3.1. Общая характеристика и технологические задачи
Класс «диски» - это детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0,5. Это шкивы, фланцы, крышки подшипников, поршни гидро- и пневмоприводов.
Основные технологические задачи, связаны с достижением концентричности внутренних и наружных поверхностей вращения, а также перпендикулярности торцов к оси детали.
3.2. Основные схемы базирования
Технологические базы – центральное отверстие (двойная опорная база) и обработанный торец (установочная база).
Оборудование для обработки:
шкивы средних размеров (диаметром 200…400 мм) - на токарных, а в крупносерийном производстве – на револьверных станках;
крупные шкивы и маховики – токарно-карусельные станки.
При обработке на карусельных станках установка на первой операции ведется по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают с установкой шкива на центрирующий палец по обработанному отверстию и торцу.
3.3. Типовой маршрут изготовления дисков (шкивов) в крупносерийном производстве
005-095 Заготовительная
В большинстве случаев – это получение отливки, ковка или штамповка. Мелкие шкивы получают из прутка. Очистка и обрубка заготовки (для литья). Малярная (для литья)
100 Токарная
Растачивание отверстия с припуском под последующую обработку и подрезка торца.
Технологическая база – «черная» поверхность обода или ступицы.
Выполняется в зависимости от маршрута и типа производства на токарном, револьверном или карусельном станке.
105 Токарная
Подрезать второй торец. Обработать с другой стороны.
Технологическая база – обработанные отверстие и торец.
110 Протяжная
Протянуть цилиндрическое отверстие. Технологическая база – отверстие и торец.
Станок вертикально-протяжной.
115 Протяжная или долбежная
Протянуть или долбить шпоночный паз.
Технологическая база – отверстие и торец.
Станок – вертикально-протяжной или долбежный.
120 Токарная (черновая)
Точить наружный диаметр и торцы обода, точить клиновидные канавки.
Технологическая база – отверстие.
Станок токарный или многорезцовый токарный.
125 Токарная (чистовая)
Точить наружный диаметр и канавки.
При криволинейной образующей – на токарно-копировальном станке или на токарном станке по копиру.
130 Сверлильная
Сверлить отверстия и нарезать резьбу (при необходимости).
Технологическая база – торец, основное отверстие.
Станок сверлильный.
135 Шлифовальная
Шлифование ступиц (если требуется по чертежу).
Технологическая база – отверстие.
Станок круглошлифовальный.
140 Балансировочная
Балансировка и высверливание отверстий для устранения дисбаланса.
Станок балансировочный.
145 Моечная
150 Контрольная
155 Гальваническая (нанесение антикоррозийного покрытия)
3.4. Изготовление фланцев
3.4.1. Служебное назначение фланцев и основные технологические задачи
Ограничение осевого перемещения вал, установленного на подшипниках.
Отсюда – основные конструкторские базы – это поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Эти поверхности должны быть чистовыми технологическими базами, следовательно, именно их следует обработать на первых операциях.
Поэтому на первой операции технологическая база – наружная цилиндрическая поверхность и торец большого диаметра фланца, на последующих операциях – посадочная поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски (при необходимости).
3.4.2. Типовой маршрут изготовления фланцев
Типовой маршрут изготовления фланцев включает ряд последовательных операций.
005-095 Заготовительная
В зависимости от типа производства и материала – лить, ковать, штамповать заготовку или отрезать от проката. Очистка и обрубка заготовки (для литья). Малярная (для литья).
100 Токарная
Подрезать торец большого фланца и торец центрирующего пояска, точить наружную цилиндрическую поверхности пояска с припуском под шлифование, точить канавку и фаски.
Технологическая база – наружная поверхность и торец фланца.
Станок токарный, многошпиндельный токарный полуавтомат, токарный с ЧПУ.
105 Токарная
Подрезать торец большого фланца, точить его наружную поверхность и фаску.
Технологическая база – поверхность центрирующего пояска и торец.
110 Сверлильная
Сверлить и зенковать отверстия. Технологическая база – та же. Станок вертикально-сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой.
115 Фрезерная
Фрезеровать лыски.
Технологическая база – та же плюс крепежное отверстие.
Станок вертикально-фрезерный.
120 Шлифовальная
Шлифовать наружную поверхность центрирующего пояска и торец.
Технологическая база – наружная поверхность большого фланца и торец.
Станок универсально-шлифовальный или торцекруглошлифо-вальный.
125 Моечная
130 Контрольная
135 Гальваническая (нанесение антикоррозийного покрытия)
3.5. Технологический процесс механической обработки детали «Шкив»
3.5.1. Маршрутный технологический процесс
Возможный маршрутный технологический процесс механической обработки детали «Шкив» (рис. 3.1) в условиях серийного производства приведен в таблице 3.1.
