

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом. К основным операциям ковки относятся осадка, протяжка, прошивка, отрубка, гибка. Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения (рис. 15, а). Осадкой не рекомендуется деформировать заготовки, у которых отношение высоты к диаметру больше 2,5, так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки бойками или подкладными плитами. Разновидностью осадки является высадка (рис. 15, б), при которой металл осаживают лишь на части длины заготовки. Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рис. 16, а). Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Чем меньше подача при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получиться сжимы (рис. 16, б).
Протягивать можно плоскими (рис. 16, а) и вырезными (рис 16, в) бойками. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырех сторон к осевой лини заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. Протяжка имеет ряд разновидностей.

| Рис. 15 Схемы осадки (а) и высадки (б) | ||

| Рис. 16. Схема протяжки и ее разновидностей | ||
Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 16, г).
Протяжка с оправкой – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок (рис. 16, д). Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2 на слегка конической оправке 1. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки.
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис. 16, е). Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки.
Протяжку с оправкой и раскатку на оправке часто применяют совместно. Вначале раскаткой уничтожают бочкообразность предварительно осаженной и прошитой заготовки и доводят ее внутренний диаметр до требуемых размеров. Затем протяжкой с оправкой уменьшают толщину стенок и увеличивают до заданных размеров длину поковки.
Прошивка – операция получения полостей в заготовке за счет вытеснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни сплошные и пустотелые; последними прошивают отверстия большого диаметра (400—900 мм).
Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топора. Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т. п. Инструмент для отрубки – топоры различной формы.
Гибка – операция придания заготовке изогнутой формы по заданному контуру. Этой операцией получают угольники, скобы, крючки, кронштейны и т. п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого по заданному углу изгиба подбирают соответствующий радиус скругления.
Перечисленными операциями ковки трудно изготовить поковки с относительно сложной конфигурацией. Поэтому при изготовлении небольшой партии таких поковок применяют так называемую штамповку в подкладных штампах. Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка. В подкладных штампах можно изготовлять головки гаечных ключей, головки болтов, диски со ступицей, втулки с буртом и другие поковки.
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
Горячая объемная штамповка наиболее широко применяется для получения качественных заготовок. Горячей объемной штамповкой получают заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, железнодорожных вагонов, самолетов, металлообрабатывающих станков, швейных машин и т. д. Более 65 % массы всех поковок и до 20 % массы деталей большинства машин изготавливаются из заготовок, полученных горячей объемной штамповкой. Этот способ штамповки наиболее эффективен при массовом, крупносерийном и серийном производствах деталей массой от нескольких граммов до нескольких тонн (примерно до 3 т). Наиболее целесообразно изготовление штамповкой поковок массой не более 50-100 кг. По сравнению с ковкой горячая объемная штамповка имеет следующие преимущества:
• поковки, изготавливаемые штамповкой, имеют более сложную форму и лучшее качество поверхности; параметр шероховатости поверхности Rz = 80 – 20 мкм, а при применении холодной калибровки Rz = 10 – 1,6 мкм;
