Используются следующие данные, вы можете написать программу для процедур фрезерования резьбы резцом
ДАННЫЕ:
· Отверстие 0 2.500
· Диаметр режущего инструмента (вычесть.750): 1.75
· Радиальное значение (разделить на 2):.875
· Шаг резьбы:.0833 (12 TPI)
· Толщина детали: 1.00
ПРИМЕР
%
01000
(ХО, YO в центре отверстия)
(ZO сверху детали)
Т1 М06 (Инструмент № 1- резьбовой резец 0.750)
G00 G90 G54 Х0 Y0 S2500 М03
G43 H01 Z.1 М08
G01 Z-1.083 F35.
G41 X.275 DI (Радиальное значение)
G3X.875I.3 F15.
G91 G3I-.875 Z.0833 L14 (Умножить шаг.0833x14 проходов=1.162=всего по
Z-ocи)
G90 G3 X.275 I-.300
G00 G90 Z1.0 M09
G1 G40 X0 Y0
G28 G91 Y0 Z0
М30
%
Программирование четвертой оси
Ниже находится пример программирования четвертой оси.
Программирование четвертой оси
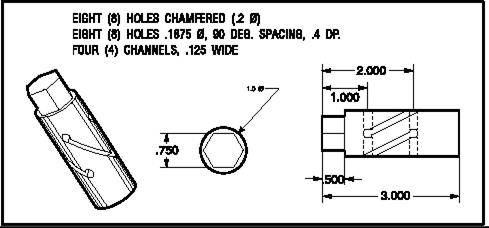
Восемь (8) отверстий со снятой фаской (.2 0)
Восемь (8) отверстий.1875 0, промежуток 90 градусов,.4 DP.
Четыре (4) канала,.125 ширина
ПРИМЕР
О1234 (Программа 4-ой оси с использованием Servo 5C)
(Материал -1.0 0 круглая заготовка х 3.0 L)
(Установить материал в цангу с выступом 2.25)
(Установить крепление параллельно с Т-образными пазами
стола справа).
(ХО спереди материала)
(YO по центральной линии шпинделя и материала).
(ZO сверху детали)
Т1 М06 (Инструмент № 1 - концевая фреза.500 для 6-гранников)
G00 G90 G54 Х.250 Y-.500 А0 S4500 М03
G43 H01 Z.1 М08
М98 Р1235 L6
G00 G90 Z.1 М09
Т2 М06 (Инстр.№ 2 - Л/С сверло0.375 для сверления за один проход)
GOO G90 G54 Х1.0 Y0 А0 S5000 МОЗ
G43 H02 Z.1 М08
G82 Z-.1 F10. R.1 Р300
Х2.0
А90.
Х1.0
А180.
Х2.0
А270.
Х1.0
G00 G80 Z.1 М09
ТЗ М06 (Инстр.№ 3 - укороченное спиральное сверло 0.1875)
G00 G90 G54 Х1.0 Y А0 S5000 М03
G43 H03 Z.1 М08
G83 Z-1.125 F12. R.1 Q.25
Х2.0
А90.
Х1.0
G00 G80 Z.1 М09
Т4 М06 (Инструмент № 4 - концевая фреза 0.125)
G00 G90 G54 Х1.0 Y0 А0 S5000 М03
G43 H04 Z.1 М08
М98 Р1236
G00 G90Z.1M09
G28 G91 Y0 Z0
М30
%
O1235 (Подпрограмма для фрезерования шестигранников)
G01 Z-.125 F50.
Y.5 F35.
G00 Z.1
G91 Y-1.0 A60.
G90
М99
%
Следующая подпрограмма может быть написана с геометрической частью в абсолютных координатах или с геометрической частью в системе приращений. Изучите каждую программу и определите, какая из них быстрее и легче для понимания и программирования в будущем.
