Очевидно, что между японским и западным подходом к контролю качества существует ряд принципиальных различий.
1. Деятельность менеджера, отвечающего за КК на Западе, часто носит чисто технический характер, при этом высший менеджмент оказывает слабую поддержку работе с людьми и организации труда. Менеджер по контролю качества редко поднимается по служебной лестнице достаточно высоко, чтобы поддерживать тесный и постоянный контакт с высшим руководством, а без этого сложно сделать контроль качества одной из важнейших целей работы компании.
2. Неоднородный состав рабочей силы и антагонистические отношения между рабочими и менеджментом на Западе часто мешают руководству осуществить изменения, направленные на рост производительности и контроль качества. Для сравнительно однородного населения Японии характерны большее единообразие образовательного уровня и относительное единство мировоззрения, что упрощает отношения между рабочими и руководством.
3. Инженеры на Западе обладают профессиональными знаниями в области контроля качества и других методов организации производства, но остальным сотрудникам они редко доступны. В Японии проводится огромная работа, чтобы донести такие знания до всех, включая производственных рабочих, что повышает их способность решать текущие проблемы.
4. Высший менеджмент японских компаний принимает активное участие в TQC, и поэтому эта концепция становится не просто обязанностью отдельных менеджеров, а превращается в общее дело. TQC означает, что работы по КК затрагивают людей, организацию, «железо» и «бумагу».
5. В Японии действует следующий принцип: «Контроль качества начинается с обучения и заканчивается обучением». Поэтому высший менеджмент, менеджеры среднего звена и рабочие регулярно обучаются.
6. В Японии мероприятия по контролю качества осуществляют малые группы добровольцев внутри компании, использующие при этом специальные статистические инструменты TQC. Один из примеров деятельности такого рода — кружки КК, на которые приходится от 10 до 30% общего объема работ менеджмента в области контроля качества. Кружки — очень важная составляющая системы контроля качества, но не следует преувеличивать их значение, поскольку ничто не может заменить продуманной общей программы компании по TQC.
7. В Японии есть несколько организаций, которые активно содействуют TQC в государственном масштабе. Примерами могут служить JUSE (Union of Japanese Scientists and Engineers), Japan Management Association, Japan Standard Association, Central Japan Quality Control Association и Japan Productivity Center. На Западе аналогичных организаций очень мало.
Каору Исикава, президент Musashi Institute of Technology и заслуженный профессор Токийского университета в отставке, сыграл решающую роль в формировании движения контроля качества и кружков КК. Он перечисляет шесть особенностей движения TQC в Японии:
1. TQC в масштабах всей компании с участием всех сотрудников.
2. Упор на образование и обучение.
3. Деятельность кружков КК.
4. Аудиты TQC (например аудит президента компании и премии Де-минга).
5. Применение статистических методов.
6. Поощрение TQC в национальном масштабе.
Можно лучше понять концепцию TQC, если ознакомиться с некоторыми ключевыми высказываниями, которые выдержали испытание временем и часто цитируются теми, кто занимается этим вопросом в Японии. Давайте обратимся к некоторым из них.
Говорите с данными
TQC делает упор на использование данных. Каору Исикава в своей книге Japanese Quality Control (на японском) пишет: «Нам надо говорить с фактами и данными, — и далее добавляет: — Когда вы видите данные, усомнитесь в них! Когда вы видите измерительный прибор, усомнитесь в его показаниях! Когда вы видите результаты химического анализа, не доверяйте им!» Далее он напоминает читателям, что существуют ложные данные, ошибочные данные и вещи, которые нельзя измерить.
Даже если вы располагаете правильными данными, они бесполезны, если используются некорректно. Умение компании их собирать и применять может стать определяющим фактором успеха или провала.
В большинстве компаний работу с претензиями потребителей и продукцией, имеющей дефекты, поручают новичкам, считая ее не самой важной. Президент Yokogawa-Hewlett-Packard Кэндзо Сасаока говорит: «На самом деле эту миссию следует возлагать на талантливых молодых инженеров, поскольку она предоставляет ценнейшую возможность наладить обратную связь с потребителем и улучшить изделие».
