Качество продукции.
Культура труда рассматривается как умение и привычка рационально планировать, организовывать и контролировать свою работу в сфере конкретной трудовой деятельности рабочего труда и профессиональной этики, гуманными началами, любовью к своему делу, верностью профессиональному долгу и трудовым традициям рабочего класса.
Производительность труда – плодотворность, продуктивность производственной деятельности людей. Производительность труда измеряется количеством продукции, произведенной работником в сфере материального производства за единицу рабочего времени, которое затрачено на производство единицы продукции. Одним из важных условий повышения производительности труда является устранение причин, ведущих к потере рабочего времени. Для этого требуется организованность и самодисциплина.
Качество продукции – совокупность свойства продукции, удовлетворяющих определенным потребностям в соответствии с её назначением. Качество продукции определяется при одновременном рассмотрении и оценки технических, эксплуатационных, конструкторских, технологических параметров, норм надежности и долговечности, художественно–эстетических свойств и экономических показателей.
Надежность - свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки.
Долговечность - способность изделия сохранять свои свойства (производительность, безотказность, точность и т. п.) в заданных пределах длительное время. Показателем долговечности может быть ресурс времени или объём работы при установленной нагрузке.
Научная организация труда
Общее положение.
Для успешного выполнения производственных заданий недостаточно располагать современными оборудованием, механизмами, приспособлениями, инструментами и квалифицированными рабочими – нужно соответствующим образом организовать труд. Решению этих задач и способствует научная организация труда.
Научная организация труда включает в себя такие элементы, как оборудование учебных мастерских, организация рабочих мест (планировка, освещение) и трудового процесса (рабочая поза, рабочие движения и их элементы), разработка режима труда (темп, ритм), создание оптимальных санитарно-гигиенических (микроклимат, шум, вибрации, освещённость, личная гигиена) и эстетических (цвет окраски, одежда, музыка) условий труда, противопожарные мероприятия и обеспечение безопасности труда.
Окружающая рабочего изо дня в день производственная обстановка оказывает на него и его работу большое влияние. Она может вызвать подъём настроения, активность, желание лучше и больше работать или, наоборот, равнодушие, безразличие и даже уныние, пассивность и нежелание трудиться. Следовательно, нельзя недооценивать производственную обстановку, необходимо правильно использовать этот резерв улучшения качества работы и повышения производительности труда.
Оборудование слесарных мастерских.
В слесарных мастерских и на участках располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки (точильно-шлифованные); поверочные и разметочные плиты; винтовой пресс; ножовочный станок; рычажные ножницы; плиты для правки и др.
Слесарный верстак - является одним из основных видов оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняют слесарные работы.
Слесарные верстаки бывают одно– и многоместными. Одноместные имеют длину 1000…1200 мм, ширину 700…800 мм, высоту 800…900 мм, а многоместные – длину в зависимости от числа работающих, а ширину и высоту – те же, что и одноместные верстаки. Наиболее удобные, и более широко применяются одноместные верстаки.
| Поворотные с параллельными губками
|
| Неповоротные с параллельными губками
|
| С дополнительными губками для труб
|
Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клёпку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Слесарные тиски представляют собой зажимные приспособления для удерживания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, с параллельными губками и ручные тиски.
Стуловые тиски получили своё название от способа крепления их на основании в виде (деревянного) стула, в дальнейшем они были приспособлены для закрепления на верстаках. Стуловые тиски применяют редко и только для выполнения грубых тяжёлых работ, связанных с применением ударной нагрузки - при рубке, клёпке, гибке и пр.
Тиски с параллельными губками и ручным приводом выпускают трёх типов: поворотные, неповоротные и инструментальные (со свободным ходом передней губки).
Поворотные тиски с параллельными губками могут поворачиваться на угол не менее 60 градусов, Корпус тисков с параллельными губками изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) пластины с сетчатой насечкой. Поэтому для зажима обработанной чистой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинами - "нагубниками", изготовленными из мягкой стали, латуни, меди, алюминия, кожи и др.
Размеры слесарных тисков определяются шириной их губок, которая для поворотных тисков составляет 80 и 140мм с наибольшим раскрытием губок 95 и 180мм.
Неповоротные тиски с параллельными губками - имеют основание, с помощью которого они крепятся болтами к крышке верстака, и подвижную и неподвижную губку. Для увеличения срока службы рабочие части губок делают сменными в виде призматических пластинок с сетчатой насечкой из инструментальной стали У8 и прикрепляют к губкам винтами. Ширина губок неповоротных тисков - 80 и 140 мм с наибольшим раскрытием губок 95 и 180 мм.
Тиски с дополнительными губками для труб - кроме общего назначения могут быть использованы для закрепления труб благодаря дополнительному призматическому вырезу. Наибольшие диаметры зажимаемых труб составляют 60,70 и 140 мм.
При работе на тисках нужно соблюдать следующие правила:
-перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку, а губок к тискам;
- не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
При креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
по окончании работ очищать тески волосяной щёткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом; разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Ручные слесарные тиски применяются для закрепления деталей (заготовок) небольших размеров при опиливании либо сверлении, так как их неудобно или опасно держать руками. Ручные тиски различают трёх типов - шарнирные с коническим креплением и пружинные. Их изготовляют с шириной губок 36, 40. 50, и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм, а для мелких работ — с шириной губок 6, 10, и 16 мм и раскрытием губок 5,5 и 6,5 мм.
5. Общие требования к организации рабочего места слесаря
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в мастерской, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособлений (порядок на рабочем месте).
Расстояния от тары с заготовками и готовой продукцией и оборудования (верстака) до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук.
При планировке рабочих мест должны учитываться: зоны досягаемости рук в горизонтальной и вертикальной плоскостях; количество сочленений тела, участвующих в движениях. Наиболее удобная, оптимальная зона определяется полудугой радиусом, примерно, 300 мм для каждой руки. Максимальная зона досягаемости - 430мм без наклона корпуса и 650 мм — с наклоном корпуса, но не более чем на 30 градусов для человека среднего роста.
Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем:
1) всё необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет;
2) инструменты и материалы, которые во время работы требуется чаше, размещают ближе к себе, а применяемые реже - дальше; все используемые предметы располагают примерно на высоте пояса;
3) инструменты и приспособления размещают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой - держат справа, что берут левой - слева; что используют чаще - кладут ближе, что используют реже - дальше;
4) нельзя класть один предмет на другой или на отделанную поверхность детали;
5) документацию (чертежи, технологические или инструкционные карты, наряды и др.) держат в удобном для пользования и гарантированном от загрязнения месте;
6) заготовки и готовые детали хранят так, чтобы они не загромождали проходы, и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие;
Режим труда
Научная организация труда на рабочем месте основывается на правильном режиме труда и отдыха, обеспечивающем поддержание высокой работоспособности и здоровье человека. Одним из основных показателей работоспособности является уровень производительности труда.
Работоспособность человека претерпевает значительные изменения на протяжении дня, недели. Она может сохраняться на высоком уровне или, наоборот, быстро снижаться. В течение рабочего дня работоспособность характеризуется тремя периодами:
1) рабочий "входит" в работу (период врабатываемости), постепенно растёт производительность его труда;
2) период устойчивой работоспособности;
3) снижение работоспособности, постепенно падает производительность труда.
Раздел 2: Слесарные работы
Тема 1. Контрольно-измерительный инструмент.
Правильность заданных чертежом размеров и формы деталей в процессе их изготовления проверяют штриховым (шкальным) измерительным инструментом, а также проверочными линейками, угольниками, плитами и другим инструментом.
К нему относятся:
1. Масштабная линейка - имеет штрихи-деления расположенные друг от друга на расстоянии 1; 0,5 и иногда 0,25 мм.
Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 1 мм.
Масштабные линейки изготавливают из углеродистой инструментальной стали марок У7 или У8 с длиной шкалы 100, 150, 200, 300, 500, 750 и 1000 мм.