Геометрическая часть
в абсолютных координатах: в системе приращений:
% %
01236 (подпр-ма для фрез-я каналов) 01236 (подпр. для фрез-я каналов)
G01 Z-.25 F15. G91
Х2.0А90. G01 Z-.35 F15.
G00 Z.1 Х1.0 А90.
А180. G00 Z.35
G01 Z-.25 А90.
Х1.0 А90. G01 Z-.35
G00 Z.1 X-1.0 A-90.
А180. G00 Z.35
G01 Z-.25 А90.
Х2.0 А270. G01 Z-.35
G00 Z.1 X1.0 A90.
А360. G00 Z.35
G01 Z-.25 А90.
Х1.0 А270. G01 Z-.35
G0 Z.1 X-1.0 A-90.
М99 G00 G90 Z.1
% М99
%
Формулы
Нарезание резьбы
Стандартная формула
Оборот в минуту делится на шаг в дюймах = скорость подачи в дюйм в минуту
RPM/TPI = F
Метрическая резьба
Шаг Р умножается на 0.93937 = ____ умножается на об/мин = скорость подачи в
дюймах в минуту
(P x.03937) x RPM = F
Скорости и подачи
Скорость обработки поверхности в минуту (S.F.M.)
.262 умножается на диаметр фрезы умноженный на об/мин = скорость обработки
.262 x диаметр инструмента x RPM = SFM
R.P.M. (Обороты в минуту):
3.82 умножается на рекомендованную SFM деленную на диаметр инструмента = RPM
(3.82 x SFM) / Диаметр инструмента = RPM
I.P.M. (Дюйм в минуту):
Подача на зубец умножается на число зубцов умноженных на RPM = подача в дюймах в минуту
(Подача/зубец x n) x RPM = IPM или F
CUBIC INCH PER MINUTE:
Кубический дюйм в минуту
Эффективный диаметр инструмента умножается на глубину инструмента умноженного подачу в дюйм в минуту = кубический дюйм в минуту
(E диаметр x d) x IPM = CIPM
УСТАНОВКИ
Страницы с установками содержат значения, которые, возможно, понадобится изменить пользователю и которые управляют работой станка. Большинство установок могут быть изменены оператором. Установки предваряются коротким описанием слева и значением справа. Вообще, установки позволяют оператору или настройщику заблокировать или включить специальные функции.
Установки собраны в страницы и сгруппированы по сходности функций. Это облегчит пользователю запоминание положения установок и сократит время на перемещение по экрану установок. Список, приведенный ниже, разделен постранично на группы с заголовком вверху страницы.
Используйте клавиши вертикального курсора для движения к желаемой установке. В зависимости от установки мы можете изменить ее либо введением нового числа, либо, если установка является специфической величиной, нажатием клавиши горизонтального курсора, чтобы на дисплее показались выборы возможных значений. Нажмите клавишу WRITE для введения или изменения значения. Сообщение вверху экрана говорит вам, как изменить выбранную установку.
Серийный номер - Установка 26 на этой странице и защищен от изменения пользователем. Если вам надо изменить эту установку, свяжитесь с HAAS или вашим дилером.
Одна из наиболее часто регулируемых установок - номер 34, "Диаметр оси вращения". Эта установка используется для контроля скорости подачи по поверхности, когда используется четвертая ось в подаче резки. При подаче осей X, Y, или Z и А, предполагается, что линейное перемещение вдоль оси вращательного движения. Когда это верно и установка диаметра верна, запрограммированная скорость подачи поверхности будет правильной для винтовой резки. Дополнительно, подачи только А-оси зависят от этой установки для определения правильной угловой скорости.
Если у вас есть четвертая ось 5С, пятая ось или поворотный стол, это можно отключить от страницы установок и удалить из станка. Не подсоединяйте и не отсоединяйте какие-либо кабели с включенным управлением. Если вы не отключите четвертую ось, когда она отсоединяется, вы получите сигнал тревоги.
