ЭММА, конструктивная форма которого представлена на рисунке 3.1, разработан в АОЗТ "С.П.А.". Измельчитель предназначен для обработки порошкообразных сыпучих продуктов различного целевого назначения, в том числе и для диспергирования сахарного песка в сахарную пудру в кондитерском производстве.
Рабочий объем измельчающего устройства образован неподвижным цилиндрическим корпусом 1, торцевыми щитами 2 и наружной поверхностью внутреннего цилиндра 3. Магнитопровод устройства (корпус 1 и цилиндр 3) выполнен из ферромагнитного материала - сталь 10, а торцевые щиты 2 - из немагнитного материала Al -9. Неподвижный цилиндрический корпус несет в своем пазу, расположенном в центральной части, обмотку управления (ОУ) 4. Она выполнена из провода ПЭВ1 диаметром d =0,6 мм с числом витков W = 1185. На поверхности цилиндра 3 и внутренней цилиндрической поверхности наружного корпуса 1 выполнены зубцы 5, направленные по образующим этих поверхностей. Выполнение зубцов способствует организации устойчивых структурных построений из ферромагнитных размольных шаров 6, размещённых в рабочем объёме вместе с обрабатываемым продуктом. Вал 7 приводится во вращение двигателем постоянного тока типа Д-75, питание к которому подводится от сети переменного тока через автотрансформатор (ЛАТР1) и мостиковый выпрямитель B1, построенный на дисках Д203 (рис.3.2). Регулирование частоты вращения вала осуществляется реостатом R1, включённым в электрическую цепь двигателя. Величина частоты вращения вала определяется по тахогенератору ТГП-3, соединенному с валом через муфту М. Постоянное магнитное поле в рабочем объеме устройства создается постоянным током, протекающим по обмотке управления ОУ,

Рисунок 3.1 - Конструкция ЭММА
питание к которой подводится от сети переменного тока через автотрансформатор (ЛАТР2), и мостиковый выпрямитель В2. Регулирование электромагнитным режимом работы ЭММА осуществляется реостатом R2. Регистрирующие приборы в электрической цепи электродвигателя и обмотки управления имеют класс точности - 0,5 %. Измерение магнитной индукции в рабочем объеме осуществляется прибором ИМИ-3. Величина силового взаимодействия между ферромагнитными размольными элементами определяется механотроном 5, подвижный анод которого соединён через тензобалку Тб с неподвижным корпусом устройства.
Размольные элементы 6 выполнены в форме правильных сферических тел диаметром 2 мм и размещены в рабочем объёме устройства в смеси с обрабатываемым продуктом.
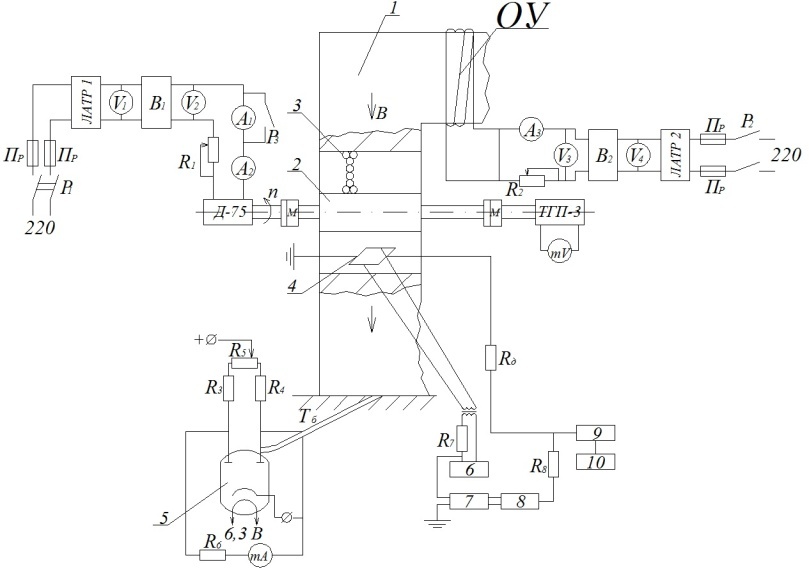
Рисунок 3.2 - Электрокинематическая схема ЭММА для диспергирования сахарного песка.