Проблема в том, что даже если ценная информация доступна, мало кто берет на себя труд использовать ее надлежащим образом. Одержимые погоней за сиюминутной выгодой, большинство менеджеров часто забывают о потребителе. Для них жалобы покупателей — просто досадная помеха. В результате они лишаются блестящей возможности собрать информацию и предоставить ее тем, кто может извлечь из нее пользу. Обмен информацией между руководителями столь же важен, как ее сбор и обработка. Там, где сбор, обработка, распространение и использование информации хорошо налажены, всегда есть возможности для совершенствования. Система сбора и оценки данных для программы TQC/кайдзен — вопрос первостепенной важности.
Чтобы разработать изделие, которое удовлетворит потребителей, сведения об их запросах должны собирать, прежде всего, те, кто занимается продажами и маркетингом, и отчасти персонал, работающий в отделе рекламаций. Затем эти данные передаются в конструкторское бюро, технологический и производственный отделы. Разработка новой продукции требует, чтобы в сферу TQC были включены разные отделы, связанные эффективной сетью коммуникаций. В поддержку TQC в Японии были разработаны различные системы, инструменты и методы, включая межфункциональные оргструктуры, диаграммы систем и структурирование качества.
Сначала качество, а не прибыль
Пожалуй, это высказывание лучше всего выражает сущность TQC и кайд-зен, поскольку в нем отражено стремление к качеству ради качества и кайд-зен ради кайдзен. Как уже говорилось выше, TQC включает такие составляющие, как обеспечение качества, снижение затрат, эффективность, соблюдение дисциплины поставки и безопасность. «Качество» понимается здесь как совершенствование всех перечисленных аспектов. Японские менеджеры пришли к выводу, что стремление к совершенствованию ради совершенствования — самый надежный путь повышения конкурентоспо-
собности компании. Если вы заботитесь о качестве, прибыль позаботится о себе сама.
Профессор Musashi Institute of Technology Масумаса Имидзуми утверждает, что основные элементы, которыми надо управлять, это качество (продукции, работ и услуг), количество, поставки (время), безопасность, затраты и мораль сотрудников. Он продолжает:
«Менеджеры любого уровня ответственны за надлежащее управление этими элементами. Предприятие процветает, только если потребители, приобретающие его продукцию или услуги, удовлетворены. Потребители могут быть удовлетворены или не удовлетворены качеством продукции или услуг. Иными словами, единственное, что предприятие может предложить потребителю, это качество. Все остальные показатели связаны с внутренним управлением. Таков первый смысл слов "сначала качество".
Я не сторонник идеи изготовления высококачественных изделий по низкой цене и в больших количествах на первых этапах деятельности предприятия. Само собой, это конечная цель TQC. Однако я предлагаю в качестве первого шага начать с производства высококачественной продукции, и затем переходить к повышению производительности и снижению затрат. С самого начала мы должны придерживаться технологий и методов, которые позволят создать продукцию, удовлетворяющую потребителей, и на этом этапе следует пренебречь такими факторами, как затраты, объемы производства и производительность. Лишь после того, как технология отработана, мы можем переходить к следующей фазе производства конкурентоспособной продукции по низкой цене и в большом количестве, не жертвуя при этом качеством. Это второй смысл слов "сначала качество"».
Управляйте предыдущим процессом
Уделяя первоочередное внимание данным и процессам, а не результатам, TQC поощряет людей обращаться в поисках причин проблем к предыдущему процессу в производственной линии. Совершенствование требует, чтобы мы всегда знали, что поступит с предыдущего процесса. Те, кто решают производственные проблемы, задают вопрос «почему?» не единожды, а пять раз. Часто первый ответ не выявляет коренной причины проблемы. Задавая вопрос почему несколько раз, можно выявить цепочку обстоятельств, одно из которых, как правило, и будет ключевым.
Тайити Оно, бывший вице-президент Toyota Motor, однажды привел следующий пример выявления действительной причины остановки станка.
Вопрос 1: Почему остановился станок?
Ответ 1: Потому что из-за перегрузки перегорел предохранитель.
Вопрос 2: Почему возникла перегрузка?
Ответ 2: Потому что смазка подшипника была недостаточной.
Вопрос 3: Почему смазка была недостаточной?
Ответ 3: Из-за неисправности смазочного насоса.
Вопрос 4: Почему неисправен насос?
Ответ 4: Потому что износилась его ось.
Вопрос 5: Почему она износилась?
Ответ 5: Потому что в смазке встречаются загрязняющие примеси.