• поковки можно получать со значительно меньшими допусками, чем при ковке, а при точной штамповке допуски можно довести до долей миллиметра и подвести под классы точности, получаемые при обработке резанием;
• припуски снижаются в два-три раза (как правило, механической обработке подвергаются только сопрягаемые поверхности);
• значительно повышается производительность труда (десятки и сотни поковок в час);
• за счет наличия в конструкции штамповочного оборудования выталкивателей штамповочные уклоны значительно меньше, чем при получении штамповок на молотах.
К недостаткам горячей объемной штамповки относятся:
• ограничения по массе получаемых поковок;
• дополнительный отход металла в заусенец, масса которого составляет от 10 до 30 % от массы поковки;
• для горячей объемной штамповки требуются большие усилия деформирования, чем для ковки; инструмент (штамп) является более сложным и дорогим, чем универсальный инструмент для ковки.
Горячая объемная штамповка подразделяется на различные виды в зависимости от типов штампа, оборудования, исходной заготовки, способа установки заготовки в штампе и т. п. Остановимся только на факторах, которые определяют конфигурацию поковки и точность ее изготовления, т. е. на типах штампов и оборудования.
В зависимости от оборудования имеются следующие виды объемной штамповки: на штамповочных паровоздушных молотах двойного действия, кривошипных горячештамповочных прессах (КГШП), горизонтально-ковочных машинах (ГКМ), гидравлических прессах, высокоскоростных молотах и на специальных машинах (ковочные вальцы, горизонтально-гибочные машины – бульдозеры, ротационно-обжимные и радиально-обжимные машины, электровысадочные машины, раскатные машины).
Для изготовления одних и тех же деталей применяют различное оборудование, при этом можно значительно изменять конфигурацию поковки, размеры припуска и допуска, напуски и точность изготовления.
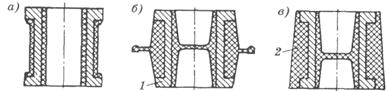
В зависимости от типа штампа горячая объемная штамповка подразделяется на следующие виды: в открытых штампах (рис. 17, а), в закрытых штампах (рис. 17, б), в штампах для выдавливания.
Перечисленные типы штампов применяют при штамповке на всех типах оборудования. Вид штампа определяет течение металла, т. е. конфигурацию поковки, поэтому данную классификацию штамповки можно считать основной.
Штамповка в открытых штампах характеризуется тем, что штамп в процессе деформирования остается открытым (рис. 17, а). Зазор между подвижной и неподвижной частями штампа является переменным, в него затекает (выдавливается) металл при деформировании, образуя заусенец, т. е. технологический припуск, размеры которого рассчитывают при проектировании технологии в зависимости от размеров поковки. Основное назначение этого заусенца – компенсация колебаний исходных заготовок по массе.
Этот тип штампа можно применять для деталей любой конфигурации. Однако наличие заусенца увеличивает расход металла, кроме того, для обрезки заусенца необходимо применение специальных обрезных прессов и штампов.
При штамповке в закрытых штампах штамп в процессе деформирования остается закрытым, т. е. металл деформируется в закрытом пространстве (рис. 17, б). Зазор между подвижной и неподвижной частями штампа в процессе деформирования остается постоянным и незначительным по размеру – он только предохраняет штамп от заклинивания. Отсутствие заусенца сокращает расход металла, отпадает необходимость в обрезных прессе и инструменте. Однако этот тип штампа применяется для сравнительно простых деталей, в основном тел вращения. Кроме того, отсутствие заусенца вызывает необходимость использовать точные заготовки из калиброванного проката или предварительно механически обработанные.

