Управление HAAS включает в себя программу шлифования круглых карманов в стиле Yasnac (G12 круглый карман по часовой стрелке, G13 карман против часовой стрелки). Эти G-коды предполагают использование коррекции инструмента, т.е. не требуется ставить G41 или G42 в строку программы. Однако, требуется D__ номер офсета для радиуса или диаметра фрезы, чтобы настроить диаметр круга.
В этом разделе мы рассматриваем формат G12 и G13, а также различные способы написания этих программ для многих различных применений:
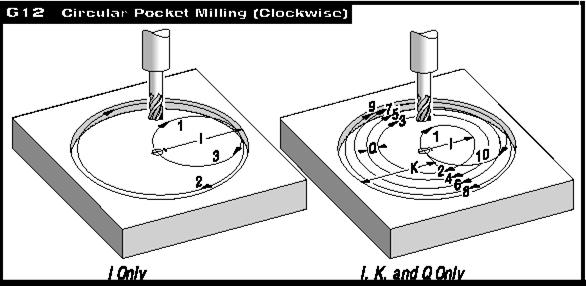
ОДНОКРАТНЫЙ ПРОХОД: Использование только I.
ПРИМЕНЕНИЯ:: растачивание отверстий за один проход; черновое и чистовое фрезерование карманов меньших отверстий; О-ring канавок.
МНОГОКРАТНЫЙ ПРОХОД: Использование I, К, и Q.
ПРИМЕНЕНИЯ: многопроходное растачивание отверстий; черновое и чистовое фрезерование карманов больших отверстий с перекрытием фрезы.
МНОГОКРАТНЫЙ ПРОХОД НА Z-ГЛУБИНУ: Использование только I, или I, К, и Q. (G91 и L).
ПРИМЕНЕНИЯ: Глубокое черновое и чистовое фрезерование карманов; пошаговое изменение с приращением Z-глубины.
Примечание: Инструмент должен находиться в центре цикла, или в предыщущем
блоке или в линии G12/G13 при использовании X и Y.
Рисунок внизу показывает траекторию инструмента во время циклов G12 и G13.
В одном случае используется только I, а в другом -1, К, и Q.
G12 Фрезерование круглых карманов (по часовой стрелке)

G13 Фрезерование круглых карманов (против часовой стрелки)____
ТРЕБОВАНИЯ К СТРОКЕ ПРОГРАММЫ:
Z = Глубина обработки или приращения
F = Скорость подачи
I = Радиус первого цикла (завершенный радиус, если К не определен)
К = Радиус завершающего цикла (при использовании I, К, и Q)
Q = Приращение радиуса или наложение фрезы (надо использовать с К)
D = Номер коррекции геометрии инструмента (не требуется)
L = Счетчик циклов для пошагового приращения Z-глубины
ПРИМЕР однократный проход G13, использование только I
02000 (.500 введено в колонку коррекции Радиуса/Диаметра)
Т1 М06 (Инструмент № 1 - концевая фреза диаметром.500)
G00 G90 G54 Х0 Y0 S4000 М03
G43H01 Z.1 М08
G13 Z-1.0 F20. I.500 D01 (Завершит отверстие с диам. 1 ", глубина 1 ")
G0 Z1.0 М09
G28 G91 Y0 Z0
М30
ПРИМЕР многократный проход G13, использование I, К, и Q
О3000 (. 500 введено в колонку коррекции на Радиус/Диаметр)
Т1 М06 (Инструмент № 1 - концевая фреза диаметром.500)
G00 G90 G54 Х0 Y0 S4000 М03
G43 H01 Z.1 M08
G1 3 Z-1.0 F20. D01 I.400 К1.5 Q.400
G00 Z1.0M09
G28 G91 Y0Z0
М30
Этот пример завершит отверстие диаметром 3 дюйма, глубиной 1 дюйм, с перекрытием фрезы.100 тысячных на дюйм.
Эта программа использует G91 и L-счетчик на 4. Этот цикл выполнится всего 4 раза. Приращение Z-глубины -.500. Это умножается L-счетчиком, образуя общую глубину этого отверстия 2.000.
G91 и L-счетчик могут также использоваться в строке G13 "только I".
Примечание: Если колонка геометрии страницы коррекции имеет внесенное значение, цикл фрезерования круглых карманов автоматически считает данные, безотносительно к наличию D01. Единственный эффективный способ отменить коррекцию на режущий инструмент для фрезерования карманов - это вставить D00 в строку программы. Значение в колонке геометрии будет обойдено.
ПРИМЕР многократный проход G13, использование I, К, Q, L, и G91:
04000 (.500 введено в колонку коррекции Радиуса/Диаметра)
Т1 М06 (Инструмент № 1 - концевая фреза диаметром.500)
G00 G90 G54 Х0 Y0 S4000 М03
G43 H01 Z.1 M08
G01 Z0 F10.
G13 G91 Z-.5 F20. D01 I.400 К2.0 Q.400 L4
G00 G90 Z1.0 M09
G28 G91 Y0 Z0
М30