Повторив почему пять раз, удалось выявить настоящую причину, а следовательно, принять правильное решение: оснастить смазочный насос фильтром. Если бы рабочие не задали все перечисленные вопросы, они, скорее всего, ограничились бы промежуточной контрмерой, заменив предохранитель.
Следующий процесс — ваш потребитель
В старину деревенский корзинщик знал каждого, кто приходил покупать его товар. Среди них были жена его соседа, друзья и дальние родственники. Ему и в голову не приходило продать кому-нибудь из них корзину с дырявым дном. В современную эпоху массового производства потребитель превратился в нечто абстрактное, и тот, кто производит продукцию, не знает, да и не задумывается о том, кто ее купит. Потребитель тоже не знает того, кто изготовил товар. Процесс стал обезличенным. Возможно, продавец воздержится от продажи корзины с большой дырой. А если дырочка маленькая? Что ж, caveat emptor.
Проблему усугубляет тот факт, что производят и продают продукцию разные люди. Когда рабочий, который производит сборку автомобиля, не затягивает, как положено, болты и гайки, последствия такой работы заметны не сразу. Какая разница, хорошо затянут болт или нет? Однако если тот, кто выполняет следующую операцию над тем же автомобилем, воспринимается как потребитель, проблема персонифицируется, и вопрос, затянут болт или нет, становится важным.
Если качество надо и поддерживать, и улучшать в ходе производственного процесса, то нужен беспрепятственный обмен информацией между всеми его участниками на всех стадиях производства. Часто отношениям между рабочими свойственны групповщина и соперничество, особенно между теми, кто выполняет смежные операции. Следует позаботиться о формировании чувства локтя и сплоченности всех участников производственного процесса.
Тридцать лет назад Каору Исикава столкнулся с этой проблемой, работая консультантом в Nippon Steel. Как-то раз он обследовал поверхностные царапины, обнаруженные на некоторых стальных листах. Когда Исикава предложил инженеру, отвечавшему за данный процесс, чтобы его команда обсудила этот вопрос с инженерами, которые работали на следующем процессе, тот ответил: «Вы хотите сказать, что мы должны решать эту проблему вместе с нашими врагами.» На это Исикава возразил: «Вы не должны видеть в них своих врагов. Вы должны воспринимать того, кто отвечает за следующий процесс, как потребителя. Вам следует ежедневно общаться со своим потребителем, проверяя, доволен ли он вашей продукцией». Но инженер не уступал: «Как я могу пойти на это? Если я покажусь в их цехе, они подумают, что я пришел шпионить за ними!»
Этот случай заставил Исикава произнести ставшую знаменитой фразу: «Следующий процесс — ваш потребитель». Концепция помогла инженерам и рабочим в цехе понять, что потребители их продукции — не только те, кто покупает конечный продукт, но и те, кто выполняет следующий процесс, принимая у них работу. Такое понимание, в свою очередь, привело к официальному обязательству никогда не отправлять тому, кто выполняет следующую операцию, дефектные детали, что позднее было закреплено в системе канбан и концепции «точно вовремя». С самого начала непростая задача выработки отношения к рабочим из соседнего цеха как к потребителям потребовала откровенного признания проблем на своем рабочем месте и стремления отдать все силы их решению. Сегодня эта концепция применяется и в делопроизводстве.
Таким образом, для инженера-конструктора потребители — те, кто работают в цехах. А, следовательно, он должен учитывать нужды производственников при разработке новой продукции, принимая во внимание такие моменты, как возможности имеющегося оборудования и наличие сырья. По аналогии, потребителями для клерка будут те, кто получает оформленные им документы. Таким образом, обеспечение качества для того, кто потребляет результаты труда на очередном этапе производства, позволяет обеспечить и качество конечного продукта.
TQC ориентирован на потребителя, а не на производителя
TQC получил название «вписаться в рынок (market-in)» в противовес концепции «сбыть продукт ("product-out")». Эта система, применяемая на разных стадиях процесса производства, в конечном счете, ориентирована на потребителя. Вот почему деятельность по TQC сместила акценты с поддержания качества в ходе производственного процесса на закладку качества будущей продукции, удовлетворяющей запросам потребителя, на стадиях ее разработки и проектирования.
