Таблица 10
| Общий тип шва и используемой кромки
| Иллюстрация шва и условный символ для обозначения соединения
|
| С отбортовкой
| 
|
| Без скоса
| 
|
| С односторонним скосом
| 
|
| С односторонним скосом одной кромки(HV)
| 
|
| С односторонним скосом двух сторон(Y)
| 
|
| С односторонним скосом одной стороны(HY)
| 
|
| С односторонним криволинейным скосом двух сторон(U — шов)
| 
|
| С односторонним ломаным скосом двух сторон
| 
|
| Подварочный
| 
|
Правильное обозначение указанное в конструкторской документации это залог качественной работы инженеров технологов и специалистов — сварщиков, ведь только благодаря корректному отображению условных обозначений, они смогут воплотить выполненную на чертеже задумку конструктора в металле.
Источник: Технология и оборудование сварки плавлением и термической резки: Учебник для вузов. А.И.Акулов, В.П. Алехин, С.И.Ермаков и др. М.: Машиностроение, 2003
http://elsvarkin.ru/texnologiya/oboznachenie-svarnyx-oedinenij-na-chertezhax/
Вопрос 27
Технология сварки под слоем флюса.
Суть сварки под слоем флюса
Сварку под флюсом (рис. 9) выполняют электродом 2, который плавится, закрытой дугой 1, которая горит под слоем гранулированного флюса 3 в пространстве флюсогазовой полости 5, которая образуется в результате выделения испарений и газов в зоне дуги. Сверху сварочная дуга ограничена плёнкой расплавленных шлаков 6, снизу - сварочной ванной 7. В процессе сварки давление газов и испарений в полости возрастает. Наступает момент, когда плёнка расплавленных шлаков прорывается и излишек газов выделяется в окружающую атмосферу (процесс удаления газов периодически повторяется).
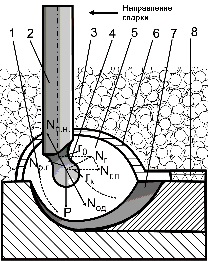
Дуга горит вблизи переднего края ванны, немного отклоняясь от вертикального положения в сторону, обратную направлению сварки. В период формирования капли 4 на неё действуют силы, которые окказывают содействие или препятствуют её отрыву от торца электрода: сила веса Р, электродинамические сили Nэд, сила поверхностного натяжения Nп.н. Сила давления газового потока Nг.п, суммируясь с силой реакции газов, которые выделяются из капли Nр.г, образует результирующую силу влияния газовых потоков Nг, под давленим которой происходит отклонение капли в сторону давления газових потоков: большая часть капли после отрыва от електрода летит в потоке жидкого флюса, который ограничивает зону сварки, к задней части ванны.
Под влиянием давления дуги жидкий металл также отклоняется в сторону противоположную направлению сварки, образуя кратер сварочной ванны. Под дугой находится тонкий слой жидкого металла, от толщины которого во многом зависит глубина проплавления. Расплавленый флюс, который попадает в ванну, вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем застывших шлаков 8.
Среда в сварочной зоне является наиболее благоприятной с точки зрения защиты металла от взаимодействия с воздухом. Кроме того, флюс препятствует разбрызгиванию жидкого металла и оказывает содействие созданию более благоприятных условий при охлаждении и кристаллизации металла шва.
Для выполнения функций защиты и обработки расплавленного металла флюсы при расплавлении должны образовывать шлаки и газы с определенными физико-химическими свойствами (табл. Д.6 - Д.9).
Условия прохождения металлургических процессов:
- высокоэффективная защита сварочной ванны (наличие изолированного пространства) от кислорода и азота воздуха (в швах, выполненных под флюсом, содержание азота не превышает 0,008%);
- объем сварочной ванны больше, чем при ручной дуговой сварке, дольше и время пребывания ее в расплавленном состоянии, которое оказывает содействие более полному прохождению химических реакций между жидким металлом и шлаками;
- стойкая зависимость между режимом сварки и химическим составом расплавленного металла, которая позволяет с достаточной точностью и стабильностью получать заданный состав металла шва;
- легирование шва марганцем и кремнием путем восстановления их из оксидів MnO и SіO2, которые содержатся в флюсе
Дуговая сварка под флюсом отличается высокой производительностью (для электрода диаметром 3 мм при ручной сварке плотность тока составляет 11...18 А/мм2, при автоматической под слоем флюса она равняется 50...85 А/мм2) и качеством получаемых соединений, а также возможностью автоматизации процесса.
Хорошая и относительно дешевая тепловая изоляция сварочной дуги, повышенное давление газовой среды над ванной и большая плотность тока (плотность энергии в пятне нагревания достигает 103 Вт/см2) влияют на более глубокое проплавление свариваемого металла. Это, в свою очередь, разрешает уменьшить глубину обработки кромок изделия, которые сваривают, и сократить количество металла, нужного для образования швов (с 70 до 30%).
