Эти циклы могут использоваться вместе с другими фиксированными циклами.
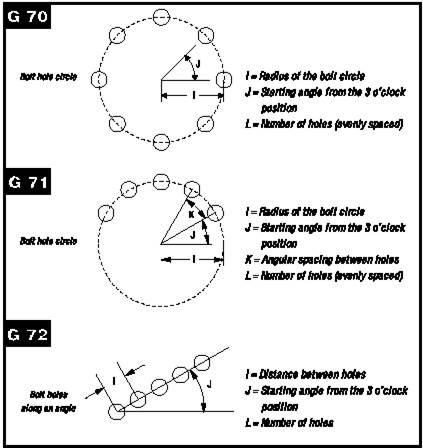
G70 Цикл позиционирования Круг
I = радиус делительной окружности
J = стартовый угол с 3-х часовым положением
L = количество отверстий
(поделены равномерно)
G71 Цикл позиционирования Дуга
I = радиус делительной окружности
J = стартовый угол с 3-х часовым положением
К= угол врезания
L = количество отверстий
(поделены равномерно)
G72 Цикл позиционирования Линия
I = расстояние между отверстиями
J = стартовый угол с 3-х часовым положением
L = количество отверстий
Правила определения циклов
1. Инструмента должен быть установлен в центр шаблона до вызова цикла. Центр обычно Х0, Y0.
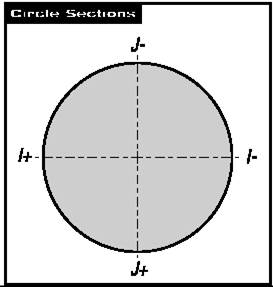
2. Код J начальный угол и всегда от 0 до 360 градусов против часовой стрелки от позиции «3 часа».
Следующая программа демонстрирует формат использования G70 для сверления отверстия с помощью G81.
%
05000
T1 M06
G00 G90 G54 X0 Y0 S1500 M03
G43 H01 Z.1 M08
G70 I1.5 J0 L8 G81 Z-1.0 F15. R.1
G00 G80 Z1. M09
G28 G91 Y0 Z0
M30
%
В случае конфликта адресов, вы можете указать цикл сверления до блока специального фиксированного цикла. Например:
%
05000
T1 M06
G00 G90 G54 X0 Y0 S1500 M03
G43 H01 Z.1 M08
G83 R.1 Z-1.0 I.25 J.03 K.15 F15. L0 (L0 PREVENTS DRILLING AT CENTER)
G70 I1.5 J0 L8
G00 G80 Z1. M09
G28 G91 Y0 Z0
M30
%
Круговая интерполяция и коррекция инструмента
В данном разделе речь идёт об использовании G02 (круговая интерполяция по часовой стрелке) и G03 (круговая интерполяция против часовой стрелки), а также коррекция радиуса (G41: коррекция инструмента слева от конуса; G42: коррекция инструмента справа от конуса).
Используя G02 и G03 мы можем запрограммировать станок так, что он выполнит круговые и радиальные движения. В общем можно сказать, что при программировании профиля или контура проще всего описать радиус между двумя точками с R и величиной. Для полного движения по окружности (360°) должно быть обозначено I или J с величиной. С помощью изображенного ниже кругового сечения описываются различные секции одного круга.
Используя коррекцию радиуса инструмента мы, программисты, в состоянии сместить фрезу на сумму радиуса инструмента и мы сможем запрограммировать профиль или контур в полном соответствии с размерами чертежа. Используя коррекцию радиуса инструмента сокращается время программирования и уменьшается возможность расчетных ошибок.
Прежде, чем мы начнем заниматься круговой интерполяцией и ее использованием, необходимо усвоить несколько правил, чтобы обработка на станке проходила успешно. Этим правилам также необходимо следовать при программировании:
1) Коррекция инструмента может быть включена только во время движения осей GOO/G01 в обрабатывающей плоскости, и должна быть больше или равна значению коррекции.
2) После осуществления операции с использованием коррекции радиуса, она должна быть выключена (OFF).
3) В большинстве станков во время выполнения коррекции радиуса линейные движения X, Y меньше радиуса инструмента, осуществляться не будут. (Параметр пользователя 58 в FANUC - для положительных результатов).
4) Во время кругового движения по дуге G02 или G03 коррекция радиуса не может быть включена или выключена.
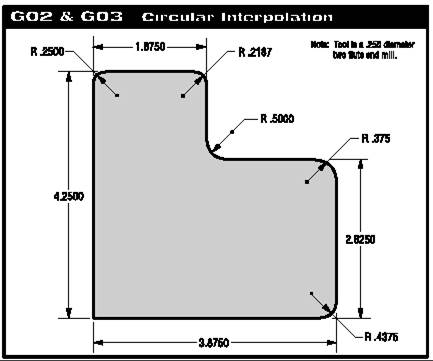
Следующая программа содержит компенсацию инструмента.
%
O600
T1 M06 (Торцевая фреза диаметром.250)
G00 G90 G54 X-.2 Y-.2 S5000 M03
G43 H01 Z.1 M08
Z-1.0
G41 D01 X0 (Включение компенсации, сдвиг на.200)
G01 Y4.0 F25.
G02 X.250 Y4.250 R.250
G01 X1.6562
G02 X1.875 Y4.0313 R.2187
G01 Y3.125
G03 X2.375 Y2.625 R.500
G01 X3.5
G02 X3.875 Y2.25 R.375
G01 Y.4375
G02 X3.4375 Y0 R.4375
G01 X-.1
G00 G40 X-.3 (Выключение компенсации, сдвиг на.200)
Z1.0 M09
G28 G91 Y0 Z0
M30
%
Из приведенного ниже рис. узнаём, как рассчитывается путь инструмента для коррекции радиуса.
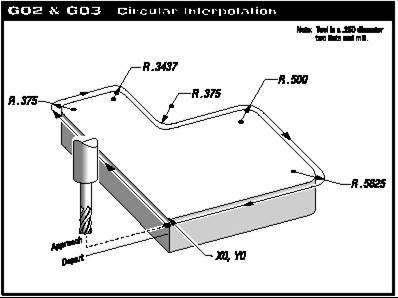
Следующая программа не использует коррекцию инструмента. Траектория перемещения инструмента программируется к осевой линии инструмента. Это также способ управления расчетом коррекции инструмента.
%
O6100
T1 M06
G00 G90 G54 X-.125 Y-.2 S5000 M03
G43 H01 Z.1 M08
G01 Z-1.0 F50.
Y4.125 F25.
G02 X.250 Y4.375 R.375
G01 X1.6562
G02 X2.0 Y4.0313 R.3437
G01 Y3.125
G03 X2.375 Y2.750 R.375
G01 X3.5
G02 X4.0 Y2.25 R.5
G01 Y.4375
G02 X3.4375 Y-.125 R.5625
G01 X-.2
G00 Z1.0 M09
G28 G91 Y0 Z0
M30
%