Эта аксиома, по-видимому, одна из самых важных составляющих TQC. Все действия, связанные со всеобщим контролем качества, в Японии проводятся с учетом нужд потребителя. И все же некоторые менеджеры по-прежнему склонны рассматривать продукцию, прежде всего, сквозь призму своих проблем. Очень часто они принимают схему производства новых товаров, лишь ориентируясь на имеющиеся в их распоряжении финансовые средства, технологию и производственные мощности. Такая продукция удовлетворяет потребность компании в расширении производства, и менеджеры суеверно скрещивают пальцы, надеясь, что она будет пользоваться спросом.
Восприятие того, кто выполняет следующий процесс, как потребителя, означает, что его нельзя подводить. Если внутренний потребитель получает бракованную продукцию или некачественные услуги, страдать будет вся дальнейшая производственная цепочка. Обычно проблема осложняет жизнь не тому, кто ее создал, а тому, кто принимает его работу, отражаясь далее на всех, вплоть до конечного потребителя.
Ориентация TQC на потребителя проявляется и в том, как определяют его многие японские компании. Так, Komatsu разъясняет цель TQC как «удовлетворение потребителей Komatsu во всем мире путем рациональных и экономных исследований, разработок, продаж и обслуживания».
Применяя концепции TQC, японские компании создали систему разработок, проектирования, производства и обслуживания продукции, конечная цель которой — удовлетворение потребителя. Именно в этом секрет популярности японских товаров среди покупателей всего мира. Однако как у нас в стране, так и за рубежом все еще слишком много компаний, где высший менеджмент признает концепцию удовлетворения потребителей лишь на словах, но не имеет системы для достижения этой цели.
Сомнение в готовности большинства западных продавцов прислушиваться к потребителю остается и сегодня. Недавно кто-то процитировал слова представителя европейской компании по розничной торговле бытовой техникой: «Когда к нам приходит менеджер по продажам из Японии, он задает самые разные вопросы, пока не поймет, что нам действительно нужно. Но стоит взглянуть на европейского менеджера по продажам, как понимаешь, что вся его речь сводится к тому, чтобы выставить нас идиотами. Если мы предъявляем претензии, он всегда старается убедить нас в том, что мы не правы».
Другой важный аспект — это как определить потребителя. Например, кто потребители для производителя компонентов автомобильных шин? Верно, он продает свои изделия производителю шин и поэтому должен внимательно прислушиваться к его требованиям. Но тогда как быть с автомобильной компанией, которая покупает шины у их производителя, или с тем, кто приобретает машину у автомобильной компании? Можно ли считать, что все они тоже потребители для того, кто делает компоненты шин? Часто такие разные клиенты и фирмы предъявляют различные требования к качеству.
Определение потребителя — прерогатива высшего менеджмента, поскольку это решающий фактор при установлении показателей качества, которые должна иметь продукция, чтобы удовлетворить покупателя.
Ниже приводится пример того, как служащие усовершенствовали процесс приема телефонных звонков, уделяя пристальное внимание нуждам клиентов.
КОНКРЕТНАЯ СИТУАЦИЯ:
СОКРАЩЕНИЕ ВРЕМЕНИ ОЖИДАНИЯ КЛИЕНТОВ ПРИ ПРИЕМЕ ТЕЛЕФОННЫХ ЗВОНКОВ
Это история о программе контроля качества, которая была внедрена в главном офисе одного крупного банка, куда ежедневно звонят около 500 клиентов. Опросы свидетельствуют о том, что абонент обычно начинает раздражаться, если после пятого гудка никто не снимает трубку, и часто больше не звонит в такую компанию. Напротив, незамедлительный ответ после второго гудка вызывает у клиента позитивные ощущения и стимулирует его желание вести дела по телефону.
1. Выбор темы. Прием телефонных звонков был выбран в качестве объекта КК по следующим причинам: 1) прием телефонных звонков определяет первое впечатление, которое компания производит на клиента; 2) эта проблема созвучна девизу компании в отношении телефонных звонков: «Не заставляй клиента ждать и переключай его на другого сотрудника лишь в самом крайнем случае» и 3) этот же вопрос встает в связи с проводимой на уровне всей компании программы по повышению всеобщей взаимной доброжелательности и приветливости.
Прежде всего, персонал обсудил, почему существующая система ответа на телефонные звонки заставляет абонентов ждать. Рис. 3.1 наглядно демонстрирует распространенную ситуацию, в которой звонок от клиента Б поступает в то время, когда оператор отвечает клиенту А. Давайте посмотрим, почему клиент вынужден ждать.

