Плазменная сварка на токах Iсв = 50–150А имеет много общего с аргонодуговой сваркой вольфрамовым электродом. Однако из-за более высокой мощности дуги и ограниченной площади нагрева она является более эффективной. По энергетическим характеристикам плазменная дуга занимает промежуточное положение между обычной дугой и электронным или лазерным лучом. Она обеспечивает более глубокое проплавление, чем обычная дуга, при меньшей ширине шва. Кроме энергетических характеристик, это связано и с более высоким давлением дуги на сварочную ванну, вследствие чего уменьшается толщина прослойки жидкого металла под дугой и улучшаются условия теплопередачи в глубь основного металла. Сварка может осуществляться с применением присадочной проволоки или без нее.
Плазменная сварка на больших токах
Плазменная сварка на токах более I = 150A оказывает еще большее силовое воздействие на металл (плазменная дуга на токах 150А эквивалентна 300А дуге при сварке неплавящимся электродом).
Сварка сопровождается полным проплавлением с образованием в ванне сквозного отверстия. Происходит как бы разрезание деталей с последующей заваркой.
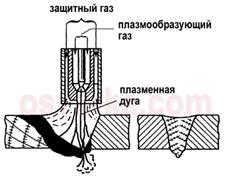
Рисунок. Формирование шва со сквозным проплавлением при плазменной сварке на больших токах
Металл с обратной стороны шва удерживается силами поверхностного натяжения. Диапазон режимов весьма ограничен, поскольку при сварке возможны прожоги.
Плазменная сварка на больших токах используется при сплавлении низкоуглеродистых и легированных сталей, меди, алюминиевых сплавов, титана и других материалов. Во многих случаях она позволяет значительно уменьшить затраты, связанные с разделкой кромок, повысить производительность, улучшить качество швов.
Плазменная сварка требует высокой культуры производства, соблюдения технологии заготовки и сборки, тщательного обеспечения условий охлаждения плазмотронов и правил их эксплуатации. Даже небольшие нарушения режима охлаждения плазмотрона вследствие высоких температур и малого диаметра сопла приводят к его разрушению.
Плазменная резка
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей.
Общепринятые обозначения
PAC – Plasma Arc Cutting – резка плазменной дугой
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы:
• плазменно-дуговая резка и
• резка плазменной струей.

Рисунок. Схемы плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.

Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50–100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2–3 км/c и больше. Температура в плазменной дуге может достигать 25000–30000°С.