Р1– электрический рубильник в цепи питания электродвигателя;
Пр – предохранители; ЛАТР1 и ЛАТР2 – соответственно автотрансформаторы в цепи электродвигателя и обмотки управления;
V1 и V2 – вольтметры в цепи электродвигателя; А1 и А2 – амперметры в цепи электродвигателя; R1 – регулировочный реостат; В1 и В2 – мостиковые выпрямители в электрических цепях соответственно электродвигателя и обмотки управления; М – муфты соединительные;Д-75 – двигатель постоянного тока; ТГП-3 – тахогенератор; mV – милливольтметр; ОУ – обмотка управления; 1 – магнитопровод устройства; 2 – внутренний цилиндр; 3 – феррошары; V3 и V4 – вольтметры в цепи ОУ; А2 – амперметр постоянного тока в цепи ОУ; Р2 – рубильник цепи питания ОУ; Р3 – однополюсный рубильник шунтирующий; mA – микроамперметр; 4- датчик э.д.с. Холла; 5 – механотрон; 6 - генератор частоты 1000 Гц; 7 – переключатель диапазонов; 8 – отсчетный делитель напряжения; 9 – усилитель; 10 - индикатор равновесия.
После заполнения рабочего объема размольными элементами и обрабатываемым продуктом подается питание на обмотку управления, создающую постоянное магнитное поле в рабочем объеме и включается двигатель, приводящий во вращение внутренний цилиндр устройства. Режимы работы устройства устанавливаются путем регулирования частот вращения внутреннего цилиндра 5 и силы тока в обмотке управления 4. Время измельчения контролируется традиционными приборами (секундомерами, реле времени и т.д.).
Для оценки технологического эффекта измельчения сахарного песка до сахарной пудры наЭММА в качестве показателя дисперсности использованы величины "остатка" или "прохода" фракций соответственно больше или меньше 30 мкм и гранулометрические характеристики продукта, изображенные в виде диаграмм или коммулятивных кривых.
Для обеспечения стабильной работы ЭММА и эффективного управления физико-механическими свойствами для ферромагнитных размольных элементов величина электромагнитной индукции В в рабочем объеме устанавливается от 0,1 до 0,4 Тл, что соответствует силе тока I в обмотке управления от 0,2 до 1,0 А.

Рисунок 3.3 - Зависимость «остатка» неизмельченного сахарного песка от силы тока в обмотке управления ЭММА
Анализ экспериментальных данных, результаты которых представлены на рисунках 3.3 и 3.4 показал, что величину индукции в рабочем объеме ЭММА следует рассматривать как фактор, интенсифицирующий процесс измельчения сахарного песка в сахарную пудру и позволяющий осуществлять эффективное управление дисперсностью продукта. С увеличением индукции в указанном диапазоне происходят качественные изменения фракционного состава сахарной пудры, которые выражаются в исчезновении крупных частиц исходного продукта размером более 63 мкм при одновременном увеличении и образовании тонкодисперсных фракций размером менее 30 мкм.

Рисунок 3.4 - Функции распределения частиц сахарной пудры полученной наЭММА при силе тока в обмотке управления Iy, А:
1 – Iy = 0,2 A; 2 - Iy = 0,8 А.
В области малых значений силы тока управления (Iу = 0,2 А) размер частиц сахарной пудры лежит в достаточно широком диапазоне от 140 до 10 мкм и менее, при этом доля частиц размером более 30 мкм, которые ухудшают вкусовые достоинства шоколадных изделий, очень велико и составляет 32 %.
Неоднородность продукта помола, полученного при низком значении тока управления, вызвана ослаблением суммарных нагрузок со стороны размольных элементов в результате нарушения их четкой переориентации в структурных группах. В этом случае сказывается влияние центробежной силы, под действием которой часть размольных шаров может оказаться неохваченной при образовании структурных построений. Под действием центробежной силы феррошары изменяет траекторию своего движения и, оттесняясь к внутренней поверхности наружного цилиндра, вовлекаются в совместное круговое движение, что снижает интенсивное целенаправленное силовое воздействие на частицы измельчаемого продукта.
При силе тока управление Iу = 0,8 А значительная доля частиц (60 %) находится в оптимальном для полуфабрикатов шоколадного производства диапазоне дисперсности (от 10 мкм до 30 мкм), что свидетельствует о высокой степени монодисперсности частиц измельченной сахарной пудры. В этом случае имеет место преобладание сил магнитного характера, которые способствуют четкой переориентации феррошаров в структурных группах и созданию слоя скольжения в средней части рабочего объема ЭММА. В результате частицы сахарной пудры испытывают непрерывные нагрузки удара и истирания со стороны размольных элементов в слое скольжения, что и вызывает повышение однородности гранулометрического состава продукта помола.