Рис. 3.1. Почему клиент вынужден ждать
На этапе 1) оператор принимает звонок клиента, но из-за недостатка опыта не знает, с кем его соединить. На этапе 2) возможно, адресат не может ответить на звонок сразу, потому что его нет на рабочем месте, и никто не может его заменить. В результате оператору приходится переключать клиента на другого специалиста, извиняясь за задержку.
2. Диаграмма причин и результатов и анализ ситуации. Чтобы понять ситуацию в полной мере, члены кружка решили провести обследование абонентов, которые в ответ на свой звонок слышали более пяти гудков. Методом мозгового штурма составили перечень факторов и представили их в виде диаграммы (см. рис. 3.2). Затем операторы на протяжении 12 дней, с 4 по 16 июня, вели контрольные листки, включавшие несколько позиций, чтобы подсчитать результаты (см. рис. 3.3).
3. Результаты анализа ситуации, отраженные в контрольных листках.
Данные контрольных листков неожиданно показали, что ситуация «Только один оператор (напарник находится за пределами офиса)» возглавила список с большим отрывом и в общей сложности имела место 172 раза. В этом случае оставшемуся сотруднику приходилось принимать слишком большое число звонков при высокой нагрузке на телефон. В среднем число клиентов, которым приходилось подолгу ждать ответа на звонок, было равно 29,2, что составляло 6% ежедневного числа звонков (см. рис. 3.4 и 3.5).;
4. Постановка задачи. После бурного, но плодотворного обсуждения сотрудники решили в рамках программы КК поставить задачу свести число ждущих абонентов к нулю. Иначе говоря, все входящие звонки должны приниматься незамедлительно, чтобы клиент не испытывал неудобств.
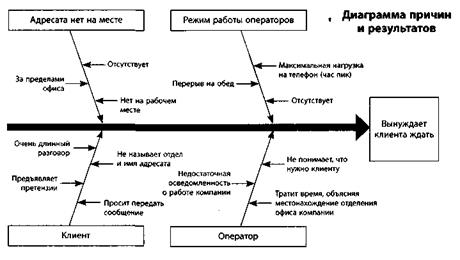
Рис. 3.2. Что вынуждает клиента ждать

Рис. 3.3. Контрольный листок — разработан для выявления проблем

Рис. 3.4 Причины, по которым телефонным абонентам приходится ждать

Рис. 3.5. Причины, по которым телефонным абонентам приходилось долго ждать (диаграмма Парето)
|
| Причины, вынуждающие
абонента ждать
| Всего
| В среднем в день
|
До
| После
| До
| После
|
| А
| Только один оператор (напарник находится за пределами офиса)
|
|
| 14,5
| 1,2
|
| В
| Адресата нет на месте
|
|
| 6,1
| 1,4
|
| С
| В отделе, который должен ответить на звонок, никого нет
|
|
| 5,1
| 1,7
|
| D
| Не названы отдел и имя адресата
|
|
| 1,6
| 0,3
|
| Е
| Расспросы о местонахождении отделения офиса
|
|
| 1,3
| 0,2
|
| F
| Прочие
|
|
| 0,8
|
|
| Всего
|
|
| 29,2
| 4,8
|
Период: 12 дней, с 17 по 30 августа.
Рис. 3.6. Результаты КК (сравнение показателей до и после принятия мер)
Проблемы были сгруппированы в зависимости от причин возникновения и представлены в порядке, соответствующем потраченному времени. Это иллюстрирует гистограмма. За 100% принято общее число звонков, ответы на которые занимали слишком много времени.

Рис. 3.7. Эффект от мер по КК (диаграмма Парето)
5. Принятые меры.
1) Операторы стали обедать в три смены, чтобы на рабочем месте постоянно присутствовало не менее двух человек.
До того как было принято это решение, люди обедали в две смены, и когда кто-то из операторов уходил в столовую, на рабочем месте оставался один сотрудник. Однако поскольку проведенное исследование выявило, что именно это было основной причиной, заставляющей клиентов ждать на линии, компания перевела из другого отдела еще одного оператора для приема телефонных звонков.
2) Всех сотрудников попросили оставлять сведения о том, где они находятся, когда покидают свое рабочее место.
