Техническое устройство, которое воздействует на объект, обеспечивая выполнение задачи регулирования называется автоматическим регулятором. Автоматические регуляторы классифицируются по типу регулируемой величины (например: регулятор тока, регулятор напряжения, регулятор температуры и т.п.); по действию во времени на непрерывного и прерывистого или дискретного действия; по способу действия на прямого и непрямого; по виду дополнительной энергии для регулирования (электрический регулятор, пневматический и т.д.); по назначению (для стабилизации, для программного регулирования и т.п.) и по закону регулирования. Большинство из этих классификационных признаков рассматривались в курсе «Управление техническими системами» и как правило отражаются в названии регулятора например: пневматический регулятор напряжения сварочной дуги и т.п. Имея описание работы регулятора, не составляет труда классифицировать его по вышеприведенным признакам.
Рассмотрим более подробно законы регулирования, которые наиболее часто реализуются в сварочном оборудовании.
Автоматические регуляторы реализуют законы регулирования: пропорциональный, интегральный и смешанные. Закон регулирования – это зависимость регулирующего воздействия (положение регулирующего органа – выход регулятора) и ошибки (вход): μ = f(∆y), рис. 3.

Рис. 3. Структурная схема автоматической системы
При пропорциональном законе регулирования μ = k1 (∆y). Такие регуляторы называются П-регуляторами или статическими. Примером такого регулятора является регулятор системы стабилизации подачи электродной (для СПЭ) или присадочной (для СНЭ) проволоки, рис. 4.

Рис. 4. Система стабилизации подачи присадочной проволоки
Здесь величина напряжения, подаваемого на якорь двигателя, пропорциональна величине ошибки по частоте вращения. Заданное напряжение Uз с потенциометра R1 сравнивается с напряжением тахогенератора UG пропорциональным скорости подачи присадочной проволоки (частоте вращения якоря двигателя). Алгебраическая сумма ∆U усиливается усилителем А, преобразуется фазоимпульсным устройством UZ и обеспечивает изменение тиристорами управляемого выпрямителя напряжения на якоре двигателя М в сторону уменьшения рассогласования. Если скорость подачи уменьшится, что особенно характерно при сварке полуавтоматом, то напряжение на двигателе увеличится и скорость подачи восстановится. Управление двигателем происходит по пропорциональному закону, т.е. величина добавляемого напряжения (регулирующее воздействие μ), подаваемого на якорь двигателя, пропорциональна величине ошибки (изменению оборотов, преобразуемых тахогенератором в напряжение).
При таком законе регулирования при ∆y = 0 μ = 0, т.е. после устранения снижения частоты вращения, например по причине увеличения момента сопротивления, сигнал с якоря двигателя снова становится соответствующим заданной частоте, и, следовательно, величина напряжения с выпрямителя становится такой же, какой была до появления возмущения, т.е. недостаточной для поддержания требуемой частоты вращения при увеличенном в результате трения или других причин моменте сопротивления. Частота снова снизится и регулятор опять начнет устранять ошибку. В конце концов установится такой режим равновесия в системе, при котором переходный процесс прекратится, но частота вращения будет отличаться от заданной на величину так называемой статической ошибки. Такие системы называют статическими и ошибка в них неизбежна. Несмотря на это, окончательная ошибка значительно меньше, чем без системы стабилизации, и обычно не превышает в сварочных приводах 10 %, что удовлетворяет предъявляемым требованиям к электроприводам, используемым в сварочном оборудовании. Если неизбежность ошибки является недостатком пропорционального регулятора, то его достоинствами являются простота настройки, лучшая устойчивость и меньшее время регулирования, чем у И и ПИ регуляторов. Реакция регулятора на регулярное скачкообразное воздействие будет соответствовать реакции динамического пропорционального звена.