Таблица 3.1 - Маршрутный технологический процесс механической обработки детали «Шкив»
| Номер операции
| Наименование операции
| Оборудование
| Технологические задачи, решаемые операцией
|
| 1
| 2
| 3
| 4
|
| 005…100
| Заготовительная
| Кокиль
| Получение штучной заготовки
|
| 105
| Токарно-револьверная
| Токарно-револьверный мод. 1П365
| Черновая токарная обработка
|
| 110
| Токарно-револьверная
| Токарно-револьверный мод. 1П365
| Черновая токарная обработка. Подготовка чистовой базы - отверстия
|
| 115
| Токарная
| Токарный мод. 1А616
| Чистовая обработка ручьев
|
Продолжение таблицы 3.1
| 1
| 2
| 3
| 4
|
| 120
| Горизонтально-протяжная
| Горизонтально-протяжной станок мод. 7Б56
| Обработка паза в отверстии
|
| 125
| Балансировочная
| Балансировоч-ный
| Балансировка шкива
|
| 130
| Контрольная
|
|
|
| 135
| Консервация
|
|
|
Эскиз заготовки, а также эскизы механической обработки заготовки по операциям технологического процесса приведены на рисунках 3.2 – 3.6. На эскизах механической обработки изображены установочно-зажимные элементы, обрабатываемые поверхности и операционные размеры в виде размерных линий.
Рис. 3.1. Деталь «Шкив»
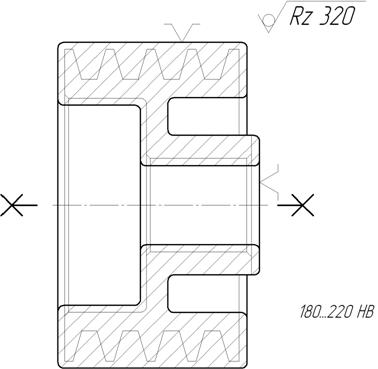
Рис. 3.2. Эскиз заготовки детали «Шкив»
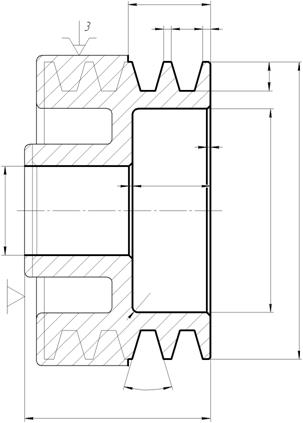
Рис. 3.3. Операция 105 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
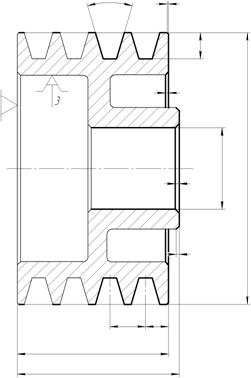
Рис. 3.4. Операция 110 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
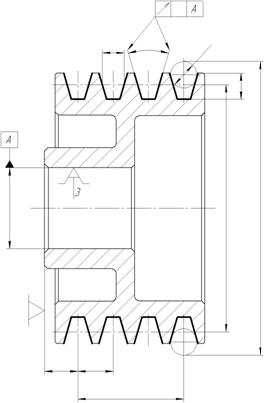
Рис. 3.5. Операция 115 – токарная. Токарный станок мод. 1А616
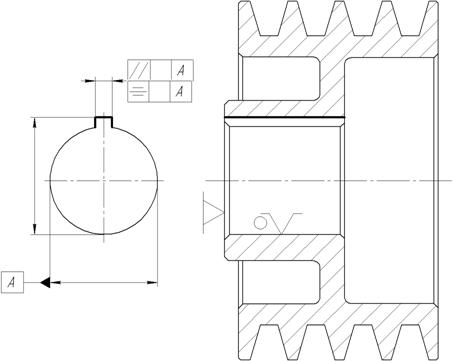
Рис. 3.6. Операция 120 – горизонтально-протяжная. Горизонтально-протяжной станок мод. 7Б56
3.5.2. Пример оформления карты эскизов и операционной карты (для операции 110)
На рис.3.7 приведен пример оформления карты эскизов для токарно-револьверной операции (операция 110); на рис. 3.8 и 3.9 – пример оформления операционной карты для этой операции.
3.6. Технологический процесс механической обработки детали «Крышка подшипника»
3.6.1. Маршрутный технологический процесс
Возможный маршрутный технологический процесс механической обработки детали «Крышка подшипника» (рис. 3.10) в условиях серийного производства приведен в таблице 3.2.