Целью этого правила было упростить работу оператора, если адресата нет на рабочем месте. Новая программа была доведена до сведения сотрудников во время регулярно проводимых утренних собраний, и всех в компании попросили помочь в ее реализации. Дополнительно в офисе были расклеены объявления, которые уведомляли о принятии новых мер.
3) Составили справочник, содержащий список сотрудников с указанием их обязанностей.
Был разработан специальный журнал, призванный помочь операторам, которые не могли знать в подробностях круг обязанностей каждого сотрудника и не всегда представляли, с кем соединить клиента.
6. Подтверждение результатов. Хотя ожидание ответа не было сведено к нулю, по всем пунктам наблюдалось значительное улучшение ситуации, что показано на рис. 3.6 и 3.7. Показатели главной причины задержек «Только один оператор (напарник находится за пределами офиса)» упали с 172 случаев в течение контрольного периода до 15 при повторной проверке.
TQC начинается с обучения и заканчивается обучением
Введение TQC в Японии неизменно начинается с программы обучения всех менеджеров и рабочих. Это естественным образом вытекает из концепции встраивания качества в людей. Когда одна из ведущих японских строительных компаний Kajima в 1978 г. начала работы по TQC, ее первоочередной задачей было разработать образовательные программы для обучения всех 16000 служащих компании за три года. Обнаружив, что отправка менеджеров на публичные семинары и приглашение лекторов со стороны не позволяют обучить всех сотрудников, фирма разработала специальные видеокурсы по TQC, которые транслировались через 110 внутренних видеотерминалов.
Основной целью всех этих разнообразных обучающих программ было постепенное формирование у всех служащих TQC-мышления, что означало переворот в их сознании. Для каждого организационного уровня Kajima разработала отдельный курс, и в течение трех лет каждый сотрудник проходил специальную подготовку. Одновременно компания отобрала 800 лидеров КК и создала собственные учебники для внутреннего пользования.
Поскольку согласно этой концепции выполняющий следующую технологическую операцию рассматривается как потребитель, TQC естественным образом распространяется на смежные бизнес-единицы (процессы) и далее, вплоть до самого конца. Поэтому TQC охватывает все организационные уровни по вертикали — от высшего менеджмента к менеджерам среднего звена, от менеджера среднего звена к мастерам, от мастеров к штатным рабочим, от штатных рабочих к рабочим, занятым неполный день. По этой же причине он распространяется по горизонтали — от поставщика, с одной стороны, до конечного потребителя, с другой.
Во многих компаниях в работе кружков КК участвуют и рабочие, занятые неполный день, поскольку решить проблемы компании можно лишь в том случае, если в этом задействованы все. На практике такие сотрудники часто становятся наиболее активными и энергичными членами кружков КК и подают много полезных предложений.
Межфункциональный менеджмент способствует кайдзен
Концепция управления предыдущим процессом означает, что TQC следует распространить на поставщиков и субподрядчиков, чтобы повысить качество сырья и материалов. Поскольку TQC предполагает снижение затрат, обеспечение качества, управление объемами производства и другие сферы, он положил начало концепции межфункционального менеджмента. В соответствии с ней различные подразделения должны вместе координировать свои действия. Это горизонтальное распространение стратегии.
TQC охватывает разные уровни менеджмента и разные подразделения. Его участники не изолированы друг от друга. Он способствует взаимопониманию и сотрудничеству. Дух TQC заразителен.
«Ломайте барьеры между подразделениями!» — весьма популярная фраза, которую часто повторяют в компаниях, внедряющих концепцию. В особенности это актуально в фирмах, которые страдали от внутренней борьбы и знают, как неблагоприятно сказывается такая вражда на качестве, затратах и дисциплине поставок. Поэтому такие компании обычно начинают практиковать межфункциональный менеджмент, который разрушает барьеры между подразделениями. Это не значит, что отдельные подразделения должны быть слабыми. Напротив, чтобы в полной мере извлечь выгоду из межфункционального менеджмента, каждый отдел должен быть достаточно сильным.
По мере того как TQC охватывает одно подразделение за другим, способствуя укреплению горизонтальной и вертикальной взаимосвязи разных организационных уровней, он способствует развитию коммуникации в масштабе всей компании. Среди многих его преимуществ выделим совершенствование контактов, более эффективный обмен данными между разными организационными уровнями и обратную связь. TQC не только сплачивает людей вокруг общих целей, он делает акцент на ценности информации.
