

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами.
 К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может. К этим причинам при сварке относят неравномерный нагрев, тепловую усадку швов, структурные изменения металла шва и околошовной зоны и т. д.
К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может. К этим причинам при сварке относят неравномерный нагрев, тепловую усадку швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс сварки может происходить. К таким причинам при сварке относят неправильные решения конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. д.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. д.
Тепловая усадка металла шва вызывается тем, что при кристаллизации металл шва уменьшается в объеме, но поскольку одновременно шов имеет жесткую связь с относительно холодным основным металлом, его усадка вызывает появление внутренних напряжений.
Тепловая усадка незакрепленного (свободного) образца приведет лишь к его укорочению. Если же усадка будет иметь место либо в условиях жесткого закрепления свариваемых деталей, либо в условиях неравномерного (неодинакового) нагрева, то в этом случае в конструкции после остывания образуются внутренние напряжения, вызывающие ее деформацию. В процессе снижения температуры в жестко закрепленной детали будут возникать силы растяжения, стремящиеся ее разорвать.
Механизм образования напряжений и деформаций при сварке. Классификация напряжений. Остаточные напряжения при сварке возникают в результате появления термопластических деформаций, которые образуются от неравномерного распределения температуры в изделии. Такие деформации бывают упругие и упруго-пластические.
Остаточные напряжения в зависимости от объема тела, в пределах которого они уравновешены, классифицируются следующим образом.
Остаточные напряжения первого рода уравновешиваются в крупных объемах, соизмеряемых с размерами изделия или его частей, и обладают определенной ориентацией в зависимости от формы изделия Эти напряжения определяют расчетом, исходя из теории упругости и пластичности, а также экспериментально.
Остаточные напряжения второго рода уравновешиваются в пределах микрообъемов тела, т. е. в пределах одного или нескольких зерен металла. Эти напряжения не имеют определенной направленности и не зависят от формы изделий. Находят эти напряжения опытным путем.
Остаточные напряжения третьего рода уравновешиваются в мельчайших объемах — в пределах атомной решетки. Они также не имеют определенной направленности и определяются экспериментально по степени изменения интенсивности линий на рентгенограммах.
В строительных конструкциях и в машиностроении инженерными расчетами определяют только напряжения первого рода.
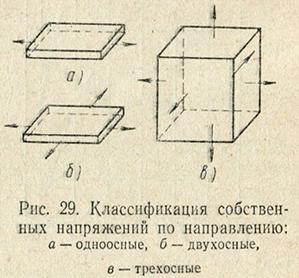
По направлению в теле собственные напряжения (рис. 29) могут быть одноосными — линейными, двухосными — плоскостными и трехосными — объемными.
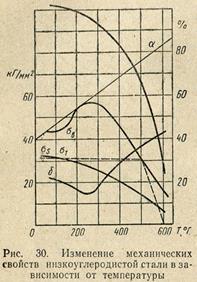
При рассмотрении процесса возникновения деформаций при сварке следует учитывать, что в процессе охлаждения стали изменяются ее физические и механические свойства (рис. 30).
Классификация сварочных деформаций. Сварные конструкции в результате появления упруго-пластических деформаций в сварных соединениях могут изменить свои размеры и претерпеть общие деформации. Последние могут быть продольными и поперечными, деформациями изгиба, скручивания и потери устойчивости.
В результате продольных и поперечных деформаций происходит сокращение элементов по длине и ширине. Эти деформации образуются при симметричной укладке сварных швов.
Деформации изгиба образуются при несимметричном расположении сварных швов в конструкциях и сопровождаются продольным сокращением элементов — продольной усадкой швов и поперечным сокращением — поперечной усадкой швов. Этот вид деформации в практике встречается довольно часто.
Деформации скручивания образуются вследствие несимметричного расположения швов в поперечных сечениях элементов и встречаются относительно редко.
Деформации потери устойчивости вызываются сжимающими напряжениями, которые образуются в процессе нагревания и остывания изделий.
Деформации и напряжения при сварке стыковых соединений. По продолжительности сварочные напряжения бывают технологические и остаточные. Первые возникают во время сварки (в процессе изменения температуры), вторые — после окончания сварки и полного охлаждения изделия. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные поперек оси шва, линейные сварочные напряжения (рис. 31).

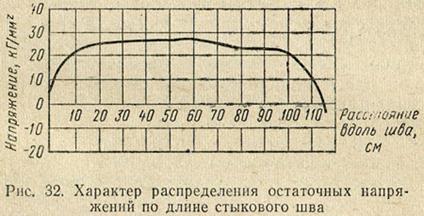
Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести (рис. 32).
При сварке встык продольное сокращение шва вызывает не только продольные, но и поперечные напряжения, поскольку деформированные («изогнутые») листы стремятся распрямиться. Поэтому в средней части сваренных листов возникают напряжения растяжений, а по краям — напряжение сжатия.
При разработке технологического процесса сварки обязательно следует учитывать поперечную и продольную усадку шва. При сварке металла толщиной до 6 мм главным образом возникают значительные деформации, а остаточные напряжения бывают небольшими.
Деформации и напряжения при сварке тавровых соединений. В сварных конструкциях, имеющих тавровое сечение (состоящих из двух листов), под влиянием продольных и поперечных напряжений и укорочений стенка и пояс тавра деформируются, тавр изгибается по длине. Величина таких деформаций зависит от соотношения размеров стенки и пояса, последовательности наложения сварных швов, величины погонной энергии, условий закрепления таврового сечения и т. д. Чем тоньше пояс и больше ширина вертикальной стенки, тем больше продольные напряжения сварного тавра.
В рассмотренных выше примерах сварки стыковых соединений и тавровых сечений отмечены лишь деформации, происходящие в плоскости свариваемого элемента. Кроме деформаций в плоскости соединяемых элементов, возникают также и деформации свариваемых листов из плоскости, которые называются угловыми деформациями (рис. 33).

На величину угловых деформаций (угол β) влияют размер свариваемых листов, угол раскрытия шва а (чем он меньше, тем меньше деформация), закрепление, количество проходов и т. д. Листы необходимо закреплять как можно ближе к сварному шву. Расстояние крепления от шва при сварке тонких листов должно быть равно 3 — 6-кратной ширине шва. Крепления, расположенные на значительном расстоянии от шва, практически не оказывают влияния на конечные угловые деформации.
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