2. Рулетка - представляет собой стальную ленту, на поверхности которой нанесена шкала ценой деления 1 мм
Лента заключена в футляр и втягивается в него либо пружиной (самосвёртывающиеся рулетки), либо вращением рукоятки (простые рулетки) или задвигающиеся вручную (желобчатые рулетки).
Самосвертывающиеся и желобчатые рулетки изготавливают с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30, 50м.
3. Кронциркуль - применяются для измерения только наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т.п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150, 200 мм, соединенных шарниром. Точность измерения кронциркулем до 0,5 мм.
Кронциркули изготавливают из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15-20 мм закаливают.

4. Нутромер - служит для измерения только внутренних размеров: диаметров отверстий, размеров пазов, выточек и т.п. При этом обеспечивается точность до 0,5мм.
Изготавливают нутрометры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15-20мм.
5. Штангенциркуль - применяются для измерения как наружных так и внутренних размеров с точностью до 0,05 и 0,1 мм по шкале «Нониуса».
Штангенциркули изготавливают 3 типов: ШЦ – I, ШЦ – II и ШЦ – III с пределами измерений 0 – 125мм (ШЦ – I); 0-200 и 0- 230 (ШЦ – II); 0 – 500, 250 – 710, 320 – 1000, 500 – 1400, 800- 2000 (ШЦ – III).