При интегральном регулировании (И – регулятор или астатический) ошибке пропорционально не регулирующее воздействие, а скорость его изменения. Таким образом регулирующее воздействие определяется интегралом от ошибки:  и µ = k
и µ = k  y. В этом регуляторе при ∆y = 0 µ ≠ 0 и ошибка не является неизбежной. Эти регуляторы обеспечивают высокую точность. Ошибка появляется только за счет погрешностей работы отдельных устройств, образующих систему. Таким образом достоинством астатических регуляторов является высокая точность, а недостатком худшее поведение в переходном процессе. Это связано с тем, что в формуле для μ в И-регуляторе в отличие от П-регулятора присутствует время, т.е. ликвидация ошибки происходит с некоторым опозданием и возможно перерегулирование: ошибка уже устранена, но регулятор по инерции продолжает изменять µ. Перерегулирование увеличивает время переходного процесса и ухудшает качество регулирования. Пример такого регулятора показан на рис. 5. В системе стабилизации напряжения на нагрузке Rн при отклонении напряжения от заданного разница напряжений
y. В этом регуляторе при ∆y = 0 µ ≠ 0 и ошибка не является неизбежной. Эти регуляторы обеспечивают высокую точность. Ошибка появляется только за счет погрешностей работы отдельных устройств, образующих систему. Таким образом достоинством астатических регуляторов является высокая точность, а недостатком худшее поведение в переходном процессе. Это связано с тем, что в формуле для μ в И-регуляторе в отличие от П-регулятора присутствует время, т.е. ликвидация ошибки происходит с некоторым опозданием и возможно перерегулирование: ошибка уже устранена, но регулятор по инерции продолжает изменять µ. Перерегулирование увеличивает время переходного процесса и ухудшает качество регулирования. Пример такого регулятора показан на рис. 5. В системе стабилизации напряжения на нагрузке Rн при отклонении напряжения от заданного разница напряжений
Uн – Uз = ∆U усиливается усилителем А и подается на якорь двигателя М, который перемещает контакт регулируемого сопротивления Rр (изменение его положения есть μ), изменяя ток возбуждения генератора G в сторону уменьшения рассогласования.
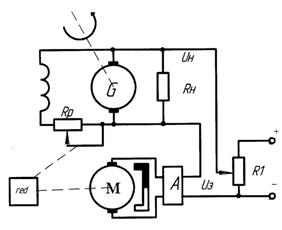
Рис. 5. Система стабилизации напряжения генератора с И-регулятором
После устранения ошибки двигатель останавливается и контакт сопротивления Rр остается в новом положении, т.е. μ ≠ 0 при ∆U = 0. Интегрирование осуществляется двигателем М. Реакция регулятора на регулярное скачкообразное воздействие будет соответствовать реакции идеального интегрирующего звена.
Для повышении качества регулирования оба вышеописанных закона реализуются в пропорционально-интегральном регуляторе (ПИ-регулятор или изодромный). В этом регуляторе смешанный закон регулирования:
µ = k1∆y + k2  ydt.
ydt.
ПИ-регулятор в первый момент времени действует как пропорциональный, а затем изменяет регулирующее воздействие как интегральный. Пропорциональное действие в регуляторе происходит немедленно, а интегральное замедленно. Изодромный регулятор обеспечивает высокую точность при меньшем перерегулировании, но имеет большее время регулирования, чем пропорциональный. Еще более высокое качество регулирования обеспечивает ПИД-регулятор, в котором вводится воздействие по производной от ошибки. В этом случае регулятор реагирует не только на ошибку, но и на скорость (тенденцию) её изменения: 
µ = k1∆y + k2 ydt + k3  .
.
ПИД-регуляторы имеют наиболее сложную конструкцию и сложный процесс настройки, но обеспечивают наилучшее качество регулирования и устойчивость. Реакция регуляторов со смешанными законами на регулярное воздействие показано на рис. 6.


а б
Рис. 6. Реакция ПИ (а) и ПИД-регулятора (б) на регулярное воздействие ∆y
Вышеперечисленные законы реализуются как в системах непрерывного, так и прерывистого регулирования. В системах непрерывного регулирования сигналы и связи между элементами системы существуют постоянно без перерывов во времени. При прерывистом регулировании эти связи и сигналы прерываются на время, определяемое конструкцией регулятора.
Регуляторы прерывистого действия подразделяются на релейного, импульсного и цифрового регулирования. В регуляторе релейного регулирования есть релейный элемент с нелинейной (релейной) статической характеристикой. В этом случае регулирующее воздействие может принимать два или три постоянных значения. Моменты включения каждого из них будут зависеть от величины входного воздействия регулятора. Пример такой системы показан на рис. 7. Перемещение чувствительного элемента В приводит к изменению сопротивления R1, включенного в плечо моста R1….R2. К диагонали моста подключено поляризованное реле К1, контакт которого включает двигатель последовательного возбуждения М. Двигатель через винтовую пару 1 перемещает сварочную головку СГ и чувствительный элемент сторону уменьшения рассогласования.
