В слесарных работах встречаются различные соединения металла, фирбы, картона, кожи, пластических масс, выполненные путем склепывания пустотелыми заклепками (пистонами) (рис.7).

Выполняются заклепочные соединения двумя способами:
1) развальцовыванием замыкающей головки на сверлильном станке;
2) формированием замыкающей головки ударными действиями с помощью
специальной обжимки.
Способ развальцовки головки заклепки на сверлильном станке более производителен и находит широкое применение для медных, латунных и алюминиевых заклепок.
Заклепочное соединение с развальцовкой головки заклепки выполняется в следующей последовательности:
1. Размечают и накернивают центр отверстий под заклепки.
2. Сверлят все отверстия, входящие в соединение, или пробивают их на
прессах дыропробивными приспособлениями.
3. Производят сборку соединения, проверяя правильное расположение
деталей и всех отверстий, а затем закрепляя их винтами.
4. Закладывают заклепку снизу и размещают ее на поддержке.
5. Устанавливают в патрон сверлильного станка развальцовку, а деталь на
столе станка таким образом, чтобы ось развальцовки точно совпадала с
центром отверстия заклепки.
6. Включают электродвигатель и развальцовывают замыкающую головку
пустотелой заклепки.
В процессе развальцовывания головки заклепки шпиндель станка надо опускать плавно без большого нажима на рычаг, контролируя формирование головки до тех пор, пока не образуется выпуклое кольцо правильной формы. Развальцовку периодически смазывают вазелином.

Второй способ соединения деталей пустотелыми заклепками, с применением специальных обжимок, выполняется в два приема:
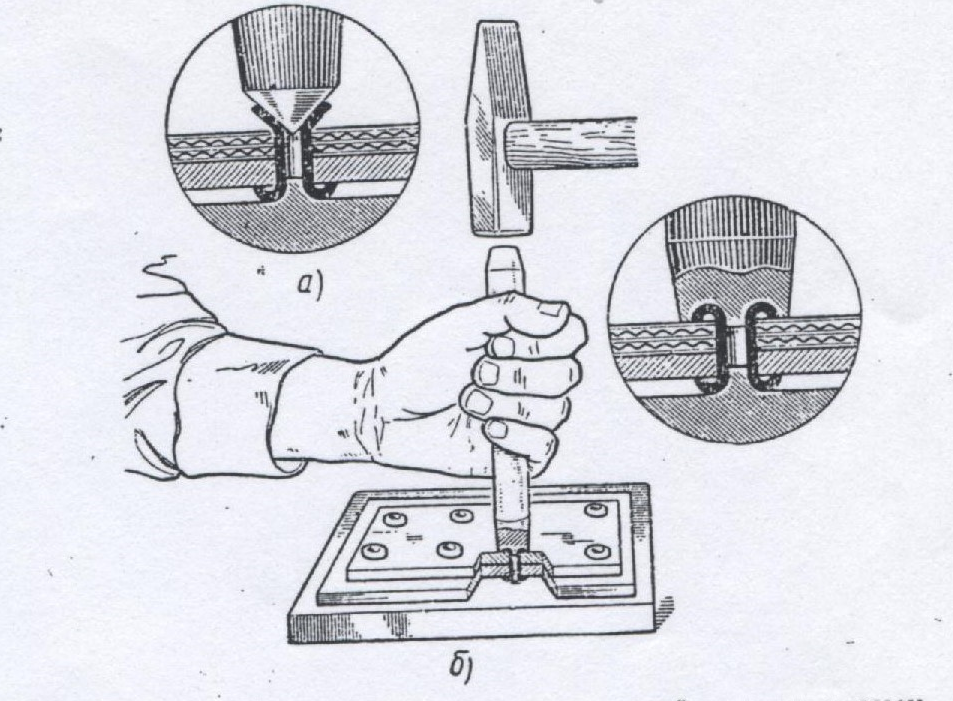
Первый прием – заложенную в отверстие заклепку размещают на поддержке и предварительно раздают конец заклепки ударами молотка по кернеру;

Второй прием – устанавливают обжимку на осаженный конец заклепки и ударами молотка по обжимке формируют замыкающую головку пустотелой заклепки.

При соединении нескольких листов пустотелыми заклепками для того, чтобы не повредить поверхность детали головкой заклепки, под них подкладывают металлические шайбы.

