибольшее применение находят приборы типа УДМ-1М, ДУК-13ИМ, ДУК-ВИМ (батарейное питание).
Промышленностью выпускаются также ультразвуковые дефектоскопы УЗД-НИИМ-5, ДУК-11ИМ, ДУК-66П, УДМ-3.
Питание дефектоскопов производится от сети напряжением 12, 36, 127 или 220 В; в некоторых типах дефектоскопов предусмотрено также питание от аккумуляторных батарей напряжением 12 В.
Дефектоскопы обеспечивают глубину прозвучивания до 700 мм (УДМ-3 - до 2000 мм), выявление дефектов в стали площадью2 - 3 мм2на глубинедо 100 мм.
Ультразвуковой вид контроля применим для прозвучивания труб со стенкой толщиной более 8 мм.
Магнитные виды контроля
Магнитный вид контроля металла основан на том, что при прохождении магнитных силовых линий по испытуемому материалу в местах дефектов возникают поля рассеяния (рис. 7).
Если на поверхности металла нанести ферромагнитный порошок, то над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
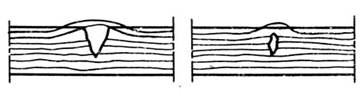
Рис. 7. Прохождение магнитного потока по детали при наличии дефекта в металле
Намагничивание осуществляется пропусканием тока по детали, созданием магнитного поля вокруг детали действием природного магнита или электромагнита. Неравномерность поля определяется искателем, в частности магнитным порошком, который и указывает местоположение и протяженность дефекта в детали.
Удобным способом создания магнитного потока является пропускание тока плотностью 15 - 20 А/мм2 по виткам сварочного провода, наматываемого тремя - шестью витками на деталь (рис. 8). Для намагничивания лучше применять постоянный ток.
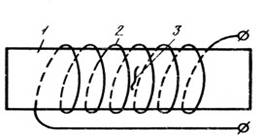
Рис. 8. Схема намагничиванием тока:
1 - деталь,
2 - витки провода,
3 – трещина
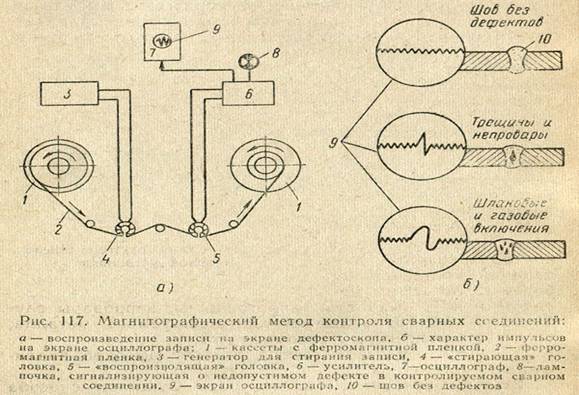
Рис. 9. Магнитографический метод контроля сварных соединений:
а – воспроизведение записи на экране дефектоскопа, б – характер импульсов на экране осциллографа, 1 – кассеты с ферромагнитной пленкой, 2 – ферромагнитная пленка,
3 – генератор для "стирания"записи, 4 –– "стирающая" головка, 5 – воспроизводящая головка, 6 – усилитель, 7 – осциллограф, 8 –лампочка, сигнализирующая о недопустимом дефекте в контролируемом сварном соединении,
9 – экран осциллографа, 10 – шов без дефектов
С помощью магнитного порошка можно выявлять любые внутренние дефекты.
С помощью магнитного порошка в настоящее время применяют для выявления:
• поверхностных трещин, невидимых невооруженным глазом;
• трещин, находящихся внутри металла на глубине не более 15 мм (чем больше ширина трещины, тем легче ее выявить);
• расслоение металла.
• крупные тазовые раковины, поры и шлаковые включения, расположенные на глубине не более 3 - 5 мм.
Существует два способа контроля с помощью магнитного порошка:
• сухой и
• мокрый.
При сухом способе магнитный порошок (охра, сурик, железные опилки, окалина и т. д.) находится в сухом виде.
При мокром способе магнитный порошок находится во взвешенном состоянии в жидкости (керосине, мыльном растворе, воде).
• Сухим способом можно обнаружить как поверхностные, так и глубинные дефекты;
• Мокрым способом лучше обнаруживаются поверхностные дефекты.
Магнитографический способ
В производстве сварных трубопроводов для контроля качества швов находит применение магнитографический способ контроля с помощью магнитной ленты.
Магнитографический способ основан на записи полей рассеяния, возникающих над дефектами, на ферромагнитную ленту и последующем воспроизведении их магнитографическим магнитоскопом.
В результате сравнения контролируемого стыка с эталоном контролер делает вывод о характере дефектов и пригодности стыка.
Согласно методике ВНИИСТ магнитографическому контролю можно подвергать стыки трубопроводов и стыковые швы листовых металлоконструкций с толщинами стенок от 2 до 16 мм.
Магнитографический способ более чувствителен к наружным недопустимым дефектам швов - резким переходам по усилению крупной чешуйчатости шва, подрезам и гребенчатому усилению. Но часто этот вид непригоден для выявления внутренних дефектов.
Например, стыки трубопроводов диаметромменее 114 мм с толщиной стенки4 мм могут иметь усиления шва высотой более 40% толщины стенки трубы. При магнитографировании запись от дефекта сливается с записью от усиления. В результате этого контроль таких соединений становится невозможным.
Надежность магнитографического контроля возрастает с уменьшением отношения усиления шва к толщине стенки трубы.
В некоторых случаях магнитографический вид контроля может заменить контроль просвечиванием.
Для особо ответственных сварных конструкций с высокими требованиями к качеству сварных соединений целесообразнее применять оба вида контроля. При этом можно рейтгенопросвечивание применять лишь для расшифровки дефектов, выявленных магнитографическим контролем.
Применяются дефектоскопы МД-9, МДУ, МГК-1, ВУМД-7 и др.








