На втором этапе работы с САМ-системой технолог-программист выбирает стратегию и параметры обработки, назначает инструмент и режимы резания. Современная система обычно имеет солидный набор стратегий и позволяет выполнить обработку одной и той же детали разными способами.
Условно все стратегии можно разделить на черновые и чистовые, стратегии плоской и объемной обработки. Рассмотрим стратегии, характерные для большинства современных САМ-систем.
Плоская обработка
Стратегии плоской обработки применяются при работе с 2D-геометрией. В этом случае не требуется большого разнообразия – вся обработка сводится к фрезерованию контура или плоскости, выборке кармана и обработке отверстий (рис. 12.14–12.17).
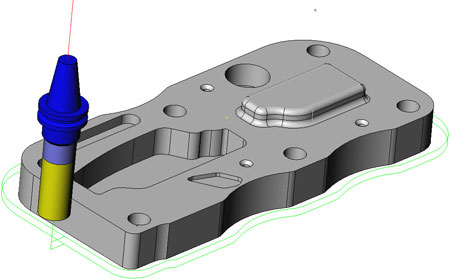
Рис. 12.14. Контурная стратегия (Contour). Для чернового фрезерования указываются количество проходов и шаг между ними (перекрытие)

Рис. 12.15. Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными параметрами являются шаг между проходами фрезы и тип траектории (параллельная, спиральная, зигзаг и др.)

Рис. 12.16. Обработка торца (Face). Основными параметрами для этой стратегии являются шаг между проходами фрезы и угол обработки

Рис. 12.17. Обработка отверстий: сверление (Drill), нарезание резьбы (Threading), растачивание (Boring). Основные параметры – тип операции и глубина обработки
Объемная обработка
Стратегии объемной обработки предназначены для работы с 3D-моделями. Эти стратегии отличаются большим разнообразием, однако все они условно могут быть разделены на черновые и чистовые.
Стратегии объемной черновой обработки предназначены для быстрой послойной выборки большого объема материала и подготовки детали к последующей чистовой обработке. Стратегии объемной чистовой обработки используются для окончательного фрезерования поверхностей с требуемым качеством. Зачастую при объемном чистовом фрезеровании управление перемещением режущего инструмента осуществляется одновременно минимум по трем координатам. Как правило, при объемной обработке используют сферические фрезы. В этом случае произвести расчет перемещения инструмента самостоятельно, без использования CAD/САМ-системы чрезвычайно трудно.
В качестве примеров рассмотрим некоторые стратегии объемной обработки более подробно.
Обработка кармана – стратегия, предназначенная для эффективного удаления материала из закрытых или открытых карманов. Существует множество схем карманной обработки: зигзаг, в одном направлении, параллельная и круговая спираль. Современная CAD/САМ-система выбирает оптимальную схему фрезерования, обеспечивая максимальную производительность и минимальное число холостых ходов. Как правило, эта стратегия заключается в последовательной послойной выборке материала и выполнении заключительного чистового обхода контура на окончательной глубине. При зигзагообразной схеме обработки кармана происходит изменение вида фрезерования – с встречного на попутное или наоборот.

Рис. 12.18. Послойная обработка кармана
Стратегия радиальной обработки обычно применяется для черновой или чистовой обработки деталей круглой формы. Перемещение инструмента в этой стратегии производится от центра детали к ее внешним границам (или наоборот) с постепенным изменением угла в плоскости обработки.
С помощью черновой вертикальной выборки можно быстро обработать деталь, используя движения, аналогичные сверлению. Производства, использующие такую стратегию, приобретают специальные плунжерные фрезы, позволяющие быстро выбрать материал и имеющие подвод охлаждающей жидкости через ось инструмента. Стратегия черновой вертикальной выборки отлично подходит для обработки глубоких впадин и карманов.

