Твердотельное моделирование применяется для создания геометрических моделей тех. оснастки и оборудования. Может использоваться интеракт. геом. редакторы среднего уровня.
Каркасное моделирование применяется для создания геом.моделей деталей как правило крупногабаритных и сложных по форме из листовых заготовок, а так же инст-та для проектирования.
Системы твердотельного моделирования: SW, SolisEdge, Inventor, Cimatron, T-Flex, КОМПАС 3Д.
SolidWorks изначально создавалась как система твердотельного параметрического моделирования. Программа содержит всю необходимую номенклатуру инструментов, причем некоторые возможности крайне эффективны для разработки объектов, ориентированных на последующее использование программ расчета. Это проектирование изделий из листового материала, сварные детали. Они позволяют получить модели, весьма близкие к требованиям данных инструментов.
Для построения геометрической модели могут использоваться логические операторы. Такой процесс называют булевым моделированием. Монолитная модель образуется в результате логического умножения дополнения цилиндра С и суммы прямоугольного тела А с треугольной призмой В. Это можно записать так: С(А+ B)
Самым распространенным методом структурирования объемных моделей в графической базе данных является использование булевых операций.
Булевы операции будут работать для всех объектов но в действительности, лучше их использовать с твердыми замкнутыми объектами, с хорошо обозначенными внешними и внутренними областями. В случае открытых объектов, внутренность и определенные математическим способом границы граней объекта, удалятся в бесконечность. Таким образом, результат может быть неожиданным для этого объекта. Булевы операции, никогда не затрагивают оригинальные операнды (объекты действия), в результате всегда будет новый объект.
5. Основные этапы расчета параметров деформирования заготовки при
штамповке при использовании конечно-элементных пакетов.
Конечно – элементное моделирование в Superform.
Характеристики процесса:
- процесс штамповки объединяет различные элементные способы формования (вытяжка, глубокая вытяжка, гибка, отбортовка)
- высоконелинейное поведение материала – лист материала подвергается существенной пластической деформации
- контакт между поверхностью штампа и листом
- трение между штампом, прижимом и листовой заготовкой
Исходные параметры расчета:
- геометрия заготовки и инструмента
- характеристики металла: плотность, модуль Юнга, коэф.Пуансона, параметры КДУ, к-т кулоновского трения.
Главное окно:
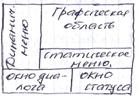 Графическая область – отображается и вводится графическая информация. Динамическое меню – основное меню для ввода всех данных модели. Статическое меню – создание некоторых часто используемых команд. Окно диалогов – для ввода данных с клавиатуры. Окно статуса – текущее состояние системы и процесс выполнения программы.
Графическая область – отображается и вводится графическая информация. Динамическое меню – основное меню для ввода всех данных модели. Статическое меню – создание некоторых часто используемых команд. Окно диалогов – для ввода данных с клавиатуры. Окно статуса – текущее состояние системы и процесс выполнения программы.
Существует 2 основных типа конечных элементов:
- разбивка на треугольные области
- разбивка на прямоугольные области
Существуют более точные типы: используют точки на гранях или ребрах конечно-элементной разбивки. Тип КЭР определяет точность аппроксимации параметров напряженно-деформированного состояния внутри конечного элемента. При этом напряжения и деформации задаются в ячейках КЭ предметов, а кинематические характеристики (перемещ, скорость, ускор) задаются в узлах КЭ разбивки.
6. Типы файлов, используемых при геометрическом моделировании.
Взаимодействие CAD и САЕ программных комплексов.
Для геометрического каркасного моделирования используются интерактивные графические редакторы высокого уровня типа CATiA, Unigraphics. Плоскость ХУ строится в SW. При экстпорте использовать бинарный файл.
Опции суперфорджа:
- теплофиз-е хар-ки
- пластич. хар. – коэф. термического расширения.
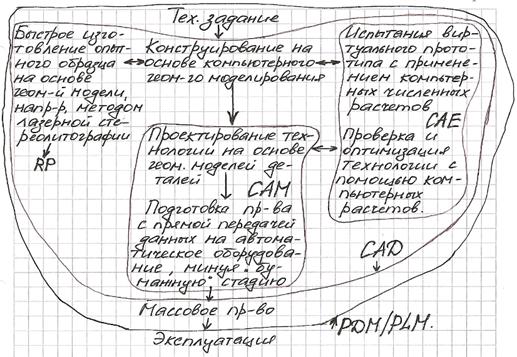
CAD (Computer Aided Design) – системы автоматизированного проектирования САПР – общий термин для обозначения всех аспектов проектирования с использованием средств выч.техники. Обычно охватывает создание геом.моделей изделия (твердотельных, трехмерных, составных), а так же генерацию чертежей изделия и их сопровождение.