 6. Микрометр – предназначен для измерения только наружных размеров деталей с точность измерения до 0,01 мм.
6. Микрометр – предназначен для измерения только наружных размеров деталей с точность измерения до 0,01 мм.
Микрометры выпускаются промышлен-ностью с пределами измерения: 0 – 25, 25 – 50, 50 – 75, 75- 100 и т.д до 275 – 300 мм. Изготавливают следующие типы микрометров:
а) тип МК (микрометры гладкие) – для измерения наружных размеров деталей;
б) тип МЛ (микрометры листовые) – для измерения толщины листов и лент;
в) тип МТ (микрометры трубные) – для измерения толщины стенок труб;
г) тип МЗ (микрометры зубомерные) – для измерения зубчатых колес.
7. Угольники - наиболее распространенный инструмент для проверки прямых углов.
Стальные угольники с углом 90° бывают различных размеров, цельный или составные.
Угольники изготавливают 4 классов точности: 0; 1; 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными.
Угольники изготавливают из углеродистой инструментальной стали У7 или У8 с последующей закалкой.

8. Проверочные линейки - служат для проверки плоскостей на прямолинейность. Они подразделяются на: лекальные линейки с двухсторонним скосом, трехгранные и четырехгранные.
При хорошем освещении можно обнаружить отклонение от прямолинейности величиной от 0, 005 – 0, 002 мм.). Лекальные линейки изготавливают длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.

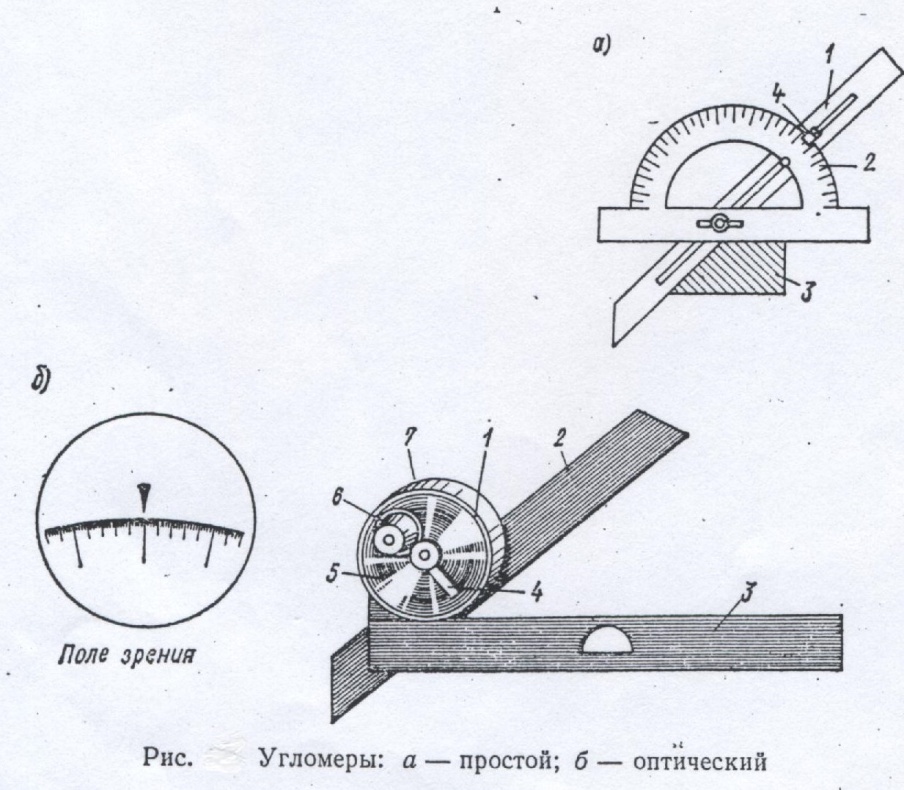
9. Транспортиры - применяются для измерения и разметки углов на плоскости различают: простые и универсальные
Тема 2. Разметка
Разметкой называется операция нанесения на обрабатываемую деталь ли заготовки разметочных рисок, определяющих контуры детали или места, подлежащие обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку.
В процессе обработке поверхности заготовки снимается слой металла, называемой припуском.
Обработку по разметки нельзя считать совершенным способом. Как бы аккуратно не наносилось разметочные риски и как бы тонки они не были, точность обработки по рискам колеблется от 0,2 до 0,5 мм. Разметка отнимает довольно много времени и требует высококвалифицированного труда. Таким образом разметка применяется:
1. Для указания границ, до которых надлежит обрабатывать поверхности деталей.
2. Для контроля правильности обработки.
3. Для проверки заготовок.
Виды разметочных работ.
В настоящее время разметочные работы можно разделить на три основные группы: разметку машиностроительную, котельную и судовую.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскую и пространственную (объемную).
Разметка плоская применяется для геометрических построений на плоских поверхностях листов, заготовок или деталей. В этих случаях можно ограничиться нанесением рисок только на одной плоскости.
Разметка пространственная применяется для графических построений,
осуществляемых на поверхностях заготовок деталей, расположенных разных плоскостях под различными углами друг к другу. По своим приёмам пространственная разметка существенно отличается от плоскостной – приходиться не просто размечать отдельные поверхности детали, но и увязать разметку этих поверхностей между собой.








