8.6.1 В процессе сборки и сварки технологических трубопроводов, не связанных с транспортом нефти и нефтепродуктов из труб с силикатно-эмалевым покрытием, необходимо полностью выполнять рекомендации предприятия-изготовителя данных труб, для чего в операционные технологические карты по сварке должны быть внесены специальные указания. При отсутствии специальных требований сварку следует выполнять в соответствии с требованиями настоящего документа.
8.6.2 Торцы труб и соединительных деталей на стадии их подготовки должны быть очищены от загрязнений на расстоянии 100 мм от кромок, обезжирены с помощью ацетона и просушены.
8.6.3 В процессе подготовки труб и соединительных деталей к сборке необходимо производить их подбор таким образом, чтобы отклонения внутренних диаметров стыкуемых труб были минимальными.
8.6.4 На подготовленные притупления и внутренние поверхности концов труб нанести валик из шликера (эмалевой фритты) шириной от 5 до 10 мм, толщиной от 1,5 до
2 мм. Затем просушить шликер с помощью газовой горелки при температуре не более 100 °С (высушенный шликер имеет белый цвет). Допускается нанесение шликера на предварительно нагретые кромки стыков. Состав шликера следует выбирать аналогичным составу эмали труб. При разрушении шликера операцию повторить.
8.6.5 Сборка труб и труб с соединительными деталями должна производиться встык без зазора, на сборочных приспособлениях, центраторах, без рихтовки кромок соединяемых элементов.
8.6.6 Геометрические размеры подготавливаемых кромок свариваемых труб, фасонных деталей и сварных швов должны соответствовать схеме представленной на рисунке 8.1. Фаски труб и соединительных деталей должны иметь угол скоса кромок 30+2,5° и притупление, равное 2+0,5 мм.
 а) геометрические параметры
сварного соединения типа С17Э1
а) геометрические параметры
сварного соединения типа С17Э1
| 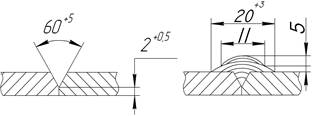 б) геометрические параметры
сварного соединения типа С17Э2 б) геометрические параметры
сварного соединения типа С17Э2
|
Рисунок 8.1 – Геометрические параметры сварных соединений труб с
силикатно-эмалевым покрытием с повышенным усилением
8.6.7 Сборку стыков труб и труб с соединительными деталями следует выполнять с установкой прихваток. Длина прихваток должна быть от 15 до 30 мм, а высота не должны превышать 3,0 мм. Количество прихваток должно быть не менее трех по периметру стыка. Прихватки должны быть тщательно очищены от шлака и подвергнуты внешнему осмотру. Прихватки с недопустимыми дефектами сварки (сплошным проваром, надрывами, порами, трещинами и др.) должны быть удалены абразивным инструментом и выполнены вновь. Начало и конец каждой прихватки должны быть зачищены шлифовальной машинкой (абразивным кругом) до плавного перехода.
8.6.8 В процессе сборки стыков должно быть исключено попадание влаги и других загрязнений в места сопряжения соединяемых элементов. Перед нанесением прихваток следует произвести предварительный подогрев до температуры от 50 °С до 70 °С. Во избежание повреждений нанесенного в заводских условиях внутреннего силикатно-эмалевого покрытия, предварительный подогрев должен проводиться с обязательным контролем температуры.
8.6.9 Процесс сварки должен обеспечивать оплавление ранее нанесенного шликера и сплавление его с основной эмалью трубы за счет регулирования теплового вложения в сварочную ванну.
8.6.10 Зажигание (возбуждение) дуги следует выполнять в разделке кромок сварного соединения или на ранее выполненной части шва. Запрещается возбуждать дугу и выводить кратер на основной металл за пределы разделки кромок.
8.6.11 Ожоги поверхности основного металла сварочной дугой не допускаются. При их появления они должны быть зачищены абразивным инструментом на глубину от 0,3
до 0,5 мм. При этом толщина стенки трубы в месте шлифовки не должна быть выведена за пределы минусового допуска.
8.6.12 Каждый последующий слой многослойного шва следует выполнять после тщательной очистки предыдущего слоя от шлака и брызг металла. Участки шва с порами, трещинами и раковинами должны быть удалены до наложения последующих слоев.
8.6.13 Начало и конец швов надлежит выводить на наплавленный металл при условии тщательного заплавления кратера и последующей его зачистки абразивным инструментом.
8.6.14 Прожоги в процессе наложения первого слоя шва не допускаются.
8.6.15 Геометрические параметры и типы сварных соединений труб с силикатно-эмалевым покрытием представлены на рисунке 8.1.
Тип соединения определяется проектной организацией.
Сварные швы труб выполняемые на подкладке должны соответствовать требованиям настоящего документа (раздел 11).
8.6.16 Сварные соединения труб с силикатно-эмалевым покрытием должны иметь притупление от 2,0 до 2,5 мм, собираться встык без зазора и свариваться ручной дуговой сваркой покрытыми электродами с конструктивным непроваром величиной не более 10 % толщины стенки трубы.
Каждый последующий слой выполняется после остывания предыдущего слоя до температуры от 50 °С до 60 °С.
8.6.17 Швы с повышенным усилением сварного шва должны выполняться с усиливающим валиком в соответствии с рисунком 8.1 (а).
8.6.18 По окончании сварки поверхности швов должны быть очищены от шлака и брызг.
8.6.19 Параметры усиления швов должны быть отмечены в исполнительной схеме с указанием их порядкового номера.
8.6.20 Сварка (прихватка) стыков проводится электродами с основным видом покрытия на постоянном токе обратной полярности. Направление сварки методом – «на подъем». Для труб из сталей класса прочности до К54 следует использовать электроды
типа Э50А по ГОСТ 9467 или типа Е7016 по AWS A5.1 [13]. Режимы ручной дуговой сварки труб с силикатно-эмалевым покрытием приведены в таблице 8.5.
Таблица 8.5 – Режимы ручной дуговой сварки труб с силикатно-эмалевым покрытием
| № п/п
| Сварочные
слои
| Диаметр электрода,
мм
| Сварочный ток, А
|
| Нижнее
положение сварки
| Вертикальное
положение
сварки
| Потолочное
положение сварки
|
|
|
|
|
|
|
|
|
| Первый
корневой
| 2,5/2,6
| От 65 до 75
| От 70 до 80
| От 80 до 90
|
| 3,0/ 3,2
| От 80 до 90
| От 90 до 105
| От 100 до 110
|
|
| Заполняющие
и облицовочные
| 2,5/2,6
| От 70 до 80
| От 70 до 85
| От 80 до 90
|
| 3,0/ 3,2
| От 80 до 90
| От 90 до 100
| От 90 до100
|
8.6.21 Увеличение геометрических размеров швов не является дефектом при условии обеспечения плавного перехода от оси шва к основному металлу.
Требования к организации выполнения сварки