| 
|
| Рис. 17. Схемы открытой (а) и закрытой (б) штамповки |
Сопоставляя качество макроструктуры поковок, отштампованных в открытых и закрытых штампах, необходимо отметить, что при закрытой штамповке макроструктура более качественная, так как процесс образования поковки в полости штампа протекает без нарушения сплошности волокон, при обрезке заусенца после открытой штамповки волокна оказываются перерезанными, что снижает прочность детали (рис. 18).

| 
|
| Рис. 18. Схемы расположения волокон металла при открытой (а) и закрытой (б) штамповке | Рис 19 Схемы штамповки выдавливанием: а – прямое; б –обратное: 1 –пуансон; 2 – матрица; 3 –поковка; 4 выталкиватель |
Штамповка в штампах для выдавливания – наиболее прогрессивный технологический процесс горячей штамповки. При использовании штампов для выдавливания значительно снижается расход металла (до 30%), повышается коэффициент весовой точности, поковки получаются точные, максимально приближающиеся по форме и размерам к готовым деталям, производительность труда увеличивается в 1,5-2,0 раза.
Для выдавливания наиболее целесообразны следующие типы поковок: стержень с фланцем, клапаны двигателей, полые детали типа стаканов и т. п. Схемы штамповки в штампах для выдавливания приведены на рис 19 где стрелками указано течение металла. Этим собом можно получать детали из углеродистых и легированных сталей, алюминиевых, медных и титановых сплавов.
Поковки, изготовленные выдавливанием, имеют высокое качество поверхности, плотную микроструктуру. Точность поковок может соответствовать 12-му квалитету, пределы допусков на размеры +1,0... –0,5. Это достигается в результате тщательной подготовки исходных заготовок под штамповку, а также высокой точности изготовления и наладки штампов, использованием специальных смазочных материалов.
Основное преимущество выдавливания перед штамповкой в открытых штампах – получение поковок с точными размерами и чистой поверхностью. Основные недостатки – высокие удельные усилия деформирования, большие энергозатраты на реализацию процесса и низкая стойкость штамповой оснастки.
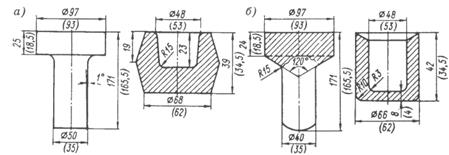
На рис. 20 представлены эскизы поковок, получаемых штамповкой на молоте (а) и выдавливанием (б). Из сравнения эскизов видно, что в данном случае выдавливание более эффективно, чем штамповка.
|
| Рис. 20. Эскизы штамповок, получаемых на молоте (а) и выдавливанием (б) |
Выбор штампа (открытый, закрытый или для выдавливания) определяется: во-первых – конфигурацией и сложностью детали, во-вторых – ее массой и материалом, в-третьих – типом производства. Следует учитывать также и существенные различия в макроструктуре материала поковок, полученных в различных штампах. Макроструктура материала детали определяет ее прочность и долговечность, поэтому указанное обстоятельство должно учитываться при выборе технологического процесса получения штампованной заготовки.
На конфигурацию поковок, получаемых горячей объемной штамповкой, на их точность, объем последующей механической обработки и себестоимость большое влияние оказывает не только тип штампа, но и вид применяемого оборудования.
Разница в принципе воздействия этих машин на деформируемый материал является определяющей. Ударный характер работы штамповочного молота исключает возможность использования выталкивателей, что приводит к значительному расходу металла на штамповочные уклоны и компенсацию возможного смещения половин штампа относительно друг друга. Производительность труда при штамповке на молотах невысокая, процесс трудно поддается комплексной автоматизации.
Штамповка на кривошипных горячештамповочных прессах имеет ряд технологических и эксплуатационных преимуществ по сравнению со штамповкой на молотах. К ним относятся:
• форма поковки более близка к форме готовой детали (рис. 2.12);
• высокая точность поковок (особенно по высоте);
• при штамповке на молоте пределы допусков 0,8-1,0 мм, а при штамповке на КГШП –0,2-0,5 мм;
• существенная экономия металла и сокращение объема механической обработки за счет снижения припусков (в среднем на 20-30 %) и штамповочных уклонов (в два-три раза);
• повышение производительности труда в среднем в 1,4 раза;
• возможность полной автоматизации процесса;
• КПД прессов в три раза выше, чем у молотов;
• снижение себестоимости изготовления поковок примерно на 10-30 %.
Штамповку на молотах в основном применяют в серийном и крупносерийном производствах поковок массой 0,01-1000 кг, штамповка на КГШП наиболее целесообразна при крупносерийном и массовом производствах деталей сложной формы массой до нескольких сот килограммов.