Установки могут быть переданы или получены с помощью порта RS-232. Смотрите раздел "Ввод/вывод данных" для описания или как это сделать.
Установки перечислены ниже с описанием каждой. Заголовок страницы предшествует каждой странице установок и установки находятся в порядке, показанном на экране.
Название Номер
страницы установки Описание Значения
GENERAL
26 SERIAL NUMBER 1000 до 99999 (ОБЩЕЕ)
82 LANGUAGE Английский, немецкий, французский, испанский, итальянский
1 AUTO POWER OFF TIMER 0 до 9999 минут
81 ROOL AT POWER DOWN 0 до 20
9 DIMENSIONING ДЮЙМ или МЕТРИЧЕСКИЕ
77 SCALE INTEGER F ON (вкл) или OFF (выкл)
33 COORDINATE SYSTEM FANUC, YASNAC или HAAS
53 JOG W/O ZERO RETURN ON (вкл) или OFF (выкл)
40 TOOL OFFSET MEASURE РАДИУС или ДИАМЕТР
64 T.OFS MEAS USES WORK ON (вкл) или OFF (выкл)
PROGRAM 1
2 POWER OFF AT M30 ON (вкл) или OFF (выкл)
31 RESET PROGRAM POINTER ON (вкл) или OFF (выкл)
36 PROGRAM RESTART ON (вкл) или OFF (выкл)
39 BEEP AT M30 ON (вкл) или OFF (выкл)
51 DOOR HOLD OVERRIDE ON (вкл) или OFF (выкл)
56 M30 RESTORE DEFAULT ON (вкл) или OFF (выкл)
59 PROBE OFFSET X+ -30.000 до +30.000 дюймов
60 PROBE OFFSET X- -30.000 до +30.000 дюймов
61 PROBE OFFSET Y+ -30.000 до +30.000 дюймов
62 PROBE OFFSET Y- -30.000 до +30.000 дюймов
63 TOOL PROBE WIDTH -30.000 до +30.000 дюймов
71 DEFAULT G51 SCALING .001 до 8380.000
72 DEFAULT G68 ROTATION 0.0000 до 360.0000
73 G68 INCREMENTAL ANGLE ON (вкл) или OFF (выкл)
PROGRAM 2
30 4TH AXIS ENABLE OFF, S5C, 7RT, 9RT, SRT, 11RT, HA5C, HRT160, HRT210, HRT310,
34 4TH AXIS DIAMETER 0 до 29.9999 дюймов
38 AUX AXIS NUMBER 0 до 5
22 CAN CYCLE DELTAZ 0 до 29.9999 дюймов
28 CAN CYCLE ACT W/O X/Y ON (вкл) или OFF (выкл)
52 G83 RETRACT ABOVE R 0.0 до 9.9999 дюймов
57 EXACT STOP CANNED X-Y ON (вкл) или OFF (выкл)
43 CUTTER COMP TYPE А или В
44 MIN IN RADIUS CC % 1 до 100
58 CUTTER COMPENSATION FANUC или YASNAC
85 MAX CORNER ROUNDING 0 до 0.25
PROGRAM 3
15 H & Т CODE AGREEMENT ON (вкл) или OFF (выкл)
27 G76/G77 SHIFT DIR. X+, X-, Y+, или Y-
29 G91 NON-MODAL ON (вкл) или OFF (выкл)
32 COOLANT OVERRIDE NORMAL, OFF, или IGNORE
35 G60 OFFSET 0 до 0.9999 дюймов
42 MOO AFTER TOOL CHANGE ON (вкл) или OFF (выкл)
49 SKIP SAME TOOL CHANGE ON (вкл) или OFF (выкл)
86 M39 LOCKOUT ON (вкл) или OFF (выкл)
45 MIRROR IMAGE X-AXIS ON (вкл) или OFF (выкл)
46 MIRROR IMAGE Y-AXIS ON (вкл) или OFF (выкл)
