Пути совершенствования универсального оборудования
Успешное решение задач автоматизации и комплексной механизации невозможно без дальнейшего улучшения конструкций универсальных кузнечно-прессовых машин. Это должно быть осуществлено по следующим основным направлениям;
Повышение производительности машин. Это один из главных путей, по которому должно развиваться кузнечно-прессовое оборудование, так как чем выше производительность машин, тем быстрее они окупаются. Это особенно важно для машин, оснащенных сложным комплексом средств автоматизации и подверженных быстрому «моральному износу». Однако увеличение производительности лишь за счет увеличения числа ходов при автоматической работе машины на единичных ходах экономически неоправданно: во-первых, по мере увеличения быстроходности пресса предельное число включений возрастает очень незначительно (см, рис, 15); во-вторых увеличение быстроходности ведет к значительному увеличению мощности привода машины и к большим потерям энергии при включениях. Наиболее экономически оправданным является такое повышение числа ходов пресса, при котором обеспечивается надежная работа средств автоматизации и пресса в совмещенном иди комбинированном циклах.
Повышение точности изделий. Это технологическое требование, которое приводит либо к повышению жесткости машины (кривошипные прессы), либо кпри мене и ню машин с нежестким ходом. У машин с жестким ходом (кривошипные машины).точность изготовляемых деталей достигается за счет штампов ни в распор, Чем большие требования предъявляются к точности получаемой детали, тем выше должна быть жесткость машины. С повышением жесткости увеличивается стойкость инструмента, т. е. сокращается время на его переналадку. Благодаря повышению точности деталей, изготовляемых ковкой и штамповкой, удается значительно облегчить последующую обработку, сборку и т. д. Однако, увеличивая точность деталей за счет повышения жесткости, мы в какой-то мере затрудняем решение проблемы автоматизации:. Ибо л некоторой степени жесткость машины н автоматизация исключают взаимно друг друга; автоматизация требует увеличения свободного штампового пространства, расширения окон и др., а это ведет, как известно, к снижению жесткости.
Научно-технический прогресс ускоряет моральный износ оборудования, находящегося в эксплуатации, и сокращает сроки его эффективного использования. Это особенно относится к оборудованию, которым комплектуются автоматические линии. Поэтому решающее значение при создании машин и средств автоматизации. Имеет правильный учет всех возможных условий их эксплуатации при условии обеспечения экономически оправданных сроков службы отдельных деталей и узлов и конструкций в целом,
В конструкциях узлов должно быть предусмотрено саморегулирование и компенсация износа; правильно решаться вопросы смазки и ее подвода к трущимся частям и др, Комплектующие приборы и узлы (конечные выключатели, реле, кнопки, указатели усилий и другие) необходимо выбирать с учетом особенности работы их в кузнечных и штамповочных цехах. Не все из указанных задач удается решить полностью.
Требования к технологическому процессу, к технологичности заготовок, к конструкции штампов и оборудованию при создании автоматизированных производств.
3.1 Автоматизировать надо не всякую технологию, а ту, которая отвечает следующим требованиям:
1. Устойчивость. Устойчивый тех. процесс – такой процесс, при котором гарантируется получение качественных деталей по чертежу (без брака) при условии, что допускаемые отклонения свойств материала (σТ, σВ, пластичность), формы и размеры заготовки (D±ΔD, t±Δt), режимы работы технологического агрегата и т.п. находятся в пределах допусков, оговоренных в ГОСТ, РТМ или ТУ. (РТМ – рекомендованные технические материалы)
2. Интенсивность. Интенсивный тех. процесс – процесс, при котором максимально используются возможности обрабатываемого материла (пластичность), возможности оборудования, инструмента и др. С целью обеспечения минимального количества переходов и операций для получения детали. Достигается с помощью: увеличения возможной степени деформации, объединение некоторых операций в одном агрегате (нагрев и деформацию).
 Пример: обычная вытяжка. kв=1,4-1,7; kв=D/d
Пример: обычная вытяжка. kв=1,4-1,7; kв=D/d
Интенсивная вытяжка (с нагревом фланца, с подпором фланца). kв=1,6-2,2
3. Поточность производства – т.е. расположение тех. операций в одном направлении, исключающем обратное движение заготовки.
Пример: ГОШ (1-осадка, 2-предварительная штамповка, 3-окончательная).
4. Концентрация операций в одном технологическом агрегате
Пример: многопозиционные штампы, прессы для изготовления колец подшипников
5. Групповая технология – это группировка
деталей по общим технологическим признакам (температура, форма, размеры и т.д.).
3.2) заготовки должны отвечать требованию технологичности по загрузке
А) бункеруемые (не повреждающиеся при механическом или другом воздействии, не сцепляющиеся друг с другом, имеющие геометрические параметры для легкой ориентации)
Б) небункеруемые (нежесткие, крупногабаритные, недостаточно прочные, взаимосопрягающиеся, …)
2) технологичность по типизации и унификации
Применение групповых тех. Процессов позволяет использовать быстропереналаживающие загрузочные устройства.
3) технологичность по стабильности и уровню продукции
- ужесточение технологических допусков на отклонения размеров и форы
- требования к качеству поверхности
4) при проектировании автоматизированных процессов заготовки, полуфабрикаты должны иметь для лучшего ориентирования:
- max плоскостей и осей симметрии
- ярко выраженные «ключи ориентирования» (канавки, выступы, фаски и т.д.)
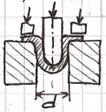
 Рис. 11. Направление перемещения изделия в штампе, показанном на рис. 10
Рис. 11. Направление перемещения изделия в штампе, показанном на рис. 10
|
3.3 Требования, предъявляемые автоматизацией к технологическому процессу, обусловливают конструкцию инструмента для автоматизированных технологических процессов, которая должна быть увязана с механизирующими устройствами и не должна затруднять их применение. Устойчивость процесса, концентрация операций, технологичность изделий — все это также неразрывно связано с конструированием штамповой оснастки. Следует помнить, что простота и надежность средств автоматизации в первую очередь зависит от соответствия штампов условиям работы со средствами автоматизации.
На рис. 10 был показан закрытый штамп с противодавлением, установленный в кузнечном цехе МЗМА, для штамповки шестерни. Выше отмечалось, что данный процесс значительно облегчает проблему автоматизации, так как удовлетворяет основным требованиям, предъявляемым автоматизацией к технологическим процессам. Однако автоматизировать штамп, показанный на рис. 10, практически невозможно. В штампе три перехода: фигурная осадка, штамповка и просечка дна. Расположение ручьев и их уровень выбраны произвольно. Более того, для закладки изделия в последний ручей необходимо проделать сложный маневр по обходу стоек прижима, т. е. для автоматизации указанного штампа (см. рис. 10) необходимо создать устройство, которое бы осуществляло сложные манипуляции с заготовкой (рис. 11). Даже если оно и будет создано, то из-за различных уровней расположения ручьев (плоскости Аг, Л2, А3, Л4) и шага подачи (аг ф аг ф а3) оно получится настолько сложным, что трудно будет добиться надежной его работы. Этот пример показывает, что конструкция инструмента может затруднить проблему автоматизации процесса.
При автоматизации технологических процессов ковки и штамповки работа средств автоматизации и пресса частично совмещается. Чтобы избежать попадания частей средств автоматизации под штамп, в них должны быть предусмотрены специальные блокировочные устройства, обеспечивающие аварийный принудительный отвод захватного органа из опасной зоны. В последнее время начали применяться специальные устройства, встраиваемые в штамп и контролирующие наличие и положение изделия в нем. Эти устройства будут рассмотрены ниже.