| Рис. 21. Схемы расположения припусков на механическую обработку при штамповке на молоте (а) и прессе (б) |
При оценке эффективности горячей объемной штамповки следует учитывать стоимость штамповой оснастки, так как значительная доля затрат падает на стоимость штампов (в зависимости от характера производства составляет 10-60 % стоимости поковок). Молотовые штампы изготавливают цельноблочными, массивными, что приводит к значительному расходу дорогостоящей, сложно легированной стали. Прессовые штампы требуют меньше материала, но более сложны в механической обработке. Затраты на штамповую оснастку зависят от стойкости штампов: чем больше выпуск поковок и чем больше стойкость штампов, тем меньше затраты на штампы.
Особенность конструкции гидравлических прессов обеспечивает неударный характер приложения нагрузки, поэтому они значительно тихоходнее, дороже и менее производительны, чем штамповочные молоты. Гидравлические прессы вместо штамповочных молотов применяют только там, где не может быть использован молот –при штамповке: крупных штамповок, для которых масса падающих частей самых мощных молотов оказывается недостаточной; малопластичных сплавов, не допускающих больших скоростей деформирования; выдавливанием, где требуется большой ход рабочего инструмента; поковок цилиндрической формы типа втулок, стаканов и очень сложных форм в разъемных матрицах.
Применение разъемных матриц позволяет получать поковки, по форме и размерам приближающиеся к конфигурации готовых деталей, без заусенца и штамповочных уклонов. Точность размеров таких поковок может достигать 11-го 12-го квалитетов. Коэффициент использования металла увеличивается с 0,2 до 0,6, трудоемкость механической обработки уменьшается на 15-20 %.
Фрикционные винтовые прессы по принципу воздействия на деформируемый металл занимают промежуточное положение между прессом и молотом. Их применяют для мелких и средних поковок типа колпачков и стаканчиков, типа стержня с утолщением, например винты и болты, а также для штамповки сложных поковок, требующих разъемных матриц, в частности корпусов вентилей, тройников деталей трубопроводов.
На фрикционных прессах штампуют поковки из черных и из цветных металлов, преимущественно малопластичных, медных и магниевых сплавов. Винтовые фрикционные прессы – тихоходные малопроизводительные машины, поэтому их применение ограничено при крупносерийном производстве.
Кривошипные горячештамповочные и винтовые прессы применяют для получения точных поковок шестерен с готовым профилем зуба. Освоены и внедрены в производство технологические процессы штамповки шестерен с прямым и спиральным профилем зуба, с модулем 5 мм и выше.
Штамповку конических и цилиндрических шестерен с готовым профилем зуба применяют для получения: готовых шестерен без последующей механической обработки по зубу с параметром шероховатости поверхности Rz = 40 – 20 мкм, применяемых в сельхозмашиностроении, угольной промышленности и т. д., шестерен с готовым профилем зуба, требующим только чистовой обработки. Припуск по профилю зуба принимают равным 0,6 мм на сторону, а по наружному конусу или диаметру цилиндрической шестерни – 1,5 мм на сторону.
Штампованные шестерни с готовым профилем зуба имеют ряд преимуществ перед шестернями, изготавливаемыми механической обработкой:
- статическая прочность таких шестерен в среднем на 50 % выше обычных, так как у штампованных зубьев волокна металла расположены вдоль контура зуба, а у фрезерованных зубьев они перерезаны; это увеличение прочности зубьев позволяет снизить массу и удешевить стоимость машины путем снижения габаритных размеров или замены легированных сталей обычными конструкционными;
- значительно снижаются расход металла (в среднем на 25-45 %) и общая трудоемкость изготовления шестерен.
Широкое применение для горячей объемной штамповки, особенно для операций высадки, получили горизонтально-ковочные машины (ГКМ), представляющие собой механический пресс, расположенный в горизонтальной плоскости. Кроме главного деформирующего ползуна имеется ползун, движение которого перпендикулярно к движению главного ползуна, осуществляющего смыкание и размыкание блока матриц.
В отличие от штампов молотовых и прессовых штампы для ГКМ имеют два взаимно перпендикулярных разъема и могут быть открытыми и закрытыми. Наличие двух разъемов в штампе создает лучшие условия для выполнения высадочных работ и позволяет получать поковки, как правило, без штамповочных уклонов.
Поковки, получаемые на горизонтально-ковочных машинах, обычно имеют форму тел вращения. Типичные представители поковок, штампуемых на ГКМ, приведены на рис. 22.
Эти машины позволяют: производить высадку конусов на длинных (до 3 ми более) прутковых и трубных заготовках; получать изделия типа стержня или трубы с головкой значительного объема путем последовательной высадки, с последующим набором металла головки (рис. 23); штамповать осадкой в торец изделия сложной формы, для изготовления которых необходимо применение разъемных матриц; получать поковки с отверстиями из прутковой заготовки без отходов металла на просечку отверстия.

