

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Если обработку по прямой линии несложно производить и на простом станке с ручным управлением, то перемещение инструмента по дуге точнее и проще выполнять на станке с ЧПУ.
Коды G02 и G03 предназначены для выполнения круговой интерполяции. Код G02 используется для перемещения по дуге по часовой стрелке, a G03 – против часовой стрелки. Направление перемещения определяется, когда мы смотрим на инструмент со стороны шпинделя, в отрицательном направлении оси Z. Как и при выполнении линейной интерполяции, в кадре круговой интерполяции необходимо указать скорость рабочей подачи F.
Существуют два способа для формирования кадра круговой интерполяции. Сравните структуру следующих кадров:
| G02 Xn.nYn.nZn.nIn.nJn.nKn.nFn.n. | G02 Xn.nYn.nZn.nRn.nFn.n. |
В первом варианте для выполнения кругового перемещения указывают: код G02 (G0З); координаты конечной точки дуги; I, J, К – слова данных и скорость рабочей подачи. А во втором варианте вместо I, J, К указывают R. Выбор варианта записи кадра кругового перемещения зависит от возможностей ЧПУ и привычки программиста. Большинство современных станков с ЧПУ поддерживают оба варианта записи.

Рис. 6.5. Направление перемещения по дуге можно определить, если посмотреть на заготовку со стороны инструмента. В данном случае фреза перемещается по часовой стрелке, значит, используем код G02
В кадре с кодом круговой интерполяции необходимо указать координаты конечной точки перемещения (дуги). Если, кроме X и Y, в кадре находится Z-слово данных, то это значит, что производится винтовая интерполяция. Винтовая интерполяция, которая поддерживается не всеми системами ЧПУ, позволяет выполнять фрезерование резьбы и обеспечивает плавное винтовое врезание инструмента в материал заготовки.
Дуга с I, J, К
Для полного описания дуги недостаточно задать только координаты ее конечной точки. Необходимо также указать радиус и координаты центра.
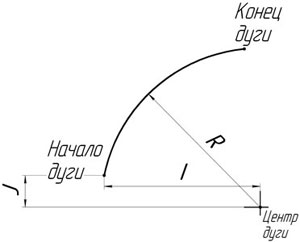
Рис. 6.6. Адреса I, J, К используются для определения центра дуги
При помощи I, J и К вы указываете относительные (инкрементальные) расстояния от начальной точки дуги до ее центра. Слово данных с I относится к оси X, слово данных с J – к оси Y, а слово данных с К – к оси Z. При этом в зависимости от расположения дуги значения могут быть положительными или отрицательными.
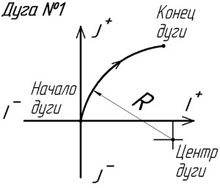 Рис. 6.7. Для описания дуги № 1 необходимо указать положительное значение для I и отрицательное для J Рис. 6.7. Для описания дуги № 1 необходимо указать положительное значение для I и отрицательное для J
|  Рис. 6.8. Для описания дуги № 2 необходимо указать положительное значение для I и положительное для J Рис. 6.8. Для описания дуги № 2 необходимо указать положительное значение для I и положительное для J
|
Дуга с R
Более простой способ задания центра дуги основан на применении адреса R (радиуса). Если ваша стойка поддерживает такой формат для круговой интерполяции, то СЧПУ самостоятельно производит необходимые расчеты для определения координат центра дуги. Многие СЧПУ при работе с R требуют, чтобы окружность была разбита на несколько сегментов.
Для однозначного определения формы дуги нужно указывать соответствующий знак перед числовым значением радиуса R. Для дуги, которая больше 180°,значение R будет отрицательным. Для дуги, которая меньше 180°, значение R будет положительным.
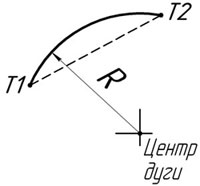 Рис. 6.9. Так как дуга меньше 180° (ее центр расположен снаружи хорды), то R будет иметь положительное значение Рис. 6.9. Так как дуга меньше 180° (ее центр расположен снаружи хорды), то R будет иметь положительное значение
| 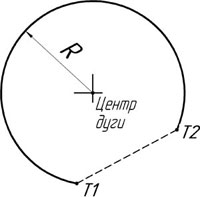 Рис. 6.10. Так как дуга больше 180° (ее центр расположен внутри хорды), то R будет иметь отрицательное значение Рис. 6.10. Так как дуга больше 180° (ее центр расположен внутри хорды), то R будет иметь отрицательное значение
|
Использование G02 и G03
Давайте разберемся, как работает круговая интерполяция, на примере. Приведенный ниже фрагмент управляющей программы перемещает инструмент по дуге с радиусом 3 мм из точки А (0;0) в точку В (3;3) со скоростью рабочей подачи 100 мм/мин.
N10 G02 X3.0 Y3.0 I3.0 J0.0 F100
Так как центр дуги находится на расстоянии 3 мм по оси X и 0 мм по оси Y относительно начальной точки А, то I будет равно 3.0, a J равно 0. Полученная дуга составляет всего четверть от полной окружности. Попытаемся описать всю окружность постепенно. Следующий кадр перемещает инструмент из точки В (В1) в точку В2. Так как скорость рабочей подачи не изменяется, то нет необходимости повторно указывать F-слово данных.

