

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
005-090 Заготовительная
Резка проката или штамповка.
095 – Термическая.
Нормализация.
100 – Токарная
Точить торец с одной стороны (начерно, начисто), точить наружную поверхность до кулачков патрона (начерно), расточить (начерно) на проход отверстие (или сверлить и расточить при отсутствии отверстия в заготовке).
Технологическая база – наружная поверхность и торец (закрепление в кулачках токарного патрона).
Оборудование: аналогично соответствующей операции обработки зубчатого колеса со ступицей.
105 – Токарная.
Точить второй торец (начерно, начисто), точить оставшуюся наружную поверхность (начерно), расточить отверстие под тонкое растачивание или протягивание.
Технологическая база – обработанные часть наружной поверхности и торец.
Оборудование – см. операцию 100.
110 – Плоскошлифовальная.
Шлифовать торцы последовательно с двух сторон.
Технологическая база – торец.
Оборудование: плоскошлифовальный станок.
115 – Алмазно-расточная (вертикально-протяжная).
Расточить (протянуть) отверстие под шлифование.
Технологическая база:
– для алмазно-расточной операции торец и наружная поверхность;
- для протяжной – торец и отверстие.
Оборудование:
- для растачивания токарно-винторезный, токарный одношпиндельный полуавтомат или алмазно-расточной станки;
- при протягивании – вертикально-протяжной станок.
120 – Токарная.
Точить наружную поверхность (начисто).
Одновременно выполняется обработка нескольких заготовок, устанавливаемых на оправке.
Технологическая база – торец и отверстие (на оправке).
Оборудование: токарно-винторезный станок или одношпиндельный полуавтомат.
|
|
125 – Зубофрезерная.
Фрезеровать зубья (начерно и начисто).
Технологическая база – см. операцию 120.
Оборудование: зубофрезерный полуавтомат.
В зависимости от типа производства может выполняться в одну операцию (единичное, мелкосерийное), либо в две операции (серийное и массовое).
130 – Протяжная (долбежная).
Протянуть (долбить в единичном производстве) шпоночный паз или шлицы.
Технологическая база – торец и отверстие.
Оборудование:
Вертикально-протяжной или долбежный станки.
135 – Шевинговальная.
Шевинговать зубья.
Технологические базы и оборудование аналогичны операции 130 техпроцесса обработки колеса со ступицей (база – отверстие и базовый торец (реализуется оправкой), оборудование: зубошевинговальный станок).
140 – Термическая.
Закалка заготовки или только зубьев (ТВЧ), либо цементировать, закалить и отпустить (согласно техническим требованиям).
145 – Круглошлифовальная.
Шлифовать наружную поверхность и один торец.
Технологическая база – отверстие и второй торец (оправка).
Оборудование: кругло- или торцекруглошлифовальный станки.
Операция может исключаться при использовании в качестве технологической базы при шлифовании отверстия на операции 150 эвольвентной поверхности зубьев и торца (см. операцию 140 техпроцесса обработки колеса со ступицей).
150 – Внутришлифовальная.
Шлифовать противоположный торец и отверстие за один установ.
Технологическая база – эвольвентная поверхность зубьев и торец (см. операцию 140 техпроцесса обработки колеса со ступицей).
Оборудование: внутришлифовальный станок.
155 – Зубошлифовальная.
Шлифовать зубья.
Технологическая база – торец и отверстие.
Оборудование: см. операцию 150 техпроцесса обработки колеса со ступицей). (Зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячным кругами, либо копированием фасонным кругом)).
160 – Моечная.
165 – Контрольная.
170 – Гальваническая (нанесение антикоррозионного покрытия).
|
|
5.7. Технологический процесс механической обработки детали «Колесо зубчатое» в серийном производстве
Возможный маршрутный технологический процесс механической обработки детали «Колесо зубчатое» (рис. 5.4) в условиях серийного производства приведен в таблице 5.3.