3.3 Следуйте циклу PDCA (Развитие концепции колеса Деминга)
Деминг подчеркивал важность тесной взаимосвязи между исследованиями, проектированием, производством и продажами. Лучшее качество, удовлетворяющее потребителей, обеспечивается непрерывным чередованием этих четырех стадий, служа при этом основным критерием. Позднее концепция непрерывно вращающегося колеса Деминга распространилась на все уровни управления, и четыре фазы поворота колеса стали рассматриваться в связи с конкретными действиями руководства (см. рис. 3.8).
 Проектирование Планируй Проектирование изделия соответствует этапу планирования
Проектирование Планируй Проектирование изделия соответствует этапу планирования
 Производство Делай Производство соответствует созданию, изготовлению или доработке изделия, подготовленного проектировщиками
Производство Делай Производство соответствует созданию, изготовлению или доработке изделия, подготовленного проектировщиками
Продажи Проверяй Показатели продаж позволяют узнать, удовлетворен ли потребитель
Исследования Воздействуй В случае предъявления претензий их следует учесть на этапе планирования и принять меры, перед тем как переходить к следующему этапу работ. Под словом «воздействуй» понимается действие, направленное на совершенствование
Рис. 3.8. Взаимосвязь колеса Деминга с циклом PDCA
Японские менеджеры, таким образом, переработали колесо Деминга и назвали его циклом PDCA, сделав применимым к любым стадиям и ситуациям (см. рис. 3.9). Цикл PDCA — это последовательность действий, направленных на совершенствование. Он начинается с изучения текущей ситуации, во время которого собираются данные, которые используются для разработки плана совершенствования. Когда такой план подготовлен, его реализуют. Затем смотрят, что получилось, и достигнуты ли ожидаемые улучшения. Если опыт удался, заключительным этапом будет методологическая стандартизация, которая должна обеспечить постоянное использование новых методов, чтобы улучшение обрело устойчивый характер.
На ранних стадиях применения концепции колеса позиция «проверяй» означала анализ результатов труда рабочих контролерами, а позиция «воздействуй» — корректирующие меры, которые предпринимались при обнаружении ошибок или брака. Таким образом, исходная концепция PDCA базировалась на разделении труда между мастерами, контролерами и рабочими. Однако в ходе ее применения в Японии вскоре обнаружилось, что если PDCA нацелено лишь на корректировку результатов, то этого явно недостаточно. В результате появилась новая концепция PDCA, показанная на рис. 3.10.

Рис. 3.9. Исходный цикл PDCA

Рис. 3.10. Исправленный и дополненный PDCA-цикл
К сожалению, антагонистическая природа производственных отношений в Европе и США ведет к жесткому распределению функций. В результате сформировался цикл, который можно назвать PDCF-циклом (см. рис. 3.11).
На Западе в очень многих ситуациях действие «F» применяется при предельных значениях Р-критериев, и решение об увольнении рабочих и менеджеров принимается быстро и без колебаний.
В исправленной и дополненной версии цикла PDCA, представленной на рис. 3.10, первый пункт означает планирование совершенствования текущей
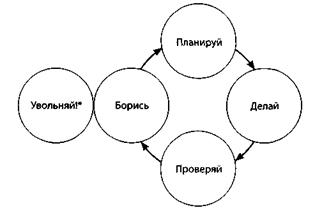
Рис. 3.11. Западный PDCF-цикл
практики с помощью статистических инструментов, таких, как семь инструментов КК, включающих диаграммы Парето, диаграммы причин и результатов, гистограммы, контрольные карты, диаграммы разброса, графики и контрольные листки (объяснение этих терминов см. в Приложении Е). «Делай» означает внедрение разработанного плана; «проверяй» — выяснение, удалось ли добиться желаемых улучшений, а «воздействуй» — предотвращение рецидивов и закрепление усовершенствований в качестве новой практики, подлежащей дальнейшему совершенствованию. Цикл PDCA повторяется вновь и вновь. Как только сделано очередное усовершенствование, оно немедленно закрепляется в стандарте, для того чтобы стать отправной точкой для дальнейшего совершенствования. Так происходит претворение в жизнь процесса кайдзен.
Таким образом, PDCA понимается как процесс, в ходе которого появляются новые стандарты. Последние, в свою очередь, критически переоцениваются, исправляются, пересматриваются и заменяются новыми и лучшими. В то время как большинство западных рабочих видят в стандарте неизменный эталон, приверженцы PDCA в Японии рассматривают его как стартовую площадку для того, чтобы в следующий раз ту же самую работу выполнить лучше.