Рисунок 3.5 - Зависимость «прохода» измельченной сахарной пудры от частоты вращения внутреннего цилиндра ЭММА при силе тока в обмотке управления Iy:
1 – Iy = 0,2 A; 2 – Iy = 0,4 A; 3 – Iy = 0,6 A;4 – Iy = 0,8 A;
Одним из факторов, влияющих на величину механического взаимодействия феррошаров вЭММА, является скорость их переориентации в структурных группах, зависящая от частоты вращения подвижной цилиндрической поверхности, образующей рабочий объем ЭММА. С целью установления влияния скоростного режима работы ЭММА на дисперсность обрабатываемого сахарного песка были проведены серии экспериментов при частоте вращения внутреннего цилиндра устройства n = 14 c-1 – 26 c-1.
Результаты исследований приведены на рисунке 3.5.
Анализ полученных данных показал, что характер зависимостей
Dб30 = f(n) определяется электромагнитным режимом работы ЭММА, влияющим на образование структурных групп из феррошаров в рабочем объеме устройства. Возрастающий ход зависимостей характерен для высоких электромагнитных режимов работы ЭММА, определяемых током в обмотке управления Iy > 0,2 А и обусловлен усилением суммарных ударно-истирающих нагрузок по обрабатываемому продукту со стороны размольных элементов в результате их четкой переориентации в слое скольжения. При этом установлено, что с увеличением тока управления, исследуемые кривые смещаются в область более измельченного материала. Ток, при диспергировании продукта в электромагнитном режиме работы Iy =0,8 А зависимость Dб30 = f(n) имеет наивысшее расположение и при n = 26 c-1 доля частиц сахарной пудры размером более 30 мкм, которая ухудшает органолептические показатели шоколада, составляет примерно 5%, что соответствует требованиям, предъявляемым к качеству готового продукта.
В области тонкоизмельченного материала процесс измельчения происходит менее интенсивно, что согласуется с энергетической теорией тонкого помола. В этом случае сказывается упрочнение частиц, вызванное уменьшением их размера и требующее значительного увеличения энергетических затрат для раскрытия новых поверхностей по дефектам более низкого порядка.
Как видно из графика, при диспергировании продукта в низком электромагнитном режиме работы ЭММА, определяемом током управления Iy = 0,2 А, характер зависимости Dб30 = f(n) меняется и она имеет экстремальный характер. Так, при увеличении частоты вращения от 14 до 23,5 с-1 "проход" по контролирующей фракции возрастает и достигнув максимума Dб30 = 68 % при n = 23,5 с-1, резко снижается. Экстремальный ход зависимости обусловлен в данном случае изменением траектории движения размольных феррошаров. Возрастающая ветвь зависимости может быть объяснена увеличением числа и силы соударений размольных элементов на частицы сахарной пудры в результате ускорения процесса их переориентации в структурных группах. Падающая часть характеристики обусловлена нарушением равновесного состояния приложенных к ферротелам сил магнитного и механического характера.
При увеличении скоростного режима работы ЭММА выше максимального, в данном случае при n = 23,5 с-1, центробежные силы преобладают над силами сцепления феррошаров в основаниях структуры групп с поверхностью внутреннего цилиндра, что вызывает переориентацию размольных тел к периферийной части рабочего объема устройства и вовлечению их в совместное круговое движение. Групповое вращение слоев шариков у поверхности наружного цилиндра снижает силовое воздействие на продукт и вероятность соударений размольных элементов с частицами измельчаемого материала. В результате эффект измельчения падает, что приводит к нерациональному использованию привнесенной в рабочий объем анергии.
Сравнительный анализ гранулометрического состава продуктов помола, обрабатываемых в скоростных режимах работы ЭММА n = 23,5 с-1 и n = 21 с-1 (рисунок 3.8), подтвердил вышеизложенные доводы о влиянии траектории движения размольных элементов на однородность диспергированной сахарной пудры.

| Рисунок 3.6 - Диаграммы фракционного состава сахарной пудры,
полученной на ЭММА при частоте вращения внутреннего цилиндра
n, c-1: 1 – n = 23,5 c-1; 2 – n = 21 c-1
|
При диспергировании продукта в экстремальном скоростном режиме количество ударных импульсов на частицы сахарной пудры уменьшается в результате оттеснения части феррошаров к периферийной области рабочего объема устройства. При этом сила ударных нагрузок со стороны размольных элементов, охваченных в структурные группы, возрастает. В результате компенсации числа ударов их силой доля частиц сахарной пудры размером менее 30 мкм в экстремальном режиме незначительно увеличивается (примерно на 2 %), а однородность продукта за счет снижения интенсивности обработки снижается.