Тема 11. Шабрение
Шабрение является окончательной операцией по снятию тонкого слоя металла с обрабатываемых поверхностей специальными режущими инстру-ментами — шаберами. 
Процесс шабрения предусматривает подгонку обрабатываемых поверхностей по контрольным плитам, линейкам или сопрягаемым плоскостям
В зависимости от точности шабрения шаберы должны иметь ширину:
1. Для грубого, предварительного шабрения 20-30 мм;
2. Для чистового шабрения 10— 15 мм;
3. Для точного шабрения 5 -10 мм.
Подготовка к шабрению состоит в следующем:
• Насухо протирают поверочную плиту и наносят на её поверхность краску;
• Зажимают деталь в тисках так, чтобы плоскость подлежащая шабрению, была вверху.
Существуют два способа нанесения краски на поверочные плиты:
1. Тампоном с краской натирают всю поверхность плиты для шабрения по краске;
2. Наносят тампоном краску на небольшую площадь угла поверочной плиты и круговыми движениями кубика по окрашенной площади поверочной плиты переносят краску на площадь кубика, затем накладывают кубик окрашенной плоскостью на поверочную плиту и круговыми движениями наносят краску на всю площадь поверочной плиты.
Шабрение плоскости выполняется в такой последовательности:
1. Беру в руки шабер для грубого шабрения шириной 20 - 30 мм;
2. Устанавливают шабер на рабочее положение, под углом 30 - 40гр.;
3. Движениями шабера вперёд и назад соскабливают окрашенные места
Попеременное шабрение в разных направлениях чередуют с поверкой на контрольной плите на краску до тех пор, пока вся обрабатываемая поверхность будет равномерно закрашиваться пятнами краски.

Предварительное шабрение заканчивается при появлении 4-6 пятен на площади 25x25 мм при равномерном их распределении по всей плоскости. После каждого перенесения краски на деталь рекомендуется изменять направление движения шабером, чтобы получаемые штрихи пересекались между собой.
Шабрение заканчивают при появлении 12-16 пятен на площади 25x25 мм, при равномерном их распределении по всей плоскости. Штрихи от шабрения должны располагаться в шахматном порядке.
Шабрение части поверхности, расположенной по краям, выполняется шаберами с прямолинейно режущими кромками.
Шабрение плоских поверхностей следует выполнять только правильно заточенным шабером.
Заточку плоского шабера производят на заточном станке мелкозернистыми кругами с двух установок. 