47 MIRROR IMAGE Z-AXIS ON (вкл) или OFF (выкл)
48 MIRROR IMAGE A-AXIS ON (вкл) или OFF (выкл)
80 MIRROR IMAGE B-AXIS ON (вкл) или OFF (выкл)
RS-232 PORTS
11 BAUD RATE SELECT 50,110,200,300,600, 1200, 2400, 4800, 7200, 9600, 19200, 38400
12 PARITY SELECT NONE, ODD, EVEN, ZERO
13 STOP BIT 1 или 2
14 SYNCHRONIZATION XON/XOFF, RTS/CTS, DC CODES или XMODEM
37 RS-232 DATA BITS 7 или 8
24 LEADER TO PUNCH NONE, BLANK или NUL CHAR
25 EOB PATTERN CR LF, LF ONLY, CR ONLY или LF CR CR
41 ADD SPACES RS232 OUT ON (вкл) или OFF (выкл)
50 AUX AXIS SYNC XON/XOFF, RTS/CTS, DC CODES или XMODEM
54 AUX AXIS BAUD RATE 50,110,200,300,600, 1200, 2400, 4800, 7200, 9600, 19200, 38400
69 DPRNT LEADING SPACES ON (вкл) или OFF (выкл)
70 DPRNT OPEN/CLOS DCODE ON (вкл) или OFF (выкл)
CONTROL PANEL
6 FRONT PANEL LOCK ON (вкл) или OFF (выкл)
55 ENABLE DNC FROM MDI ON (вкл) или OFF (выкл)
76 TOOL RELEASE LOCK OUT ON (вкл) или OFF (выкл)
16 DRY RUN LOCK OUT ON (вкл) или OFF (выкл)
17 OPT STOP LOCK OUT ON (вкл) или OFF (выкл)
18 BLOCK DELETE LOCK OUT ON (вкл) или OFF (выкл)
10 LIMIT RAPID AT 50% ON (вкл) или OFF (выкл)
84 TOOL OVERLOAD ACTION ALARM, FEEDHOLD, BEEP, PAUSE
EDITING
7 PARAMETER LOCK ON (вкл) или OFF (выкл)
8 MEMORY PROTECT ON (вкл) или OFF (выкл)
23 Эхххх PROGS EDIT LOCK ON (вкл) или OFF (выкл)
74 Эхххх PROGS TRACE ON (вкл) или OFF (выкл)
75 Эхххх PROGS SINGLE BLK ON (вкл) или OFF (выкл)
GRAPHICS
3 3D GRAPHICS ON или OFF
4 GRAPHICS RAPID PATH ON (вкл) или OFF (выкл)
5 GRAPHICS DRILL POINT ON (вкл) или OFF (выкл)
65 GRAPH SCALE (HEIGHT) 0 до 16.250
66 GRAPHICS X OFFSET 0 до 30
67 GRAPHICS Y OFFSET 0 до 24
68 GRAPHICS Z OFFSET 0 до 16
OVERRIDES
19 FEEDRATE OVERRIDE LOCK ON (вкл) или OFF (выкл)
20 SPINDLE OVERRIDE LOCK ON (вкл) или OFF (выкл)
21 RAPID OVERRIDE LOCK ON (вкл) или OFF (выкл)
87 M06 RESET OVERRIDES ON (вкл) или OFF (выкл)
88 RESET RESET OVERRIDE ON (вкл) или OFF (выкл)
Подробное описание каждой установки:
AUTO POWER OFF TIMER
(автоматический таймер выключения питания) Это числовая установка. Когда она установлена на какое-либо число кроме нуля, станок автоматически выключится после такого количества минут холостой работы. Это не случится, когда выполняется программа, и это не случится, когда оператор нажимает какие-либо клавиши. Цикл автоматического выключения дает оператору 30-секундное предупреждение и нажатие любой клавиши прервет цикл.