Таблица 3.2 - Маршрутный технологический процесс механической обработки детали «Крышка подшипника»
| Номер операции
| Наименование операции
| Оборудование
| Технологические задачи, решаемые операцией
|
| 1
| 2
| 3
| 4
|
| 005…100
| Заготовительная
|
| Получение штучной заготовки
|
| 105
| Токарно-револьверная
| Токарно-револьверный мод. 1П365
| Черновая токарная обработка
|
Продолжение таблицы 3.2
| 1
| 2
| 3
| 4
|
| 110
| Токарно-револьверная
| Токарно-револьверный мод. 1П365
| Черновая токарная обработка. Подготовка чистовой базы - отверстия
|
| 115
| Токарная
| Токарный мод. 1А616
| Чистовая токарная обработка
|
| *120
| Вертикально-сверлильная
| Вертикально-сверлильный станок мод. 2М112
| Сверление крепежных отверстий
|
| 125
| Галтовка
| Установка для галтовки
| Снятие заусенцев
|
| *130
| Вертикально-фрезерная
| Вертикально-фрезерный станок мод.6Р10
| Фрезерование лыски
|
| 135
| Галтовка
| Установка для галтовки
| Снятие заусенцев
|
| 140
| Гальваническая
|
| Химическое оксидирование
|
| 150
| Контрольная
|
|
|
| Примечание – * Вместо операций 120 и 130 может быть предусмотрена агрегатная операция. В этом случае операция 125 (галтовка) исключается
|
Эскиз заготовки, а также эскизы механической обработки заготовки по операциям технологического процесса приведены на рисунках 3.10 – 3.15. На эскизах механической обработки изображены установочно-зажимные элементы, обрабатываемые поверхности и операционные размеры в виде размерных линий.

Рис. 3.7. Карта эскизов для операции 110
ГОСТ 3.1404-86 Форма 3
|
| 1
|
|
| Разраб.
| Волков
|
|
|
ВятГУ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Шкив
|
|
|
| 110
|
|
|
|
|
|
| Наименование операции
| Материал
| Твердость
| ЕВ
| МД
| Профиль и размеры
| МЗ
| КОИД
|
| Токарно-револьверная
| Чугун СЧ-15
| 229НВ
|
|
|
|
| 1
|
| Оборудование, устройство ЧПУ
| Обозначение программы
| То
| Тв
| Тпз
| Тшт
| СОЖ
|
| Токарно-револьверный
1П365
| __
|
|
|
|
| __
|
| Р
|
| ПИ
| D или В
| L
| t
| i
| S
| n
| V
|
| Т01
| ПР – патрон 3-хкулачковый; комплект кулачков
|
| 02
|
|
|
|
|
|
|
|
|
|
| О03
| Суппорт.
|
|
|
| 04
| 1. Точить пов. 1 предварительно с припуском 0,5 мм
|
|
|
| 05
| 2. Точить пов. 1 окончательно
| 0, 1 6
|
|
| Т06
| РИ – резец подрезной φ=90о ВК6; СИ – скоба специальная 87h14
|
| Р07
|
|
| 64
| 16
| 0,5
| 1
| 0,1
| 1000
| 201
|
| О 08
| 3. Точить пов. 2
|
|
|
|
|
|
|
|
|
| 09
|
|
|
|
|
|
|
|
|
|
| 10
| Револьверная головка
|
|
|
|
|
|
|
|
|
| 11
| 4. Точить пов. 4
|
|
|
| 12
| 5. Точить фаски 3, 5, 6 одновременно
|
|
|
| 13
| 6. Расточить отв. 7 в размер Ø41,7(+0,16) предварительно
|
|
|
| ОК
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
Рис. 3.8. Операционная карта на операцию 110 (лист 1)