К недостаткам процесса следует отнести: более высокие требования к чистоте сварочных кромок и сборка деталей; трудность сварки деталей небольшой толщины; выполнение коротких швов и швов в положениях, отличающихсяся от нижнего. Затруднено визуальное наблюдение положения электрода относительно свариваемог стыка.
Выбор режима сварки
Режим автоматической сварки под флюсом включает в себя ряд параметров: основные - сила сварочного тока, напряжение дуги, скорость сварки, диаметр электрода, род и полярность тока; дополнительные - вылет электрода, наклон электрода, скорость подачи электродного провода, марка флюса и его грануляция и т.д.
Параметры режима сварки выбирают исходя из толщины металла, который сваривают, и необходимой формы сварного шва (определяется глубиной проплавлення и шириной шва). Режим сварки определяют по экспериментальным (справочным) таблицам (например табл. 1) или приближенным расчетам со следующей проверкой на технологических пробах.
Таблица 1 - Параметры режима сварки стыковых соединений
| Тип соединения
| Толщина свариваемых деталей, мм
| Зазор, мм
| Диаметр проволки, мм
| Сварочный ток, А
| Напряжение, В
| Скорость сварки, м/час.
|
| Стыковое без скоса кромок на флюсовой подушке (однопроходное сваривание)
|
| 0..1,5
| 1.6
| 275..300
| 28..30
| 30..35
|
|
| 0..1,5
|
| 300.325
| 28..30
| 40..45
|
|
| 0..2,5
|
| 425..450
| 32..34
| 30..35
|
|
| 0..2,5
|
| 575..625
| 32..36
| 40..45
|
|
| 0..3,0
|
| 725..775
| 32..36
| 30..35
|
| С7
|
| 2+/-1
|
| 250..280
| 35..38
| 42..44
|
|
| 3+/-1,5
|
| 400..450
| 32..34
| 40..42
|
|
| 3+/-1,5
|
| 500..550
| 32..34
| 37..40
|
Обычно режим сварки выбирают с учетом многих факторов:
- В зависимости от толщины свариваемого металла, выбирают диаметр электродной проволоки. При увеличении диаметра электродной проволки и неизменном сварочном токе возрастает ширина шва и уменьшается глубина провара, а при уменьшении диаметра - наоборот.
- В зависимости от диаметра устанавливают силу сварочного тока. При увеличении силы тока количество теплоты, которая выделяется, возрастает и увеличивается давление дуги на ванну. Это приводит к увеличению глубины проплавлення основного металла и доли участия его в формировании швов. Ширина шва при этом практически мало изменяется.
- Характер зависимости формы и размеров шва от основных параметров режимов сварки при переменном токе приблизительно такой же, как и при постоянном. Однако полярность постоянного тока влияет на глубину проплавления, что объясняется разным количеством теплоты, выделяемым на катоде и аноде.
- С увеличением напряжения дуги увеличивается ширина шва, уменьшается глубина проплавлення и высота его выпуклости. С увеличением напряжения дуги увеличение ширины шва зависит и от рода тока. При тех же напряжениях дуги ширина шва при сварки на постоянном токе, а особенно при обратной полярности, значительно больше ширины шва, выполненного на переменном токе.
- Влияние скорости сварки на глубину проплавлення и ширину шва имеет сложный характер. Вначале, при увеличении скорости сварки, столб дуги все больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавлення возрастает. При дальнейшем увеличении скорости сварки (больше 40...50 м/г) заметно уменьшается погонная энергия, вследствие чего и глубина проплавлення начинает уменьшаться.
- Для устойчивости процесса сварки скорость подачи электродного провода должна равняться скорости ее плавления.
- С увеличением вылета - электрод плавится быстрее, а основной металл остается сравнительно холодным. Кроме того, при этом увеличивается длина дуги, которая приводит к уменьшению глубины проплавлення и некоторого увеличения ширины шва - обычно вылет составляет 40...60 мм
- Обычно сварку выполняют вертикально расположенным электродом, но в отдельных случаях сварку выполняют с наклоном электрода - углом вперед или углом назад.
- В основном автоматическую и механизированную сварку под флюсом выполняют в нижнем положении, возможная сварк а на подъем или на спускание.
- Флюсы имеют разные стабилизирующие свойства, с повышением которых увеличиваются длина дуги и ее напряжение (возрастает ширина шва и уменьшается глубина проплавлення). Флюсы с малой объемной массой (грубозернистые стекловидные и пемзоподобные) осуществляют меньшее давление на газовую полость зоны сварки, которая оказывает содействие получению более широкого шва с меньшей глубиной проплавлення. Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавлення и уменьшеню ширины шва.
Источник: https://kafedra104.khai.edu/ru/site/svarka-pod-sloem-fliusa.html
Вопрос 28