| |||
| Рис. 22. Типы поковок, штампуемых на ГКМ | |||

| Рис. 23. Схема многоручьевой высадки стержневой детали на ГКМ: I-IV — последовательность операций | ||
При сопоставлении штамповки на горизонтально-ковочных машинах со штамповкой на молотах и прессах необходимо учитывать, что номенклатура поковок для этих машин резко ограничена, масса их сравнительно небольшая (обычно 30-50 кг), стойкость штампов ниже, чем у молотов и прессов, стоимость горизонтально-ковочных машин примерно в 1,5 раза выше, чем стоимость кривошипных прессов той же мощности. Однако достигаемая экономия металла, возможность получения более сложных и точных поковок, исключение предварительной операции резки прутков на штучные заготовки делают этот способ экономически целесообразным (рис. 24).
Все возрастающие требования к экономии материалов, разработке таких технологических процессов получения заготовок, когда механическую обработку применяют только как доводочную операцию, вызвали появление процессов «точной», или малоотходной, горячей объемной штамповки. Точная горячая объемная штамповка относится к прогрессивным технологическим процессам, обеспечивающим экономию металла, сокращение трудоемкости при механической обработке, повышение качества и надежности деталей. Использование машин узкого назначения вместо универсальных при производстве заготовок позволяет во многих случаях значительно снизить трудоемкость, сократить сроки изготовления и улучшить качество деталей. Ниже в общих чертах рассмотрим специализированные процессы, нашедшие за последнее время наибольшее распространение в кузнечно-штамповочном производстве.
|
| Рис. 24. Формы поковок при штамповке на ГКМ (а), молоте (б) и прессе (в): 1 – деталь; 2 – припуск на механическую обработку |
Скорость деформирования металла при горячей штамповке на горячештамповочных кривошипных прессах 0,3-0,6 м/с, на молотах 5-7 м/с, на специальных машинах, предназначенных для скоростного деформирования металла, 18 м/с и выше.
При высоких скоростях деформирования металл становится значительно пластичнее, податливее и при штамповке поковок ручей штампа хорошо заполняется. Чистота поверхности поковок достигает 4-5-го класса. Штамповка, как правило, производится за один удар со штамповочными уклонами, не превышающими 0,5°.
Штамповка поковок с высокими скоростями деформирования металла имеет следующие основные преимущества перед обычными методами.
Высокая точность штампованных поковок (4-5-й классы) позволяет сократить их механическую обработку на 60—75 % и приблизить их по форме и размерам к окончательно изго изготовляемым деталям. Для поковок, полученных методом скоростного деформирования, основной технологической операцией в механическом цехе является шлифовка (рис. 25).
Кроме алюминиевых сплавов АК6, АК8, В95, АВ, АМгЗ, сталей углеродистых, легированных, конструкционных и инструментальных, штампуемых обычным методом, можно штамповать поковки из труднодеформируемых металлов и сплавов: титановых сплавов ВТ-1, ВТЗ-1, ВТ-5, жаропрочных сталей ЭИ417, ЭИ481, ЭИ654, ЭИ696, сплавов, полученных на основе ниобия, молибдена, вольфрама и т. д. Значительно снижается расход металла, так как штамповка производится в закрытом штампе и с меньшими (в 5–10 раз) штамповочными уклонами, чем при обычной штамповке. Снижается расход металла и трудоемкость изготовления штампов, так как штамповка производится в основном за один удар в одном ручье вместо двух–четырех при обычных методах изготовления поковок.

| Рис. 25. Типичные детали, получаемые высокоскоростным деформированием |
Масса машины для скоростного деформирования в 10 раз меньше массы эквивалентного парового штамповочного молота. Это объясняется тем, что в машинах отсутствуют дорогостоящие тяжелые фундаменты, металлоемкие узлы и детали (шабот, баба и т. д.), не требуются котельная и промразводки.
К недостаткам штамповки методом высокоскоростного деформирования металла следует отнести невысокие стойкость штампов (не превышающую 1500 шт.) и производительность оборудования (до 150 шт./ч).
Технологический процесс штамповки поковок методом высокоскоростного деформирования металла состоит из резки заготовок, их нагрева и штамповки.
Заготовки должны быть отрезаны с максимально возможной точностью, так же как и при штамповке методом выдавливания. Излишек металла повышает трудоемкость изготовления деталей при механической обработке и снижает стойкость штампа, а недостаток ведет к браку поковки. Для получения поковок высокой точности по массе и объему заготовки следует резать на специальных ножницах, снабженных дозирующим устройством и обеспечивающих перпендикулярность плоскости среза к оси заготовки.
Для штамповки поковок ответственных деталей следует резать заготовки на токарных автоматах с одновременным удалением внешних пороков металла и образованием на одном из торцов фаски для лучшей фиксации заготовки в штампе и лучшего его заполнения.
В тех случаях, когда используют трудно деформируемые сплавы или металлы, не поддающиеся механической обработке, резку заготовок можно производить электроискровым способом.
Нагрев не должен сопровождаться образованием окалины (при скоростном методе деформирования нецелесообразно предусматривать переход для сбивки окалины с поверхности заготовки), производить его следует в индукторе, т.к. при нагреве в обычных окислительных печах с последующей гидроочисткой изменяется объем заготовки и нарушается точность, достигнутая при резке.
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