Недостатком релейных регуляторов является пониженная точность и наличие автоколебаний, а достоинством – простота и быстродействие. Применяют релейные регуляторы тогда, когда амплитуда автоколебаний меньше допустимой ошибки регулирования. В противном случае для подавления автоколебаний используют различные дополнительные методы управления.
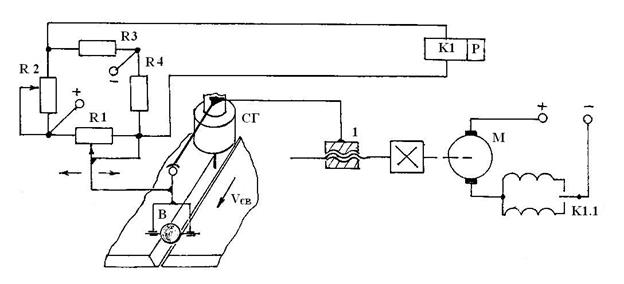
Рис. 7. Следящая система за направлением сварочной головки по линии стыка
Импульсные регуляторы освобождают элементы от постоянной нагрузки и позволяют применить более точные маломощные устройства, а также снизить расход энергии на приводы и улучшить реакцию регулятора на отклонение регулируемой величины.
Применение цифровой техники и ЭВМ позволяет существенно повысить качество регулирования. Системы автоматического регулирования с микропроцессором (МП-контроллером) как правило являются связными и многомерными. Такая система состоит из непрерывной части, включающей объект управления с органами регулирования и цифровой. Выходные сигналы многомерного объекта и контролируемые возмущения поступают после преобразования в МП-контроллер, где после их обработки определяются сигналы управления, рис. 8.
Подключение дополнительных регистрирующих устройств и персонального компьютера позволяет оперативно реагировать на отклонения заданных параметров от оптимальных и осуществлять адаптивное регулирование.
При цифровом регулировании сигналы в системе выражаются в виде кода, т.е. имеют дискретизацию (квантование) по времени. Поэтому цифровые системы относят также к импульсным. Анализ таких систем проводится с помощью дискретных преобразований Лапласа, поскольку дифференциальные уравнения в это случае неприменимы. Цифровые регуляторы обеспечивают те же законы регулирования, что и аналоговые (непрерывные).
Цифровые регуляторы характеризуются повышенной точностью, быстродействием и гибкостью (возможностью изменения алгоритмов управления простым изменением программы). Недостатком цифрового регулирования является сложность систем и высокая стоимость.

Рис.8. Цифровая система регулирования: О – объект автоматизации; Y - регулируемые величины; X – регулирующие воздействия; F – контролируемые возмущения; УИ – устройства измерения; ИУ – исполнительные устройства; СПИ – средства преобразования информации; МПк – микропроцессор; ТУ - терминальное устройство оператора; БРП – блок регистрации параметров; ПК – персональный компьютер
Выбор регулятора производится из следующих соображений. Релейные регуляторы применяют для объектов с большой ёмкостью и без большого запаздывания (отношение времени чистого запаздывания объекта к его постоянной времени менее единицы: τ /T< 1). Пропорциональные регуляторы выбирают для одноемкостных объектов средней емкости с плохими динамическими свойствами, небольшим запаздыванием и плавным изменением нагрузки. Для объектов с самовыравниванием независимо от величины емкости с небольшим запаздыванием при плавных изменением нагрузки, когда время регулирования допускается большим, применяют И-регуляторы. Для объектов любой емкости, большим запаздыванием при больших но медленных изменениях нагрузки выбирают ПИ-регуляторы. ПИД-регуляторы применяют при любой емкости объекта, большом запаздывании при больших и резких изменениях нагрузки.
Выбор регулятора определяется требованиями к качеству регулирования. Степень воздействия регулятора характеризуется динамическим коэффициентом регулирования (отношением величины перерегулирования к заданному значению регулируемой величины): Rд = ymax(t) / y0 (t). Наибольший Rд у И-регулятора, меньше у П и ПИ, наименьший у ПИД-регулятора. Динамический коэффициент регулирования растет при увеличении отношения τ /T. Минимальное время регулирования у П и ПИД-регулятора, у ПИ-регулятора это время в два раза больше, чем у П. При настройке регуляторов выделяют три типовых переходных процесса: апериодический, колебательный с 20 % перерегулированием и колебательный с минимальной квадратичной площадью отклонения. При автоматизации сварочного оборудования для дуговой сварки чаще всего применяют П- и И-регуляторы и реже ПИ-регуляторы.