Таким образом, из экспериментальных исследований и дисперсионного анализа установлено. Что измельчение в экстремальном скоростном режиме приводит к получению более полидисперсного продукта с размерами частиц в достаточно широком диапазоне (от 150 до 10 мкм и менее). В то время, как в сахарной пудре, полученной при частоте вращения внутреннего цилиндра n = 21 c-1 практически отсутствует частицы размером более 130 мкм, а доля мелкодисперсных фракций (менее 10 мкм), ухудшающая экономические показатели приготовления шоколада, уменьшается с 22 до 18 %, то есть примерно в 1,2 раза, что свидетельствует о повышении степени его монодисперсности.
Таким образом, на основании проведенных экспериментов по диспергированию сахарного песка наЭММАустановлена возможность управления дисперсностью обрабатываемого продукта путем регулирования частоты вращения внутреннего цилиндра устройства. При этом установлено, что увеличение скоростного режима работы ЭММА эффективно до определенного экстремального значения, обусловленного электромагнитным режимом работы устройства, при котором соотношение сил магнитного и механического характера, приложенных к размольным феррошарам, обеспечивает четкую переориентацию этих элементов в структурных группах. Обеспечение заданной траектории движения размольных элементов и создание слоя скольжения в средней части рабочего объема способствует повышению как однородности, так и дисперсности обрабатываемого продукта.
Измельчение сахарного песка до сахарной пудры наЭММА при напряженных электромагнитных и высоких скоростных режимах работы позволили получить продукт высокого качества, отвечающего требованиям, предъявляемым к полуфабрикатам шоколадного производства. Минимальное содержание частиц крупных классов, размером более 30 мкм составляет примерно 5 % (по норме не более 10 % в соответствии с ГОСТом – 6534-69 и ГОСТом 18-214-75.
Анализ работ по диспергированию продуктов в смеси с мелющими телами [45, 88] показал, что масса шаров оказывает существенное влияние на степень помола и интенсивность процесса измельчения. С целью установления влияния массы размольных элементов, на дисперсность обрабатываемой в ЭММА сахарной пудры были проведены серии опытов с использованием ферромагнитных шаров диаметром d = 2 мм с суммарным весом заполнения 4; 6,2; 8,3; 10,4; 12,4 г, что соответствовало коэффициентам объемного заполнения рабочего объема равным: ОД; 0,15; 0,2; 0,25; 0,3.
Из полученных данных, представленных на рис.3.9 видно, что с увеличением коэффициента объемного заполнения в исследуемом диапазоне "проход" продукта по контролирующим фракциям размером менее 30 мкм увеличивается примерно в 1,5 реза.

Рисунок 3.7 - Зависимость «прохода» измельченной сахарной пудры от коэффициента объемного заполнения рабочего объема ЭММА размольными шарами Kf = 0,3 достигает 93 %, что соответствует регламентированной дисперсности рецептурных компонентов для приготовления шоколадных изделий.
Эффект роста степени измельчения сахарной пудры обусловлен увеличением интенсивности силовых воздействий со стороны размольных элементов. С ростом числа феррошаров повышается количество образованных под действием постоянного электромагнитного поля структурныхгрупп, которые при вращении внутреннего цилиндра способствуют образованию слоя скольжения с большим числом силовых контактов между обрабатываемым продуктом и размольными элементами. При этом, наиболее интенсивное увеличение дисперсности сахарной пудры происходит при повышении коэффициента объемного заполнения в диапазоне от 0,25 до 0,3. Это вызвано тем, что за счет роста структурных групп, связывающих цилиндрические поверхности ЭММА, примерно, прямопропорционально увеличивается магнитная проницаемость рабочего объеме µр, а вместе с ней при
Iywy = const возрастает электромагнитная индукция в рабочем объеме, величина которой определяет интенсивность усилий сжатия, сил трения и удара (при движении внутренней части устройства) рабочих элементов на частицы обрабатываемого продукта.
Продолжительность процесса диспергирования сахарного песка на ЭММА, при которой достигается оптимальный для продуктов шоколадного производства гранулометрический состав, можно определить из кинетической кривой, представленной в виде «остатка» неизмельченного материала по содержанию контролирующей фракции размером более 30 мкм на рис. 3.8 и функций распределения частиц сахарной пудры по размерам, полученных в результате дисперсионного анализа (рис.3.9).
