Влияние магнитного поля и ферромагнитных масс на сварочную дугу
В сварочной дуге столб дуги можно рассматривать как гибкий проводник, по которому проходит электрический ток и который под действием электромагнитного поля может изменять свою форму. Если будут созданы условия для взаимодействия электромагнитного поля, возникающего вокруг сварочной дуги, с посторонними магнитными полями, с собственным полем сварочной цепи, а также с ферромагнитными материалами, то в этом случае наблюдается отклонение дугового разряда от первоначальной собственной оси. При этом иногда нарушается и сам процесс сварки. Это явление получило название магнитного дутья.
 Рассмотрим несколько примеров, показывающих воздействие внешнего магнитного поля на сварочную дугу.
Рассмотрим несколько примеров, показывающих воздействие внешнего магнитного поля на сварочную дугу.
1. Если вокруг дуги создано симметричное магнитное поле, то дуга не отклоняется, так как созданное поле оказывает симметричное действие на столб дуги (рис. 19, а).
2. На столб сварочной дуги действует несимметричное магнитное поле, которое создается током, протекающим в изделии; столб дуги при этом будет отклоняться в сторону, противоположную токопроводу (рис. 19,6).
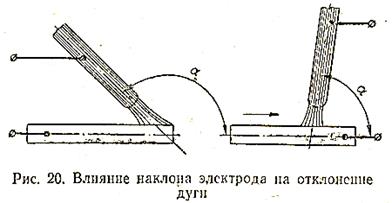
Существенное значение имеет и угол наклона электрода, который также вызывает отклонение дуги (рис, 20).
Сильным фактором, действующим на отклонение дуги, являются ферромагнитные массы: массивные сварные Изделия (ферромагнитные массы) имеют большую магнитную проницаемость, чем воздух, а магнитные силовые линии всегда стремятся пройти по той среде, которая имеет меньшее сопротивление, поэтому дуговой разряд, расположенный ближе к ферромагнитной массе, всегда отклоняется в ее сторону (рис. 21).
Влияние магнитных полей и ферромагнитных масс можно устранить путем изменения места токоподвода, угла наклона электрода, путем временного размещения ферромагнитного материала для создания симметричного поля и заменой постоянного тока переменным.


Источник: Электросварка. В. П. Фоминых А. П. Яковлев
http://tehinfor.ru/s_14/svarka_7.html
Вопрос12
Спецодежда сварщика.
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдается бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку — не заправляя в брюки. Карманы куртки должны закрываться клапанами, чтобы избежать попадания расплавленного металла. Куртка должна застегиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь — на резиновой подошве. В холодное время года разрешается надевать валенки.
ИНСТРУМЕНТ, ПРИНАДЛЕЖНОСТИ
Инструментом и принадлежностями электросварщика являются: электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента.
 Электрододержатель — один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.
Электрододержатель — один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.

Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Для ручной дуговой сварки существуют несколько типов электрододержателей (рис.8). В некоторых из них для безопасности работы сварщика в момент прекращения процесса сварки предусмотрено либо ручное, либо автоматическое отключение тока. Один из таких электрододержателей показан на рис. 9. Ои состоит из губки 1 для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 8. На оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном - двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски (рис. 10) применяются для предохранения глаз и кожи лица сварщиков от вредного влияния электрических лучей и брызг расплавленного металла. Их изготовляют из легкого токонепроводящего материала (фибра, спецфанера). Вес щитка или маски не должен превышать 0,6 кГ. За процессом сварки наблюдают через специальные стекла, изготовляемые по ГОСТ 9497—60 (марка ТС-3). Темные стекла - светофильтры марки Э-1 применяют при величине тока до 70 а, Э-2 — при величине тока до 200 а, Э-3 — при величине тока 400 а и Э-4 — при величине тока больше 400 а. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом.

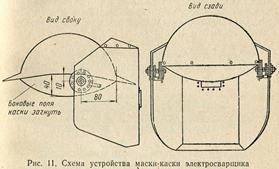
Для работы в монтажных условиях лучше применять каску-маску (рис. 11), которая также надежно защищает голову от падающих сверху предметов и удобна в эксплуатации как в летнее, так и в зимнее время.
Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марок ПРН и ПРГН. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
В табл. 1 приведены данные по выбору сечения гибких сварочных проводов.
Таблица 1