Рис. 12.19. Радиальная обработка
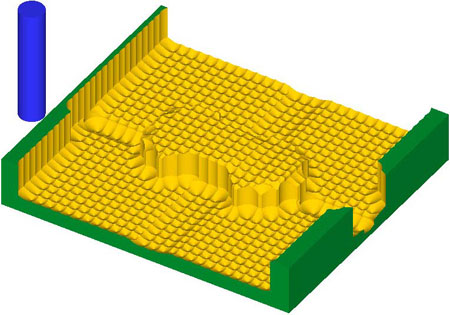
Рис. 12.20. Результат применения стратегии черновой вертикальной выборки
Стратегия фрезерования остатков (дообработка) позволяет автоматически удалить материал, оставшийся от предыдущей операции. Для увеличения производительности обработки принято выбирать материал сначала инструментом большого диаметра, а уже затем производить фрезерование в труднодоступных местах инструментом меньшего диаметра. Система, анализируя объем снятого и оставшегося материала, автоматически генерирует траекторию для выборки материала, который не был удален в предыдущей операции обработки.
Стратегия контурной обработки используется для черновой или чистовой контурной обработки деталей произвольной формы. Суть стратегии заключается в удалении припуска за счет проходов фрезы по контурам, созданным путем «смещения» границ текущего слоя по Z.
 Рис. 12.21. Стратегия дообработки меньшим инструментом Рис. 12.21. Стратегия дообработки меньшим инструментом
|  Рис. 12.22. Объемная контурная обработка Рис. 12.22. Объемная контурная обработка
|
Стратегию обработки по потоковым линиям применяют для чистовой обработки любых поверхностей. Система создает траектории с учетом формы и направления поверхностей.
Стратегия проекционной обработки позволяет наложить на любой участок обрабатываемой поверхности своеобразный шаблон траектории движения инструмента или спроецировать плоскую траекторию на 3D-модель.
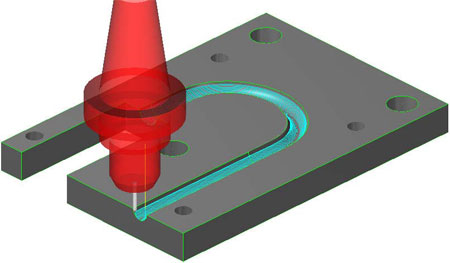
Рис. 12.23. Обработка по потоковым линиям, схема – зигзаг
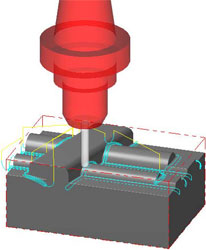 Рис. 12.24. Карандашная обработка Рис. 12.24. Карандашная обработка
|  Рис. 12.25. Проецирование траектории на поверхность Рис. 12.25. Проецирование траектории на поверхность
|
После выбора стратегии и определения основных параметров обработки необходимо назначить режущий инструмент либо выбрать его из библиотеки инструментов. На этом же этапе определяются режимы резания: скорость рабочей подачи, обороты шпинделя – и программируется включение или выключение СОЖ. Результатом второго этапа является сформированная траектория. В дереве операций САМ-системы должна появиться новая технологическая операция.
Бэкплот и верификация
В настоящее время любая САМ-система имеет функции для проверки правильности созданных траекторий. Функция бэкплота (Backplot) позволяет программисту отслеживать перемещения режущего инструмента. При этом он может наблюдать за траекторией центра инструмента и самим инструментом прямо на 3D-модели. Как правило, бэкплот используется для предварительной проверки рассчитанных траекторий и настройки технологических параметров операции. Окончательная проверка обычно осуществляется с помощью верификации.
Инструменты верификации предоставляют программисту прекрасные возможности для наглядной проверки траектории движения инструмента, для оценки качества и общей технологии изготовления детали. Основной смысл верификации заключается в демонстрации процесса удаления материала заготовки и возможности посмотреть на окончательный результат работы УП – модель изготовленной детали. Полученную «виртуальную» деталь можно рассмотреть с разных сторон. Можно увидеть, все ли элементы выполнены правильно, и даже разглядеть гребешки на материале, оставшиеся от инструмента.
