| Типовая операционная технологическая карта ремонта
кольцевых стыков, выполненных ручной дуговой сваркой при устранении дефектов изнутри и снаружи трубы
|
| ОБЪЕКТ
СТРОИТЕЛЬСТВА
| ТИП
ТРУБОПРОВОДА
| ДИАМЕТР
| КИЛОМЕТРАЖ
| СТЫКУЕМЫЕ ЭЛЕМЕНТЫ
| ШИФР КАРТЫ
|
| | Магистральный
нефтепровод
|
|
| Труба и труба
|
|
| Характеристика труб
| Сварочные
материалы
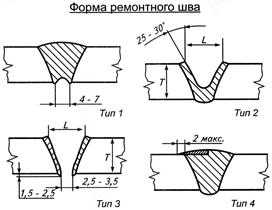
| Форма ремонтного шва
| Предварительный
подогрев
|
| Номер
стандарта
ТУ
| Диа- метр,
мм
| Толщина
стенки,
мм
| Марка
стали,
класс
прочности
| Норматив-
ный предел прочности, МПа
| Эквива-
лент углерода,
%
| Электроды
типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1)
диаметром 2,5 мм (сварка корневого
слоя шва) диаметром 3,2 мм
(сварка корневого и подварочного слоев шва)
Электроды типа Э60 по ГОСТ 9467
(Е8018 по AWS А5.5 [14])
диаметром 3,2/4,0 мм
(сварка заполняющих и облицовочного слоев)
| 
| Предварительный подогрев до 100+30 °С
при любой температуре окружающего
воздуха.
|
|
|
| От 10,0
до 20,0
| К55
|
| Не более 0,43 включительно
|
|
| К56
|
|
|
| К60
|
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Слой шва, выполняемый
при ремонте
| Марка
электрода
| Диаметр,
электрода,
мм
| Полярность
| Сварочный ток,
А
| Конкретные марки аттестованных марок сварочных электродов следует выбирать в соответствии с настоящим документом.
При наличии дефектов суммарной длиной более 530 мм стык должен быть вырезан.
Температура зоны сварки при выполнении первого ремонтного слоя должна быть не менее 100 °С.
Межслойная температура должна составлять не менее 50 °С и не более 250 °С.
Не разрешается повторный ремонт одного и того же дефектного участка.
При ремонте стыков труб необходимо использовать приспособления и механизмы, не нарушающие целостность изоляции. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
После окончания сварки стык следует накрыть термоизолирующим поясом до полного остывания.
Не допускается ремонт трещин.
Направление сварки во всех случаях – снизу-вверх.
Работу на стыке от начала до конца выполняет один сварщик.
Запрещается выплавлять дефекты сваркой.
Ремонтные работы на стыке должны осуществляться без длительных перерывов.
После окончания ремонтных работ проводится повторный 100 % РК отремонтированного участка.
Для выборки дефектов изнутри трубы следует использовать шлифмашинки с рабочим напряжением не более 36 В.
Конкретные марки аттестованных марок сварочных электродов следует выбирать в соответствии с требованиями настоящего документа. Электроды перед использованием должны быть прокалены согласно рекомендаций предприятия-изготовителя, при отсутствии рекомендаций прокаливаются при температуре от 300 °С до 350 °С в течение от 1,5 до 2 ч.
|
| Корневой
(тип 3)
|
| 2,5
(3,2)
| Обратная/
прямая
| От 70 до 90/
(от 80 до 120)
|
| Подварочный
(тип 1)
|
| 3,2
| Обратная
| От 80 до 120
|
| Заполняющие
(тип 2 и 3)
|
| 3,2
(4,0)*
| Обратная
| От 80 до 120
От 120 до 160
|
| Облицовочный (тип 2, 3 и 4)
|
| 3,2
(4,0)*
| Обратная
| От 80 до 120
От 120 до 160
|
| * Электроды диаметром 4,0 мм рекомендуется использовать при выполнении ремонта кольцевых швов труб с толщинами стенок от 15 до 20 мм.
|
| | | | | | | | | | | | | | | | |
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ВЫПОЛНЕНИИ РЕМОНТНЫХ РАБОТ
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
|
| Разметка
ремонти-руемого стыка
| По результатам неразрушающего контроля отметить на стыке место расположения и тип дефекта.
Суммарная длина исправляемых дефектов не должна превышать 530 мм.
Максимальная длина единовременно ремонтируемого участка – 300 мм.
Длина размеченного участка должна превышать размеры исправляемого дефекта не менее, чем на 30 мм в каждую сторону по длине и от 1 до 2 мм по глубине.
| Кольцевой шаблон,
мерный пояс,
шаблон сварщика УШС-3
|
|
| Удаление
дефектов и
подготовка
шва
| Дефекты корневого и подварочного слоев, а также горячего прохода рекомендуется исправлять, как правило, после вышлифовки изнутри трубы (тип 1). При этом ширина вышлифованного участка должна составлять не более 7 мм.
В исключительных случаях при расположении дефектов по оси шва допускается ремонт со сквозным пропилом (тип 3). Зазор при ремонте со сквозным пропилом должен составлять от 2,5 до 3,5 мм.
Дефекты заполняющих и облицовочного слоев шва ремонтируют путем частичной вышлифовки снаружи трубы (тип 2);
Устранить шлифованием дефекты, подлежащие ремонту: поры, шлаковые включения, подрезы изнутри трубы, несплавления, непровары. При этом ширина вышлифованного участка «L» должна составлять от 2 до 4 мм меньше ширины облицовочного слоя шва.
Сошлифовать часть шва в месте подреза или недостаточного перекрытия облицовочного слоя шва (тип 4) таким образом, чтобы после сварки ширина ремонтного шва не вышла за пределы допустимой величины.
| Шаблон сварщика УШС-3,
шлифмашинка,
линейка
|
|
| Подогрев
стыка
| Произвести предварительный подогрев ремонтного участка стыка до 100+30 °С при любой температуре окружающего воздуха.
Замер температуры торцов труб осуществлять не менее, чем в 4 точках по периметру стыка на расстоянии от 10 до 15 мм и от 60 до 75 мм от ремонтного участка сварного шва.
| Подогреватель,
термокарандаш,
контактный термометр
|
|
| Заварка
дефектных
участков
| Выполнить сварку первого ремонтного слоя электродами с основным видом покрытия.
Зачистить первый слой ремонтного шва от шлака и брызг.
Выполнить сварку заполняющих и облицовочного слоев ремонтного участка шва электродами с основным видом покрытия.
Производить послойную зачистку швов от шлака и брызг.
Высота каждого слоя при заварке дефектного участка не должна превышать 3,5 мм.
Выполнить наплавку ремонтного валика в местах подрезов или недостаточного перекрытия кромок облицовочного слоя шва. Допускается увеличение ширины шва в месте выполнения ремонта не более, чем на 2,0 мм.
Выровнять грубые участки поверхности ремонтного шва. Для этой операции рекомендуется применять малогабаритные шлифмашинки. Зачистить прилегающую поверхность труб от брызг.
| Сварочный источник____,
термокарандаш,
контактный термометр,
шлифмашинка,
металлическая щетка,
молоток,
зубило,
напильник
|
| Все операции, в т. ч. не оговоренные в данной операционной технологической карте должны выполняться в соответствии с СП 86.13330.2012 и настоящим документом.
|
| Карта разработана: ___________ /______________________/ – _________________ Дата: «___» _________20___ г.
подпись И. О. Фамилия должность
|








