

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Во время выполнения слесарных работ иногда приходиться сталкиваться с необходимостью повысить прочность и твёрдость металла или инструмента, а иногда, наоборот, сделать металл более мягким, легче поддающимся обработке. Этого можно достичь термическим воздействием, заключающимся в нагреве материала до определённой температуры с последующим быстрым или медленным охлаждением.
Нагревание деталей удобнее всего производить в электрических муфельных печах; но можно использовать и паяльные лампы, бензиновые или газовые горелки и даже конфорки домашних газовых плит - для нагрева мелких деталей.
Важнейшим условием правильной термообработки сталей является подбор необходимого температурного режима в зависимости от марки стали.
Маркировка, углеродистой стали обыкновенного качества обозначаются двумя буквами и цифрой (Ст.1-Ст.2).
В марках углеродистых качественных сталей - конструкционных (сталь 30; сталь 45) и автоматных сталях (А 12; А 30) цифры показывают примерное содержание углерода в сотых долях процента.
Наиболее широко применяемые стали - инструментальные (У7; У8; У8А; У10А...) - цифра в их маркировке означает содержание углерода в десятых долях процента; буква А в конце марки показывает, что в этих сталях пониженное содержание вредных примесей.
Легированные стали маркируются буквами и цифрами. Буквы означают наличие в стали одного или целой группы легирующих компонентов: В - вольфрам; Г - марганец; К - кобальт; М - молибден; Н - никель; С - кремний; Ф - ванадий; X - хром; Ю - алюминий.
Наиболее ходовые марки сталей для изготовления инструмента приведены в таблице 1.
Инструмент Марка стали
| Молотки, кувалды, гладилки, плотницкий инструмент | У7 |
| Зубила, отвёртки, топоры, клейма для сталей | У7А |
| Пуансоны, матрицы, пробойники, стамески | У8; У8А |
| Ножовочные полотна ручные | У8 - У12 |
| Надфили | У10 - У12 |
| Керны, деревообрабатывающий инструмент | У10; У10А |
| Резцы токарные и строгальные | У10; У10А |
| Напильники | У10 - У13; ШХ6 |
| Метчики | У11; Р9; 9ХС |
| Резцы для твёрдых металлов | У13; У13А |
| Ножовки по дереву | У8ГА |
| Пилы поперечные | У8ГА; У10 |
| Полотна лучковых пил | У8ГА; 85ХФ |
| Свёрла по металлу | Р9; Р18 |
| Фрезы | Р9; Р18,С |
|
|
| Ножовочные полотна станочные Плашки Ножи фуговальных станков Пилы лесопильных рам Пилы циркулярные | Р9; Р18; ШХ15 9ХС 9Х5ВФ 85ХВ 85ХФ |
Термическая обработка стали разделяется на закаливание, отпуск, отжиг. Закаливание стали применяют для повышения её твёрдости. Мягкие малоуглеродистые стали (Ст.25) и “железо“ (Ст.10; Ст.20) не калятся; углеродистые (Ст.45; Ст.50) и инструментальные (У8; У9; У10А и др.) увеличивают свою твёрдость при закале в три-четыре раза.
Процесс закаливания состоит в нагревании стали до температуры калки (для каждой марки своя) и в быстром охлаждении в масле или воде. Температурные режимы закалки приведены в таблице 2.
| Марка | Закалка С0 | Отпуск С0 | Отжиг С0 | Охлаждающая среда для закалки | Охлаждающая средя для отпуска |
| У7; У7А У8; У8А У10; У10А У11; У11А У12; У12А У13; У13А У8ГА Р9 Р18 ШХ6 ШХ9 IHX15 9ХС 9Х5ВФ 50ХГА 60С2 60С2Х А 85С2ВА 85ХВ | Вода Вода Вода Вода Вода Вода Вода Масло Масло Масло Масло Масло Масло Масло Вода Вода Вода Вода Вода | Вода, масло Вода, масло Вода, масло Вода, масло Вода, масло Вода, масло Вода, масло Воздух в печи Воздух в печи Воздух Воздух Воздух Воздух Воздух Воздух Воздух Воздух Воздух Воздух |
В домашних условиях, при отсутствии приборов температуру нагрева приближённо можно определить по цвету. Для ориентации цвета каления стальных изделий в неосвещенной солнцем комнате приведены по порядку их появления в зависимости от температуры:
|
|
- тёмно-коричневый (заметен в темноте) 530-580°С;
- коричнево-красный 580-650°С;
- темно-красный 650-730°С;
- вишнёво-красный 730-770°С;
- вишнёво-алый 770-800°С;
- светло- вишнёво-алый 800-8300С;
- ярко-красный 830-870°С;
- красный 870-900°С;
- оранжевый 900-1050°С;
- тёмно-жёлтый 1050-1150 °С;
- светло -жёлтый 1150- 1250 °С;
- жёлто-белый 1250-1300 °С;
- ослепительно-белый свыше 1300 °С.