Рис. 12.26. В режиме «Backplot» можно наблюдать за траекторией перемещения центра инструмента
Верификация может быть твердотельной или растровой. В случае твердотельной верификации система работает с трехмерной моделью заготовки и позволяет реализовать множество полезных функций. К примеру, измерить обработанную деталь или экспортировать ее в CAD-систему для дальнейшей работы. Растровая верификация лишь имитирует работу с трехмерной моделью и применяется сейчас достаточно редко.

Рис. 12.27. Процесс верификации
Учтите, что на этом этапе мы еще не имеем готовой УП, то есть самого кода. Код программы обработки появится позже, после постпроцессирования. Но что же мы тогда проверяем?
Результатом предыдущего этапа является сформированная траектория перемещения инструмента для определенной операции. Информацию об этой траектории, всех координатах и инструменте система записывает в специальный промежуточный файл. Этот файл не похож на обычную программу обработки, то есть в нем нет привычных G- и М-кодов. В настоящий момент именно этот файл является объектом для верификации и бэкплота.
Постпроцессирование
Постпроцессор – программа, которая преобразует файл траектории движения инструмента и технологических команд (промежуточный файл), сформированный CAD/САМ-системой, в файл УП в соответствии с требованиями конкретного комплекса станок – СЧПУ. В ряде отечественных систем постпроцессоры называются паспортами.
Для того чтобы абстрагироваться от большого разнообразия станков, систем ЧПУ и языков программирования обработки, САМ-система генерирует промежуточный файл, содержащий информацию о траектории, угле поворота инструмента (в случае многокоординатной обработки) и обобщенные команды управления станком. Обычно этот промежуточный файл называется CL-файлом (CutterLocation) или CLDATA-файлом.
Далее в работу вступает постпроцессор. Он преобразует этот промежуточный файл в программу обработки в строгом соответствии с форматом программирования конкретного станка с ЧПУ.
Такая технология позволяет программисту во время проектирования обработки в CAD/САМ-системе не задумываться о том, на какой конкретно станок попадет УП и каков будет ее формат. Ему необходимо лишь выбрать постпроцессор, соответствующий определенному станку с ЧПУ, и тот возьмет на себя всю работу по созданию программы обработки определенного формата.
Откуда же взялась идея постпроцессирования и почему до сих пор в этой области существуют проблемы? По идее, разработчики станков и систем ЧПУ должны соблюдать стандарты Ассоциации электронной промышленности (EIA) и Международной организации стандартизации (ISO). To есть одинаковые G-коды на разных станках с ЧПУ должны выполнять одну и ту же функцию. В принципе, эти стандарты соблюдаются, но только для основных команд станка, например для включения СОЖ, линейной и круговой интерполяции.
Если же дело доходит до других команд, постоянных циклов и специальных функций, то приверженность определенному стандарту практически отсутствует. Это приводит к невозможности правильного исполнения одной и той же УП на разных станках с ЧПУ. К этой проблеме прибавляется другая – постоянная «гонка» производителей оборудования с ЧПУ. В условиях жесткой конкуренции станкостроительные компании создают все более сложные станки, а разработчики систем ЧПУ придумывают новые циклы и функции. В результате серьезные отличия в формате УП могут быть замечены даже у станков одной фирмы, но разных моделей.

Рис. 12.28. Схема получения УП для конкретного комплекса «Станок – система ЧПУ»
Когда появились первые САМ-системы, то для работы с конкретным станком с ЧПУ разрабатывался индивидуальный постпроцессор, который представлял собой исполняемый файл. Индивидуальный постпроцессор мог быть создан только опытным программистом (именно программистом, а не технологом-программистом) путем длительного общения со станочником для выяснения всех нюансов работы с определенным станком. После этого проходили испытания и доводка индивидуального постпроцессора «до ума». В результате постпроцессор выполнял свои функции, но процесс его создания был очень долгим, мучительным и дорогим. Изменения в таком постпроцессоре мог сделать только сам авторразработчик.