Тема 12. Притирка
Притирка является точной слесарной операцией по обработке поверхностей абразивными порошками или пастами для получения наиболее плотного взаимного их прилегания.
Притирку осуществляют специальными инструментами - притирками, на поверхность которых наносятся шлифующие материалы или притирочные пасты.
Притиры, используемые в работе, должны отвечать следующим требованиям:
1) Поверхность притира должна точно соответствовать профилю притираемой поверхности изделия;
2) Материал притира должен быть пористее обрабатываемого изделия.
Обычно для изготовления притиров применяют мягкий мелкозернистый
чугун. Притирка широких поверхностей обычно выполняется на двух притирочных плитах.
Для предварительной притирки применяют плиты с канавками глубиной и шириной до 1 мм, расположенными друг от друга на расстоянии 10-15 мм, а для окончательной притирки - плиты с гладкой поверхностью.
В качестве притирочных материалов используют твёрдые абразивные материалы в виде порошков (наждак, корунд, карборунд, крокус и др.)
Применяемые абразивы подразделяют на следующие группы: шлифзерно (величина зерна более 0,16 мм) - для шлифования и заточки; шлифпорошки (величина зерна от 0,04до 0,16 мм.); микропорошки (величина зерна менее 0,04 мм.).
Для различных абразивных порошков применяют разные смазки: для грубых исредних - керосин, а для мелких - машинное масло.
Кроме порошков, применяются также и пасты ГОИ. Они подразделяются по своему назначению на три вида:
Грубая (размеры зёрен 40-17 мк.), имеет тёмно-зелёный цвет - применяется для предварительной притирки, придавая поверхности матовый вид;
Средняя (размеры зёрен 16-8 мк.), имеет зелёный цвет - применяется для окончательной притирки, создавая чистую матовую поверхность;
Тонкая (размеры зёрен менее 8 мк.) применяется главным образом для доводки и приданию поверхности зеркального блеска, имеет светло-зелёный цвет.
Пасты ГОИ, по сравнению с другими шлифующими материалами, более эффективны и могут применятся как для притирки твёрдых, так и мягких металлов.
Поверхности, подлежащие притирке, должны быть предварительно чисто обработаны шлифованием или шабрением. Припуск на притирку берётся от 0,01 до 0,02 мм.
Последовательность выполнения притирки абразивными порошками:
1. Рабочие поверхности притиров для предварительной и окончательной притирки смачивают керосином или начисто протирают тряпкой.
2. Для предварительной притирки берут абразивный порошок №1 или 2, насыпают его в сосуд и хорошо перемешивают с керосином или жидким минеральным маслом до получения полужидкой массы.
3. Наносят на поверхность притира с канавками тонкий и равномерный слой приготовленной притирочной массы.
4. Шаржируют притир катанием стального закалённого валика по плоскости притира 3-5 раз вперёд и назад.
5. После окончания шаржирования мягкой тряпкой, смоченной в керосине, следует удалить избыток притирочной массы с поверхности притира.
6. Наносят на притир небольшой слой смазки (керосин).
7. Кладут деталь притираемой плоскостью на притир с канавками и с лёгким нажимом на деталь делают не более 8-10 круговых движений по всей плоскости притира. При притирке нужно правильно распределять прилагаемые усилия на детали, иначе это может привести к завалу поверхности и изменению формы притира. Вертикальное усилие должно быть перпендикулярным к поверхности притира, а горизонтальное усилие (рабочий ход) надо прилагать как можно больше к притиру.
8. После выполнения указанного количества движений удаляют с притира чистой тряпкой сработанную притирочную массу.
9. Чередуют шаржирование, нанесение смазки и процесс притирки до получения на всей притираемой плоскости матового оттенка без пропусков.
10. Шаржируют плоский притир (без канавок), применяя микропорошок М28-М40 для окончательной притирки; удаляют с притира избыток притирочной массы.
11. Накладывают притираемую плоскость на гладкий притир и перемещают деталь круговыми движениями по поверхности притира, периодически добавляя смазку-керосин.
12..Заканчивают окончательную притирку, когда вся обрабатываемая плоскость будет иметь чистую ровную матовую поверхность. Оставшуюся массу смывают керосином и тщательно вытирают чистой тряпкой.
Доводка поверхностей.
Доводка - это окончательная стадия притирки поверхностей по заданным размерам, с получением точной формы обрабатываемых поверхностей. При обработке поверхностей доводкой получают размеры с точностью до 0,1 мк. и чистоту поверхности до 14-го класса.
Доводку выполняют на поверхностях, предварительно обработанных шлифованием, оставляя припуск на доводку от 0,01 до 0,02мм. Эта операция является сложной и требует от работающего настойчивости и терпения.
Для предварительное и окончательной доводки применяют такие же абразивные порошки и пасты, как и при притирке. Чтобы получить зеркальную поверхность, применяют тонкую пасту ГОИ, крокус, а также окись хрома или алюминиевую пудру, разведённые в бензине. Кроме того, зеркальную поверхность можно получить на притире с остатками абразивного порошка от предыдущей доводки с применением смазки.
Доводка, как и притирка, состоит из аналогичных, последовательно выполняемых рабочих приёмов, повторяемых до полной обработки поверхностей изделия. При доводке необходимо:
1) Правильно распределять прилагаемое усилие на изделие, иначе могут получится поверхности неправильной формы;
2) Не делать большого нажима на изделие, выполняя движение с малой скоростью, что обеспечивает получение чистой и правильной обрабатываемой поверхности. При большом нажиме на изделие от сильного трения, под действием тепла может появиться коробление тонких деталей и изменение размеров;
3) При работе с абразивными порошками по притиру делают не более 12-15 движений, а при работе пастами не более 8-10 движений, после чего притирочный материал заменяют новым. В процессе доводки последовательно применяют грубые порошки, затем средние и, наконец, тонкие;
4) Периодически осуществлять контроль за качеством обрабатываемых поверхностей в зависимости от конфигурации изделия, проверяя:
прямолинейность поверхностей лекальной линейкой;
параллельность плоскостей микрометром или индикатором;
величину углов угольником, угломером, шаблонами и угловыми плитками;
заданный профиль изделия шаблоном;
линейные размеры штангенциркулем, микрометром и
плоскопараллельными плитками;
перпендикулярность рабочих поверхностей лекальным угольником;
чистоту зеркальной поверхности на глаз.
Тема 13. Шлифовка
Для зачистки поверхностей и швов, а также шлифования поверхностей в труднодоступных местах применяют электрические, пневматические машинки и абразивные головки с приводом от гибкого вала, у которых шлифование осуществляют периферийной частью круга.
Процесс шлифования поверхностей пневматическими машинками состоит из аналогичных приёмов, как и при шлифовании электрическими машинками.
Для выполнения работы электрическими шлифовальными машинками необходимо.
1. Изучить правила техники безопасности при работе с электрическими инструментами.
2. Подготовить машинку к работе.
3. Надёжно закрепить круг на валу машинки. При установки абразивного круга между кругом и шайбами необходимо поставить эластичные прокладки
4. Выполняют процесс шлифования.
5. Заканчивают шлифование при достижении требуемой чистоты поверхности.