В закалённом состоянии сталь обладает большой твёрдостью. но вместе с тем и хрупкостью. Чтобы придать ей вязкость, производиться отпуск стали после закалки. Для этого её нагревают до температуры 220-300 °С и медленно охлаждают в воздухе. Меняя температуру отпуска, можно получить разные механические свойства. При нагреве стали, на воздухе, её поверхность окрашивается в различные цвета, называемыми цветами побежалости. Каждый цвет побежалости соответствует вполне определённой температуре и может служить указателем для определения степени нагрева при отпуске стали.
Термические режимы и соответствующие им цвета побежалости приведены в таблице 3.
| Инструмент | Температура отпуска, ° | Цвет побежалости |
| Свёрла перовые, плашки, матрицы и пуассоны, фрезы Резцы, метчики, полотна ножовок, лобзики, центры Кусачки, стамески, ножницы по металлу, зубила Молотки слесарные и медницкие Матрицы и пуансоны вытяжные Ролики для накаток Перки столярные, железки рубаночные, отверти, обжимки Долота столярные, ножи, призмы разметочные, державки резцов Ключи гаечные, пассатижы, плоскогубцы, круглогубцы Полотна пил по дереву | Светло-соломенный Светло-жёлтый Соломенно-желтый Коричнево-желтый Красно-коричневый Пурпурно-красный Фиолетовый Ярко-синий Светло-синий серый |
Отпуск выполняется следующим образом: стальную деталь зачищают каком-нибудь месте до блеска, помещают в огонь и следят за появлением цветов побежалости. Отпуск закалённой детали должен быть проведён 24 часов после её закалки.
Отжиг стали – предназначен для выполнения задачи обратной закалки. После отжига сталь легко поддаётся обработке
Тема 15. Паяние
Паяние – этопроцессжесткого соединения нескольких металлических деталей с помощью оловянно-свинцовыхсплавов.
Паяние припоями применяется главным образом для создания герметического шва или соединения деталей, где не требуется большой механической прочности, а также при монтаже электро- и радиотехнических установок.
|
|
Последовательность выполнения приемов паяния мягкими припоями:
1. Отчищают поверхность изделия от грязи коррозии напильником или надфилем до чистоты металлического блеска. Наждачную шкурку применять нельзя, так как содержащийся в ней клей загрязняет поверхность для пайки;
2. Подгоняют спаиваемые поверхности для плотного их соединения с помощью гибки, правки и опиливания;
3. Наносят флюс в жидком виде волосяной кисточкой, распределяя его на подготавливаемой к паянию поверхности тонким слоем.
Наносить в большом количестве флюс (травленая кислота) не следует, так как при соприкосновении с горячим паяльником он разбрызгивается.
Твердый флюс (канифоль) наносят на поверхность после предварительного нагрева места паяния паяльником путем растирания с одновременным его плавлением
Припой приготавливают в следующем порядке:
1. Тигель или стальной ковш очищают от грязи и коррозии, прочно устанавливают на подставку под основанием горна, оборудованного вытяжным зонтом.
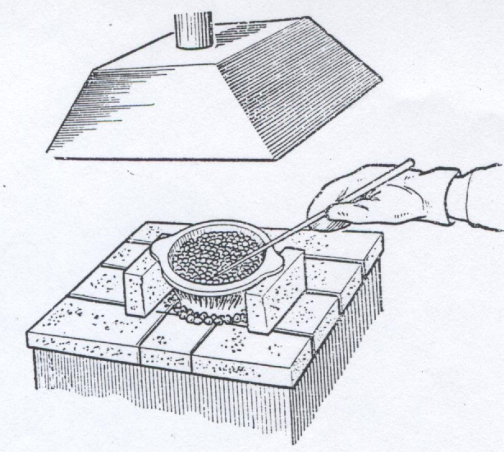
2. Нагревая ковш, испаряют влагу, затем закладывают и расплавляют более тугоплавкий металл (свинец). После этого расплавленный свинец вводят по весу небольшими порциями олово до полного рас плавления.
3. Для предохранения расплавленного сплава от выгорания и окисления во время плавления на его поверхность насыпают древесный уголь. Для получения однородной массы сплав перемешивают
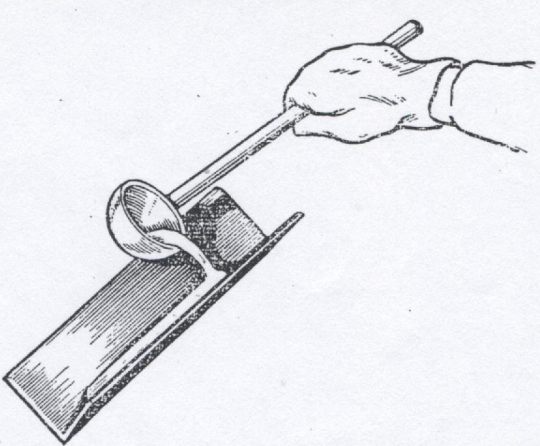
4. Когда припой полностью расплавлен, с его поверхности удаляют шлак и разливают в формы.