В 70–80-х годах прошлого века наблюдался значительный подъем автоматизированного машиностроения. Как грибы после дождя стали появляться новые станки с различными системами ЧПУ. Возник огромный спрос на технологическое программное обеспечение и CAD/САМ-системы.
Программисты просто не успевали разрабатывать новые индивидуальные постпроцессоры, что подтолкнуло их к автоматизации собственного труда. Появилась идея создания обобщенных постпроцессоров для разных станков с одинаковой системой ЧПУ. В этом был смысл – при работе с системой ЧПУ одной фирмы даже на разных станках отличия в УП будут минимальными, значит, и изменения, которые нужно внести в исполняемый файл, тоже будут незначительными.
Классический постпроцессор, находящийся на службе современной CAD/САМ-системы, состоит из нескольких файлов. Во-первых, это исполняемый файл – программа. Исполняемый файл занимается преобразованием данных промежуточного CL-файла в кадры УП. Преобразование осуществляется по некоторым правилам, отличным для разных станков и систем ЧПУ. Эти правила, или алгоритмы преобразования, находятся во втором файле – текстовом.
Текстовый файл написан на специальном макроязыке, который может быть изменен в случае необходимости самим технологом-программистом в любом текстовом редакторе. Вносить какие-либо изменения в исполняемый файл не требуется. Как правило, с CAD/САМ-системой поставляется набор таких текстовых файлов, которые описывают правила для преобразования промежуточных файлов в программу обработки для нескольких десятков различных станков и систем ЧПУ. В данном случае постпроцессором можно смело называть именно текстовый файл. Исполняемый же файл является модулем САМ-системы и работает незаметно для пользователя. В некоторых САМ-системах присутствует и третий файл, необходимый для постпроцессирования. Этот файл также является текстовым. Он предназначен для ввода дополнительных условий и передачи специальной информации в управляющую программу.
К сожалению, разработчики CAD/САМ-систем не придерживаются единого стандарта для формирования промежуточных CL-файлов. В результате текстовый файл с описанием алгоритмов преобразования (постпроцессор) одной САМ-системы будет абсолютно бесполезен для использования внутри другой САМ-системы. Для разработки даже такого текстового постпроцессора «с нуля» необходимы глубокие знания самой системы и принципов преобразования исходных данных. Поэтому пользователю предоставляют набор базовых постпроцессоров с редактируемыми переменными. Работая с этими переменными, пользователь может самостоятельно настроить постпроцессор для имеющегося станка.
Сегодня наиболее эффективным и простым решением проблем постпроцессирования на предприятии является использование универсального постпроцессора (генератора).
Универсальные постпроцессоры позволяют работать со многими известными CAD/САМ-системами и одновременно не зависеть от них. Дело в том, что, в отличие от классических постпроцессоров, которые работают с промежуточным файлом только «родной» системы, универсальные постпроцессоры способны «перерабатывать» CL-файлы разных САМ-систем. Прибавьте сюда продвинутый интуитивно-понятный графический интерфейс, позволяющий строить наглядную кинематическую схему станка и задавать типовые параметры системы ЧПУ, и вы получите мощное и универсальное средство для решения проблем совместимости любого оборудования с любой CAD/САМ-системой.
Как оценить результаты работы постпроцессора? Очень просто. Если полученная программа не требует ручной правки и доводки, значит, постпроцессор работает правильно. Это главный принцип. Хороший постпроцессор способен сформировать УП с учетом максимальных возможностей станка с ЧПУ и CAD/САМ-системы и должен грамотно работать с постоянными циклами. К примеру, если система ЧПУ станка поддерживает винтовую интерполяцию, то желательно, чтобы постпроцессор не заменял ее множеством линейных перемещений. Естественно, что программа обработки не должна содержать лишних кодов и координат.