Таблица 5.3 - Маршрутный технологический процесс механической обработки детали «Колесо зубчатое»
| Номер операции | Наименование операции | Оборудование | Технологические задачи, решаемые операцией |
| 1 | 2 | 3 | 4 |
| 005…100 | Заготовитель-ная | ГКМ | Получение штучной заготовки |
| 105 | Токарно-револьверная | Токарно-револьверный мод. 1П365 | Черновая токарная обработка |
| 110 | Токарно-револьверная | Токарно-револьверный мод. 1П365 | Черновая токарная обработка. Подготовка чистовой базы - отверстия |
| 115 | Вертикально-сверлильная | Вертикально-сверлильный станок мод. 2А125 | Обработка облегчающих отверстий |
| 120 | Виброгалтовоч-ная | Установка для виброгалтовки | Снятие заусенцев |
Продолжение таблицы 5.3
| 1 | 2 | 3 | 4 |
| 125 | Токарная | Токарный станок мод.1А616 | Чистовая обработка венца и торцев в два установа |
| 130 | Горизонтально-протяжная | Горизонтально-протяжной станок мод. 7Б55У | Обработка паза в отверстии |
| 135 | Зубофрезерная | Зубофрезерный вертикальный мод. 5М310 | Предварительное нарезание зубьев |
| 140 | Зубошевинго-вальная | Зубошевинговальный горизонталь-ный полуавтомат мод. 5702В | Чистовая обработка зубьев |
| 145 | Термическая | Установка ТВЧ | Поверхностная закалка зубьев |
| 150 | Внутришлифо-вальная | Внутришлифовальный полуавтомат 3А227 | Восстановление чистовых баз (отверстие и торец большого диаметра) |
| 155 | Плоскошлифо-вальная | Плоскошлифовальный станок 3Л722А | Шлифование торца малого диаметра |
| 160 | Зубошлифоваль-ная | Зубошлифо-вальный станок мод. 5В833 | Отделка зубьев после поверхностной закалки |
Продолжение таблицы 5.3
| 1 | 2 | 3 | 4 |
| 165 | Гальваническая | Химическое оксидирование | |
| 170 | Контрольная |
Эскиз заготовки, а также эскизы механической обработки заготовки по операциям технологического процесса приведены на рисунках 5.5 – 5.15. На эскизах механической обработки изображены установочно-зажимные элементы, обрабатываемые поверхности и операционные размеры в виде размерных линий.
Рис. 5.4. Деталь «Колесо зубчатое»
|
|
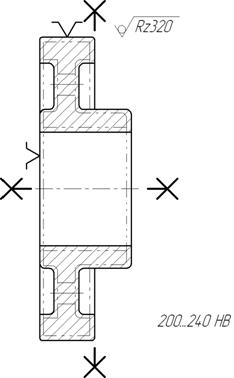
Рис.5.5. Эскиз заготовки детали «Колесо зубчатое»
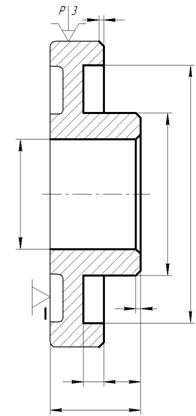
Рис. 5.6. Операция 105 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
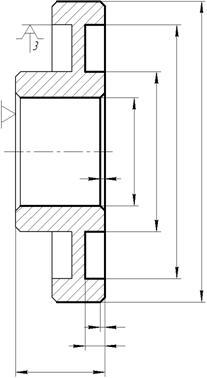
Рис. 5.7. Операция 110 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
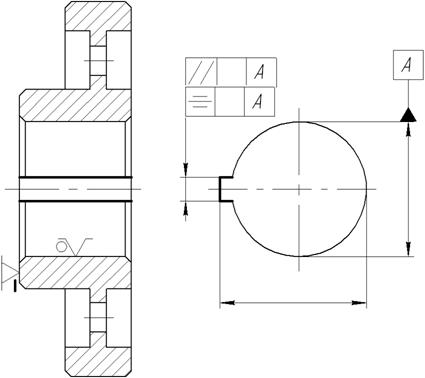
Рис. 5.8. Операция 115 –горизонтально-протяжная. Горизонтально-протяжной станок мод. 7Б55У
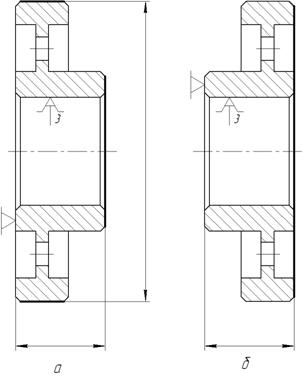