САЕ (Computer Aided Engineering) – системы автоматизированного инженерного анализа – общий термин для обозначения информационного обеспечения автоматизированного
анализа проекта, имеющего целью обнаружение ошибок (прочностные расчеты, коллизии кинематики)
Вопросы по дисциплине
«Автоматизация", робототехника и ГПС кузнечно-штамповочного производства»
1. Задачи, решаемые при автоматизации технологических процессов обработки металлов давлением.
2. Основные направления и тенденции развития автоматизации КШП на современном этапе.
3. Требования к технологическому процессу, к технологичности заготовок, к конструкции штампов и оборудованию при создании автоматизированных производств.
4. Применение цикловых диаграмм и блок схем при разработке схем автоматизации процессов ОМД.
5. Классификация захватных устройств. Принципы выбора и расчета захватных устройств. Пример метода расчета.
6. Подающие устройства. Классификация, принципы выбора и расчета.
7. Автоматическое ориентирование заготовок. Типы ориентирования и принципы расчета.
8. Преобразующие механизмы. Классификация, принципы выбора и расчета.
9. Составные преобразующие механизмы. Принципы выбора и расчета. Примеры.
10. Автоматизация листовой штамповки. Классификация, назначение, принципы работы. Особенности выбора САМ в зависимости от исходной заготовки.
11. Автоматизация процессов холодной объемной штамповки.
12. Механизация и автоматизация свободной ковки на молотах и прессах.
13. Автоматизация процессов горячей объемной штамповки.
14.Промышленные роботы в КШП. Устройство, принципы выбора и расчета. Схемы роботизированных линий и комплексов.
15. Классификация автоматических линий (АЛ). Производительность и надежность АЛ.
16. Кузнечно-прессовые обрабатывающие центры.
17. Кузнечно-штамповочные автоматы. Классификация
18. Гибкие производственные системы КШП.
1. Задачи, решаемые при автоматизации технологических процессов обработки металлов давлением.
Автоматизация по праву считается одним из важнейших направлений технического прогресса. Без автоматизации невозможны высокие темпы дальнейшего роста производительности труда. Прогресс в машиностроении и объективный ход развития производства показывают, что автоматизация производственных процессов в период коммунистического строительства является важной технической, экономической и социальной проблемой.
Различают три стадии автоматизации. На первой стадии автоматизируются все операции (включая и операции управления), необходимые для обеспечения заданной программы работы машины. Однако наблюдение и контроль за работой машины осуществляются оператором, так как для управления машинами на этой стадии автоматизации используются незамкнутые управляющие системы, не обладающие способностью реагировать наотклонения от нормальных условий работы и не могущие ликвидировать последние.
На второй стадии автоматизации используются такие системы управления, которые обеспечивают не только выполнение заданной программы, но и автоматически, без вмешательства оператора, регулируют и поддерживают нормальные условия работы машины. Это становится возможным при применении для управления машин замкнутых систем, т. е. систем с так называемыми обратными связями. Применение устройств обратной связи значительно упрощает работу оператора, оставляя за ним лишь функции первоначальной наладки машины, т. е. задание программы.
На третьей стадии автоматизации ввиду резкого возрастания количества поступаемой информации от различных устройств управления становится неизбежным выполнение системой управления ряда логических операций для определения оптимальных условий работы машины. Системы управления на третьей стадии автоматизации оборудуются, помимо устройств обратной связи, еще и логическими устройствами и устройствами памяти, т. е. счетно-решающими, которые обеспечивают выполнение оптимальной программы, учитывающей реальные внешние и внутренние условия работы машины.
Механизацией называются такие мероприятия, которые направлены на частичные или полный перевод производственных и вспомогательных операций на обслуживание специальными механизированными устройствами, управляемыми операторами. Механизация предполагает перевод машины на такой режим работы, когда труд оператора значительно облегчен, но связан с ритмом работы машины. Для современного этапа развития кузнечно-штамповочного производства характерна комплексная механизация, заключающаяся в механизации к частичной автоматизации ряда технологических операций, осуществляемых на машинах, работающих в единой линии по изготовлению данной детали.
Автоматизация производства представляет собой этап машинного производства, который характеризуется освобождением человека от непосредственного выполнения функций управления производственными процессами и передачей этих функций специальным устройствам. При автоматизации технологического процесса рабочий не связан с ритмом работы машины, и роль его сводится к наблюдению за работой машины, ее контрольных устройств или только к первоначальной наладке автоматизированного агрегата. Автоматизация обусловливает дальнейшее расширение механизации, использует специальные технические средства для самоконтроля работы отдельных узлов (обратная связь, счетнорешающие устройства и др.), заменяет человека в некоторых видах его интеллектуальной деятельности, делает непрерывным и более стабильным производственный цикл, оказывает воздействие на методы производства и даже на сам продукт производства