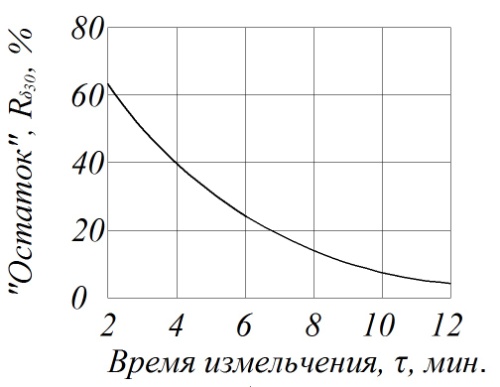
Рисунок 3.8 - Кинетика измельчения сахарного песка до сахарной пудры наЭММА
Из приведенных денных следует, что процесс диспергирования заканчивается на требуемом уровне (при содержании контролирующих фракций Rδ30 = 7%) за 10 минут обработки. При этом установлено, что с увеличением времени обработки коммулятивные кривые сметаются в область более измельченного материала и максимум кривых соответствует меньшим размерам частиц. Массовая доля частиц сахарной пудры, имеющая оптимальный для полуфабрикатов шоколадного производстве диапазон дисперсности (10 мкм - 30 мкм), увеличивается от 55 % за 4 минуты обработки в ЭММА до 61 % - за 10 минут, достигая при этом максимального значения. Увеличение продолжительности процесса диспергирования до 12 минут приводит к росту нежелательных мелких фракций размером менее 10 мкм до 45 %, что ухудшает условия дальнейших технологических операций приготовления шоколадных изделий и приводит к значительному повышению их себестоимости.
Таким образом, на основании экспериментальных данных установлено, что продолжительность процесса диспергирования сахарного песка до сахарной пудры наЭММА в режиме его работы Iy = 0,8 A и n = 23,3 с-1 составляет 10 минут и продукт в данном случае имеет оптимальные гранулометрические характеристики:
Dδ30 = 93%, Dδ30 = 93% - Dδ10 = 61%, δmax = 63 мкм.

Рисунок 3.9 - Функция распределения частиц сахарной пудры, полученной наЭММА за время обработки τ, мин: 1 – 4 мин; 2 – 6 мин; 3 – 10 мин; 4 – 12 мин
Необходимо отметить, что в продуктах помола полученных наЭММАмассовая доля частиц, находящаяся в оптимальном диапазоне дисперсностей, примерно в 1,5 раза больше, чем в сахарной пудре, обработанной на традиционных видах измельчающего оборудования (микромельница ЕНД, дезинтегратор «Рекорд» и т.д.). Это свидетельствует о целесообразности использования электромагнитного способа формирования измельчающего усилия, реализованного в конструктивной форме ЭММА для диспергирования твердой фазы шоколадных полуфабрикатов.
В работе [28] отмечено, что экономические показатели приготовления шоколадных масс определяются не только размерами частиц, но также и их формой, состоянием поверхности и концентрацией.
Наличие шероховатых частиц неправильной геометрической формы с выступами и гранями способствует росту удельной поверхности дисперсной фазы шоколадных масс, увеличению количества какао-масла на ее обволакивание и уменьшению величины жировой оболочки между частицами. Взаимодействие частиц в шоколадных массах, которые относятся к структурированным дисперсным системам, осуществляется за счет молекулярных (ван-дер-ваальсовых) сил сцепления через прослойки дисперсной среды. С уменьшением толщины прослойки увеличивается интенсивность контактов взаимодействия между частицами, что вызывает повышение прочности и снижение текучести системы. Обеспечении определенной текучести шоколадных масс, необходимой для осуществления дальнейших технологических операций, требует в данном случае дополнительного расхода какао-масла и приводит к увеличению себестоимости готовых изделий.
В шоколадных массах с размерами частиц твердой фазы менее 10 мкм имеет место большая концентрация частиц, что вызывает как увеличение удельной поверхности дисперсной фазы, так и рост общих пульсаций между частицами. В результате имеет место повышение сопротивления слоев дисперсионной среды при сдвиговом течении.
Исследования микроструктуры, обработанной наЭММА сахарной пудры, проведенные на микроскопе МБИ-16, показали, что частицы продукта помола имеют ровную округлую форму. Использование сахарной пудры с такой формой и поверхностью в производстве шоколадных масс способствует экономии какао-масла.
Полученные данные также свидетельствуют о том, что доминирующим способом в процессе измельчения продуктов наЭММА является истирание. Этот вывод полностью согласуется с результатами исследований механизма формирования измельчающего усилия с использованием постоянного электромагнитного поля и подтверждает правомерность нового способа [84, 85].
Полученные результаты имеют практическое значение для производства шоколадных полуфабрикатов, так как качество готового шоколада и экономичность его приготовления определяются размерами частиц твердой фазы рецептурных компонентов, в том числе и размерами частиц сахарной пудры, которая составляет значительную долю (60 - 70 %) от твердой фазы шоколадных месс.
Поэтому степень измельчения шоколада тем выше, чем больше дисперсность сахарной пудры, то есть чем меньше неизмельченный "остаток" фракций размером более 30 мкм.