 ГОСТ 3.1404-86 Форма 2а
ГОСТ 3.1404-86 Форма 2а
|
| 2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Р
|
| ПИ
| D или В
| L
| t
| i
| S
| n
| V
|
| О01
| 7. Развернуть отв. 7 в размер Ø41,93(+0,062) предварительно
|
|
|
| 02
| 8. Развернуть отв.7 окончательно
|
|
|
| 03
|
|
| 04
| Суппорт
|
|
|
|
|
|
|
|
|
| 05
| 9. Точить канавки (2 места) последовательно
|
|
|
| 06
|
|
|
|
| 07
|
|
| 08
|
|
|
|
|
|
|
|
|
|
| 09
|
|
|
|
|
|
|
|
|
|
| 09
|
|
|
|
| 10
|
|
|
|
| 11
|
|
|
|
|
|
|
|
|
|
| 12
|
|
|
|
|
|
|
|
|
|
| 13
|
|
|
|
| 14
|
|
| 15
|
|
|
|
|
|
|
|
|
|
| 16
|
|
|
|
|
|
|
|
|
|
| ОК
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | |
Рис. 3.9. Операционная карта на операцию 110 (лист 2)
Рис.3.10. Деталь «Крышка подшипника»

Рис. 3.11. Эскиз заготовки детали «Крышка подшипника»

Рис.3.12. Операция 105 – токарно-револьверная. Токарно-револьверный станок мод. 1П365

Рис. 3.13. Операция 110 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
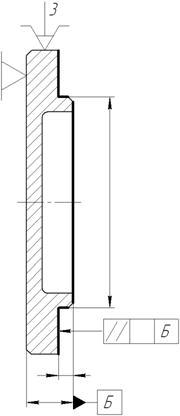
Рис. 3.14. Операция 115 – токарная. Токарный станок мод. 1А616
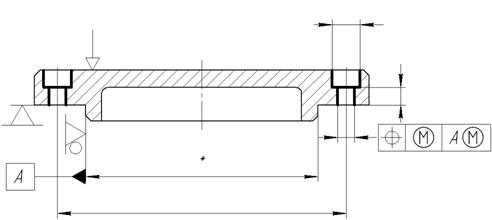
Рис. 3.15. Операция 120 – вертикально-сверлильная. Вертикально-сверлильный станок мод. 2М112
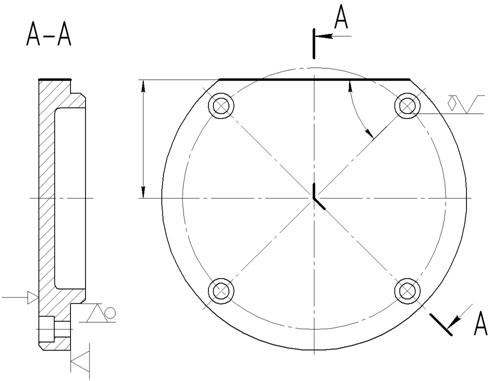
Рис. 3.16. Операция 130 – вертикально-фрезерная. Вертикально-фрезерный станок мод. 6Р10
3.6.2. Пример оформления карты эскизов и операционной карты (для операции 115)
На рис. 3.17 приведен пример оформления карты эскизов для токарной операции (операция 115); на рис. 3.18 – пример оформления операционной карты для этой операции.
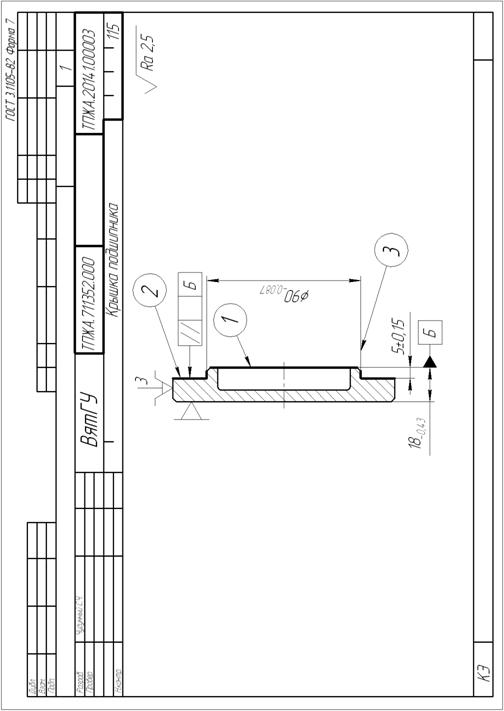
Рис. 3.17. Карта эскизов для операции 115
ГОСТ 3.1404-86 Форма 3
|
| 1
|
|
| Разраб.
| Рычагов
|
|
|
ВятГУ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Крышка подшипника
|
|
|
| 115
|
|
|
|
|
|
| Наименование операции
| Материал
| Твердость
| ЕВ
| МД
| Профиль и размеры
| МЗ
| КОИД
|
| Токарная
| Сталь 45
| 220НВ
|
|
|
|
| 1
|
| Оборудование, устройство ЧПУ
| Обозначение программы
| То
| Тв
| Тпз
| Тшт
| СОЖ
|
| Токарный
1А616
| __
|
|
|
|
| __
|
| Р
|
| ПИ
| D или В
| L
| t
| i
| S
| n
| V
|
| Т01
| ПР – патрон 3-хкулачковый; комплект кулачков
|
| 02
|
|
|
|
|
|
|
|
|
|
| О03
| 1. Точить торец 1
| 0,13
|
|
| Т04
| РИ – резец подрезной φ=90о ВК6; СИ – скоба 18 h 14
|
| Р05
|
|
| 90
| 9
| 0, 2 5
| 1
| 0,1
| 7 00
| 198
|
| О06
| 2. Точить пов. 2
|
|
|
|
|
|
|
|
|
| 07
| 3. Точить пов. 3
|
|
|
|
|
|
|
|
|
| 08
|
|
|
|
|
|
|
|
|
|
| 09
|
|
|
|
|
|
|
|
|
|
| 10
|
|
|
|
|
|
|
|
|
|
| 11
|
|
|
|
| 12
|
|
|
|
| ОК
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
Рис. 3.18. Операционная карта на операцию 115