При разливке в качестве формы обычно используют угловую сталь с чистой сухой поверхностью. Припой разливают прутками небольшого сечения длиной от 300 до 500 мм. Во избежание ожогов брызгами расплавленного сплава разливка производится в защитных очках и рукавицах.
Выбор флюса.
Флюс - вещество, которое вводится на поверхность металлов, подвергающихся паянию для удаления окислов и грязи, лучшего растекания припоя, для предохранения от дополнительного окисления во время паяния.
|
|
Паяние мягкими припоями подразделяется на два вида: кислотное и безкислотное.
При паянии применяют следующие флюсы:
•для паяния и лужения латуни, меди, стали - хлористый цинк (травленая кислота);
•при безкислотном паянии применяют канифоль и паяльный жир.
При паянии твердыми припоями в качестве флюса применяют борнокислый натрий или борную кислоту.
Все перечисленные флюсы, за исключением хлористого цинка, поступают в готовом для применения виде. Хлористый цинк приготовляется из технической соляной кислоты и чистого металлического цинка в определенной пропорции.
Последовательность приготовления хлористого цинка:
1. В чистую, удобную для работы фарфоровую или стеклянную посуду наливается соляная кислота (Работа производится в защитных очках и резиновых перчатках)
2. Изрубленный на мелкие кусочки цинк осторожно опускается в кислоту. Эта работа выполняется под вытяжным зонтом с хорошей вентиляцией, так как при травлении цинка кислотой образуется химическая реакция с выделением вредных газов.
3. После окончания химического процесса флюс считается подготовленным.
Подготовка и нагрев паяльника.
Применяют два вида паяльников - обычные и электрические.
Стержень паяльника всегда изготавливается из красной меди, обладающей большой теплопроводностью для передачи тепла на деталь, подлежащую паянию, с подогревом её поверхности до температуры плавления припоя.
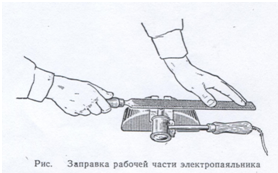
Рабочая часть паяльника должна быть всегда чистой и иметь слегка притуплённую вершину без заусенцев. Заправка рабочей части производится плоским личным напильником.
Обычный паяльник нагревают на газовой горелке, паяльной лампе, в кузнечном горне, в муфельной печи. При нагревании паяльник располагают к пламени толстой частью. Это положение способствует лучшему аккумулированию тепла массой паяльника и устраняет поджог рабочей части.
Степень нагрева паяльника определяют по бледно-зелёному пламени, отходящему от паяльника. Если паяльник нагрет докрасна, то его надо снять, немного охладить и отчистить рабочую часть паяльника от окалины напильником.
Самой совершенной конструкцией являются электропаяльники, которые во время работы поддерживают постоянную температуру нагрева.
Лужение рабочей части паяльника:
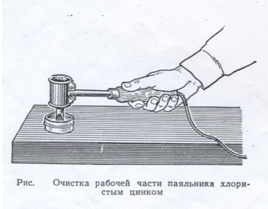
1. Нагретый паяльник рабочей частью на мгновение погружают в сосуд с хлористым цинком для очистки его от окислов и окалины.
2. Очищенную рабочую часть вводят в соприкосновение с концом прутка припоя, забирая на жало паяльника две-три капли расплавленного припоя.




Список литературы
1. Карпицкий В. Р. Общий курс слесарного дела: Учебное пособие / В. Р. Карпицкий. - 2-e изд. - М.: НИЦ Инфра-М; Минск: Новое знание, 2013. - 400 с. – URL: http://znanium.com/bookread.php?book=374002
|
|
2. Долгих А. И. Слесарные работы: Учебное пособие / А. И. Долгих, С. В. Фокин, О. Н. Шпортько. - М.: Альфа-М, НИЦ ИНФРА-М, 2014. - 528 с. – URL: http://znanium.com/bookread.php?book=424191
3. Борисенко Г. А. Технология конструкционных материалов. Обработка резанием: Учебное пособие / Г. А. Борисенко, Г. Н. Иванов, Р. Р. Сейфулин. - М.: ИНФРА-М, 2012. - 142 с. – URL: http://znanium.com/bookread.php?book=228232
4. Кудряшов Е. А. Резание материалов: Учебное пособие / Е. А. Кудряшов, Н. Я. Смольников, Е. И. Яцун. - М.: Альфа-М: НИЦ ИНФРА-М, 2014. - 224 с. – URL: http://znanium.com/bookread.php?book=450188
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