Рис. 5.9. Операция 125 – токарная. Токарный станок мод. 1А616 (а – установ А; б – установ Б)
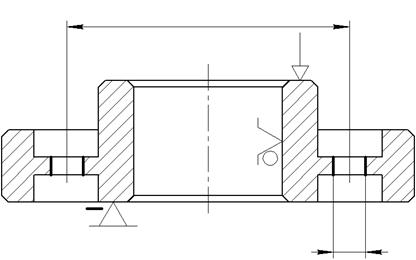
Рис. 5.10. Операция 130 - вертикально-сверлильная. Вертикально-сверлильный станок мод 2А125

Рис. 5.11 Операция 135 – зубофрезерная. Зубофрезерный станок мод. 5М310

Рис. 5.12. Операция 140 – зубошевинговальная. Зубошевинговальный станок мод. 5702В

Рис. 5.13. Операция 150 – внутришлифовальная. Внутришлифовальный станок мод. 3А227
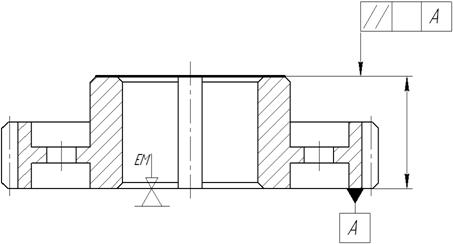
Рис. 5.14. Операция 155 – плоскошлифовальная. Плоскошлифовальный станок мод. 3Л722А
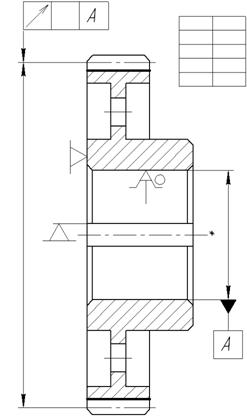
Рис. 5.15. Операция 160 – зубошлифовальная. Зубошлифовальный полуавтомат мод. 3В833
Приложение А
Некоторые справочные данные
Таблица А.1 - Соотношения между классами шероховатости и высотными параметрами шероховатости
|
Класс | Ra, мкм | Rz, мкм | ||
| Ряд значений | Предпочтительное значение | Ряд значений | Предпочтительное значение | |
 1 1
| 80, 63, 40 | 50 | 320, 250, 200, 160 | 200 |
| 2
| 40, 32, 20 | 25 | 160, 125, 100, 80 | 100 |
| 3
| 20, 16, 10 | 12,5 | 80, 63, 50, 40 | 50 |
| 4
| 10, 8, 5 | 6,3 | 40, 32, 25, 20 | 25 |
| 5
| 5, 4, 2,5 | 3,2 | 20, 16, 12,5, 10 | 12,5 |
| 6
| 2,5, 2, 1,25 | 1,6 | 10, 8, 6,3 | 6,3 |
| 7
| 1,25, 1, 0,63 | 0,8 | 6,3, 5, 4, 3,2 | 3,2 |
| 8
| 0,63, 0,5, 0,32 | 0,4 | 3,2, 2,5, 2, 1,6 | 1,6 |
| 9
| 0,32, 0,25, 0,16 | 0,2 | 1,6, 1,25, 1, 0,8 | 0,8 |
| 10
| 0,16, 0,125, 0,08 | 0,1 | 0,8, 0,63, 0,5, 0,4 | 0,4 |
| 11
| 0,08, 0,063, 0,04 | 0,05 | 0,4, 0,32, 0,25, 0,2 | 0,2 |
| 12
| 0,04, 0,032, 0,02 | 0,025 | 0,2, 0,16, 0,125, 0,1 | 0,1 |
| 13
| 0,02, 0,016, 0,01 | 0,012 | 0,1, 0,08, 0,063, 0,05 | 0,05 |
| 14
| 0,01, 0,008 | - | 0,05, 0,04, 0,032 | - |
Таблица А.2 - Допуски размеров по 5 – 17 квалитету
Допуски в микрометрах
| Интервал размеров, мм | Квалитет | ||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| От. 1 до 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| Св. 3 до 6 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| Св. 6 до 10 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 160 | 220 | 360 | 580 | 900 | 1500 |
| Св. 10 до 18 | 8 | 11 | 18 | 17 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| Св. 18 до 30 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| Св. 30 до 50 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| Св. 50 до 80 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| Св. 80 до 120 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| Св. 120 до 180 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| Св. 180 до 250 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| Св. 250 до 315 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| Св. 315 до 400 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| Св. 400 до 500 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Библиографический список