Рис. 6.11. Перемещение по дуге с R3 из точки А (0;0) в точку В (3;3)
Так как центр дуги находится на расстоянии 3 мм по оси X и 0 мм по оси Y относительно начальной точки А, то I будет равно 3.0, a J равно 0. Полученная дуга составляет всего четверть от полной окружности. Попытаемся описать всю окружность постепенно. Следующий кадр перемещает инструмент из точки В1 в точку В2. Так как скорость рабочей подачи не изменяется, то нет необходимости повторно указывать F-слово данных.
Так как центр дуги находится на расстоянии 0 мм по оси X и 3 мм по оси Y относительно точки В, то I будет равно 0, a J равно –3. Таким образом, нам удалось создать перемещение по дуге из точки А в точку В2 при помощи двух кадров. Этот пример не случаен. Дело в том, что многие станки требуют именно такого разбиения окружности. То есть для описания полной окружности может потребоваться до четырех кадров.
В настоящее время большинство систем ЧПУ позволяют выполнить операцию по описанию полной окружности за два или даже за один кадр. Поэтому перемещение из точки А в точку С можно записать следующим образом:
N05 G02 X6.0 Y0.0 I3.0 J0.0

Рис. 6.12. Современные системы ЧПУ допускают описание подобной дуги в одном кадре
А для полной окружности с радиусом 3 мм и центром в точке с координатами (0; 0) справедливым будет следующий кадр:
N15 G02 Х-3.0 Y0.0 13.0 J0.0

Рис. 6.13. Описание полной окружности в одном кадре также возможно
Дуги такого типа несложно описать математически. Однако если начальная и конечная точки дуги образуют некоторый сложный угол или эти точки находятся в разных квадрантах, то для нахождения значений I, J, К требуются определенные тригонометрические вычисления (рис. 6.14). При этом необходимо, чтобы расчеты были достаточно точными, иначе СЧПУ может выдать сообщение о невозможности построения дуги.

Рис. 6.14. Часто для расчета дуги «вручную» необходимо приложить некоторые усилия
На рис. 6.15 изображена дуга, которую необходимо описать при помощи кодов круговой интерполяции с R-словом данных. В случае, когда инструмент перемещается по дуге по часовой стрелке (G02) из точки А в точку В, в УП должен присутствовать следующий кадр: G02 Х0 Y-10 R10. Если инструмент перемещается по дуге против часовой стрелки (G03) из точки В в точку А, в УП должен присутствовать следующий кадр: G03 Х10 Y0 R10.
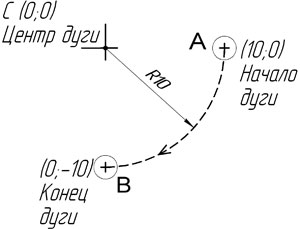
Рис. 6.15. Дуга, которую необходимо описать при помощи кодов круговой интерполяции с R-словом данных
Введение
Коды, обозначающиеся буквой М (Miscellaneous), называются вспомогательными и предназначены для управления режимами работы станка. М-код может стоять как отдельно, так и находиться в кадре с G-кодами. Некоторые М-коды работают совместно с другими адресами. Например, М-код, отвечающий за направление вращения шпинделя, обычно указывается с адресом S, который необходим для задания числа его оборотов при вращении:
N10 S1000 М03
В табл. 8 помещены базовые М-коды, которые должен знать каждый технолог-программист. Когда М-код находится в кадре с G-кодом, то порядок выполнения зависит от модели ЧПУ. Возьмем, например, следующий кадр:
N10 G01 Х100.0 Y100.0 Z100.0 F50.0 М08
Этот кадр выполняет линейное перемещение и включает подачу охлаждающей жидкости (М08). Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче:
N05 М08
N10 G01 Х100.0 Y100.0 Z100.0 F50.0
Нужно учесть, что некоторые системы ЧПУ позволяют задавать в кадре только один М-код. В этом случае если в кадре находятся несколько М-кодов, то СЧПУ выдаст сообщение об ошибке. Для избежания ошибок внимательно прочтите раздел документации станка и системы ЧПУ о работе с М-кодами.
Таблица 7.1. Базовые М-коды
| М код | Действие |
| М00 | Запрограммированный останов |
| М01 | Останов по выбору |
| M02 | Конец программы |
| М03 | Прямое вращение шпинделя |
| М04 | Обратное вращение шпинделя |
| М05 | Останов шпинделя |
| М06 | Автоматическая смена инструмента |
| М08 | Включение подачи охлаждающей жидкости |
| М09 | Выключение подачи охлаждающей жидкости |
| М30 | Конец программы, перевод курсора в начало программы |
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