В начале главы 1 я говорил о том, что менеджмент в Японии работает в двух направлениях, обеспечивая поддержание и совершенствование. Цикл PDCA — весьма важный инструмент для реализации усовершенствований и обеспечения их устойчивости. Еще до начала его внедрения важно стабилизировать текущие стандарты.
Такой процесс стабилизации часто называют циклом SDCA (Стандартизуй — Делай — Проверяй — Воздействуй). Только когда цикл SDCA работает, мы можем переходить к совершенствованию текущих стандартов при помощи цикла PDCA. Менеджмент должен постоянно следить за согласованной работой SDCA- и PDCA-циклов.
Любой рабочий процесс вначале идет с отклонениями, и его отладка требует определенных усилий. Например, производственная линия, которая должна производить 100 единиц продукции в час, фактически в состоянии производить 95 утром и 90 днем, однако в те или иные дни может выдавать и 105 единиц. Это происходит из-за неустойчивости работы линии. Важно стабилизировать процесс, чтобы приблизить производительность к 100 единицам в час.
Это совершается в ходе цикла SDCA (см. рис. 3.12). Только после того как стандарт установлен и стабильно выполняется, можно переходить к следующей фазе применения PDCA-цикла, чтобы повысить стандарт. То есть, SDCA используется для стабилизации и стандартизации ситуации, a PDCA — для ее совершенствования.

Рис. 3.12. Взаимосвязь циклов SDCA и PDCA с кайдзен и поддержанием
Недавно одно японское предприятие, менеджеры и сотрудники которого увлеченно работали над применением PDCA-цикла в ходе TQC, посетила группа руководящих работников из Франции. Гости услышали, как один из японских менеджеров сказал: «Каждый раз, внедряя что-то новое, мы наблюдаем за тем, как оно работает, проверяем результаты, выявляем и признаем ошибки, которые сделал менеджмент, и потом пытаемся сделать это лучше». Один из гостей сказал: «Но ведь вы начальник. Зачем вам нужно в чем-то каяться?» Концепция кайдзен означает, что каждый, невзирая на звание и должность, должен открыто признавать любые ошибки, которые он сделал, и стараться в следующий раз выполнить работу лучше. Прогресс невозможен, если вы не способны признавать свои просчеты.
Проходя цикл PDCA, менеджеры и рабочие постоянно стремятся завоевать новые высоты. Юдзуру Ито, начальник центра КК Matsushita Electric's, объясняя, почему члены кружков КК все время пытаются усовершенствовать производственный процесс, сказал:
«Любопытный случай, связанный с контролем качества, произошел со мной, когда я работал на заводе по производству телевизоров. В среднем каждый из наших паяльщиков делал на каждой детали 10 паек и обрабатывал 400 деталей в день, что ежедневно составляло 4000 паек. Если считать, что он работает 20 дней в месяц, число паяных соединений за месяц составит 80000. Один цветной телевизор требует примерно 1000 паек. Разумеется, в наши дни пайка в основном выполняется автоматически, но рабочие должны следить за тем, чтобы доля дефектов не превышала одной ошибки на 500 000-1 000 000 соединений.
Те, кто приходил к нам на завод, обычно удивлялись, как паяльщики, выполняя такую монотонную работу, практически не допускали ошибок. Но давайте вспомним другие однообразные действия, которые люди выполняют постоянно, например ходьбу. Мы ходим практически всю жизнь, повторяя вновь и вновь одни и те же движения. Это чрезвычайно монотонное занятие, но вместе с тем есть такие люди, как спортсмены-олимпийцы, которые, упорно тренируясь, приобретают умение ходить быстрее других. Подобным образом мы подходим к контролю качества на нашем заводе.
Есть работа, которая весьма однообразна, но если люди понимают поставленную задачу и мы даем им почувствовать, что они трудятся во имя общей цели, даже монотонные действия выполняются с интересом».
Для убеждения используйте истории контроля качества
TQC применяет сводки статистических данных, которые анализируются для решения проблем. Практики обнаружили, что их предложения и решения весьма убедительны, поскольку опираются на анализ точных данных, а не на интуицию. Отсюда фраза: «Используй истории КК для убеждения».
Истории КК обычно на