Передача УП на станок с ЧПУ
Итак, программа обработки готова. После постпроцессирования CAD/САМ-система открывает файл УП в специальном редакторе или в стандартном «Блокноте» операционной системы Windows. Многие системы поставляются со специальными редакторами УП, которые являются простым и удобным инструментом для правки и передачи программ на станок.
В большинстве случаев связь осуществляется в соответствии со стандартом RS-232. При этом СОМ-порт персонального компьютера соединяется кабелем со специальным разъемом на корпусе станка или панели УЧПУ. Для передачи данных необходимо, чтобы УЧПУ станка и коммуникационная программа были синхронизированы. Это достигается соответствующей настройкой параметров СЧПУ и коммуникационной программы. Например, если значение для стоповых битов (stopbits) системы ЧПУ станка равно двум, то такое же значение должно находиться и в соответствующем параметре коммуникационной программы.
После настройки основных параметров УП можно передать на станок. Вам придется переключить систему ЧПУ станка в режим приема/передачи данных, нажать на панели УЧПУ клавишу Прием данных, а в коммуникационной программе выбрать пункт меню Передать. Для передачи данных со станка на ПК нужно действовать наоборот. Сначала переключаем СЧПУ станка в режим приема/передачи данных, затем в коммуникационной программе выбираем пункт меню Принять и нажимает клавишу на панели УЧПУ станка Передать данные. Внимательно читайте документацию к станку – в ней вы обязательно найдете информацию о настраиваемых параметрах для приема и передачи данных, а также последовательность действий при работе с внешними устройствами хранения информации.

Рис. 12.29. На многих заводах до сих пор программы загружают в станок с ЧПУ при помощи перфоленты
Для передачи УП, размер которых превышает размер свободной памяти СЧПУ, используется режим DNC. В этом режиме программа обработки не записывается в память системы ЧПУ, а выполняется прямо с компьютера. Система ЧПУ имеет (или создает в памяти) специальный программный буфер, в который приходит часть программы. Как только этот буфер заполняется, система посылает сигнал на компьютер, чтобы тот прекратил передавать данные. В это время СЧПУ станка выполняет кадры УП, находящиеся в буфере. Когда буфер освобождается, система ЧПУ посылает новый сигнал на ПК, который разрешает дальнейшую передачу данных. Этот процесс продолжается до полного выполнения УП. Для работы в режиме DNC необходимо, чтобы СЧПУ станка было соответствующим образом подготовлено производителем, а на персональном компьютере находилась коммуникационная программа с поддержкой этого режима.
Наиболее продвинутые системы дают возможность передавать данные по локальной сети, а не по RS-232. В этом случае пользователь прямо с ПК может «видеть» содержимое памяти станка. А прием и передача данных осуществляются привычным для Windows способом – перетаскиванием файлов из одной папки в другую, что очень удобно. Некоторые станки с ЧПУ снабжены встроенным дисководом или умеют читать информацию с флэш-карт.
CAD/CAM
Ассоциативность
Ассоциативность CAD/САМ-системы заключается в ее способности связать геометрию с траекторией обработки, инструментом, материалом, параметрами и сформировать завершенную операцию. Если какая-либо часть операции изменяется, то другие ее части остаются нетронутыми и могут быть использованы для дальнейших расчетов и создания обновленной операции. Ассоциативность предоставляет технологу-программисту небывалые возможности по отладке технологии обработки и защищает его от утомительного исправления своих ошибок. Изменяя параметры операции, можно следить, как меняются траектория и машинное время обработки, и в результате выбрать наилучший вариант. Как правило, такая ассоциативность действует в пределах только одной CAD/САМ-системы.
CAD/CAM