|
|
1 Маталин А.А. Технология машиностроения: Учебник. – Л.: Машиностроение, 1985. – 496 с.
2 Технология машиностроения: В 2 т. Т.2. Технология машиностроения: Учебник для вузов / В.М.Бурцев, А.С.Васильев, А.М.Дальский и др.; Под ред. Г.Н.Мельникова. – М.: Изд-во МГТУ им. Н.Э.Баумана, 1998. – 640 с.
3 Гусев А.А., Ковальчук Е.Р., Колесов И.М. и др. Технология машиностроения: Учебник (специальная часть). – М.: Машиностроение, 1986. – 480 с.
4 Технология машиностроения [Текст]: в 2 кн. Кн.2: Производство деталей машин: учеб. пос. / под ред. С.Л.Мурашкина. – М.: Высшая школа, 2003. – 296 с.
5 Схиртладзе, Александр Георгиевич. Проектирование и производство заготовок [Текст]: учебник для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов "Конструкторско-технологическое обеспечение машиностроительных производств" / А. Г. Схиртладзе, В. П. Борискин, А. В. Макаров. - 2-е, перераб. и доп. - Старый Оскол: ТНТ, 2008. - 447 с.; 21 см. - (Тонкие наукоемкие технологии). - Библиогр.: с. 445-446.
6 Фоминых, Валерий Васильевич. Правила оформления технологических процессов механической обработки: Учеб. пос. / Фоминых, Валерий Васильевич, Кувалдин, Юрий Иванович; ВятГУ, ФАМ, каф. ТАМ. - Киров, 2004. - 125c.: ил. - Библиогр.: с. 124-125.
7 Справочник технолога-машиностроителя: В 2 т. Т. 1 / Под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. - 5-е изд., перераб. и доп. - М.: Машиностроение, 2003. - 910c. - ISBN 5-217-03083-6.
8 Справочник технолога-машиностроителя: В 2 т. Т. 2 / Под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. - 5-е изд., перераб. и доп. - М.: Машиностроение: Изд-во машиностроение-1, 2003. - 944c. - ISBN 5-217-03083-6.
9 Обработка металлов резанием [Текст]: справ. технолога / под общ. ред. А. А. Панова. - М.: Машиностроение, 2004. – 784 c.
10 Кувалдин Ю.И. Базирование деталей при обработке на металлорежущих станках [текст]: учеб. пособие / Ю.И.Кувалдин, В.Д.Перевощиков. – Киров: Изд-во ГОУ ВПО «ВятГУ», 2009. – 176 с.
Учебное издание
Кувалдин Юрий Иванович
Куимов Евгений Александрович
Перевощиков Владимир Дмитриевич
Иванов-Польский Константин Вячеславович
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!