

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
При автоматизации источников питания для дуговой сварки объектом управления является электрическая дуга, а регулируемыми параметрами являются сварочный ток и напряжение. При автоматизации решаются задачи формирования внешней характеристики с регулированием режима и стабилизации параметров. В настоящее время наибольшее распространение в промышленности имеют тиристорные сварочные выпрямители как с падающими, так и с жесткими внешними характеристиками. Управление тиристорами осуществляется по вертикальному принципу. Для задания режима, стабилизации параметров и формирования внешней характеристики управляющее напряжение формируется на выходе операционного усилителя схемы управления, на входе которого суммируются все напряжения обратных связей по току, по напряжению дуги, по напряжению сети и заданное, соответствующее требуемым параметрам режима. Обратная связь по току обеспечивает требуемый наклон внешней характеристики (увеличение угла управления тиристорами при увеличении сварочного тока αу = f (Iд)), а обратная связь по напряжению – требуемую жесткость характеристики (также пропорциональная зависимость угла от напряжения). Обратная связь по напряжению сети таким же образом стабилизирует параметры режима при колебаниях сетевого напряжения. Суммарное выходное напряжение сравнивается с напряжением генератора линейно изменяющегося напряжения (ГЛИН) или с пульсирующим сетевым и подается на формирователь импульсов управления тиристорами. Рассмотрим для примера схему управления широко распространенным сварочным выпрямителем ВДУ506У3. Схема управления этого шестифазного тиристорного выпрямителя включает в себя суммирующий усилитель БУ (рис. 9), на входы которого подаются напряжения обратных связей с шунта RS или с выхода выпрямителя, а также напряжения задания Uу0 с потенциометра Rу напряжение сети. Напряжение выхода усилителя Uу воздействует на фазоимпульсное устройство ФИУ через нулевую точку шестифазного трансформатора управления Т2.

Рис. 9. Функциональная схема выпрямителя ВДУ506У3
Суммирующий операционный усилитель (рис. 10) охвачен гибкой обратной связью через С1, работающей в переходных режимах, задержанной обратной связью через VD, действующей при случайных кратковременных превышениях напряжения выше 16 В. Жесткая обратная связь с резисторами R5, R6 и R7 позволяет регулировать коэффициент усиления и подстраивать нужную крутизну внешней характеристики и ток короткого замыкания. На неинвертирующий вход усилителя, включенного по дифференциальной схеме, подается напряжение заданное Uз и пропорциональное напряжению сети Uонс , а на инвертирующий – напряжение обратной связи со стандартного шунта, включенного в сварочную цепь Uост, или напряжение дуги Uосн. Обратная связь по току (падающая характеристика) или по напряжению (жесткая) выбирается переключателем S.

Рис. 10. Схема формирования напряжения управления Uу тиристорного
выпрямителя
Таким образом выходное напряжение Uу = kу[ Uз + Uонс – (– Uост )] для падающих характеристик или Uу = kу[ Uз + Uонс – (– Uосн )] для жестких характеристик. Подстройка коэффициента усиления осуществляется потенциометром R7. Кроме конденсаторов С1 и С2 в реальной схеме имеются еще фильтрующие RС-цепи и цепи, ограничивающие величину выходного напряжения при случайных бросках входного. Для повышения устойчивости дуги на малых токах при жестких характеристиках обратная связь по напряжению отключается электронным ключом ЭК, обеспечивая повышенное напряжение холостого хода, как при падающих характеристиках.
Выходное напряжение операционного усилителя Uу далее поступает в фазоимпульсное устройство, формирующее управляющие тиристорами импульсы в соответствии с чередованием фаз шестифазной вторичной обмотки сварочного трансформатора. Как указывалось выше выходное напряжение подается на нулевую точку вторичной обмотки шестифазного трансформатора управления Т2. Вторичные обмотки Т2 включены в схему формирователя импульсов, рис. 11.
Для управления тиристором каждой фазы используются напряжения двух других с трансформатора управления Т2, рис. 9. Для фазы А это будут напряжения фаз c и  рис. 12. Напряжение фазы c положительной полярности подается на вход логического элемента DD1 и после инвертирования на вход элемента DD3. Сюда же подается положительное напряжение фазы
рис. 12. Напряжение фазы c положительной полярности подается на вход логического элемента DD1 и после инвертирования на вход элемента DD3. Сюда же подается положительное напряжение фазы  .
.
 Рис. 11. Схема части формирователя импульсов выпрямителя ВДУ506У3
Рис. 11. Схема части формирователя импульсов выпрямителя ВДУ506У3
(для  управления тиристором в фазе А)
управления тиристором в фазе А)

Рис. 12. Осциллограммы работы формирователя импульсов при управлении тиристором в фазе А – а; схема управления выпрямителем – б
Уровни этих напряжений зависят от величины Uу, подаваемого с выхода операционного усилителя, которое «поднимает» уровень фазовых напряжений относительно общего питания схемы формирователя. Появление «единичных» напряжений на входе элемента DD3 при изменении напряжений в этих фазах (точки 1 и 2 для напряжений с и ) и, соответственно, на выходе DD3 для двух разных Uу показано на рис. 12.
Напряжение с выхода элемента DD3 отпирает транзистор VT1 схемы формирователя импульсов (рис. 11), в результате чего формируется управляющий импульс тиристора VS1 фазы А. При напряжении управления Uу угол управления тиристором α (рис. 12), при Uу1 >Uу – α1 и снижение среднего напряжения за полупериод. Для другой фазы формирование импульса управления производится аналогично подключением таких же логических элементов. Таким образом в формирователе для 6 тиристоров 6 суммирующих элементов «И» (DD3) и 12 «И-НЕ» (DD1 и DD2). Общая блок схема управления источником ВДУ506У3 показана на рис. 13. Переключатель S включает обратную связь по току (на схеме) или по напряжению, изменяя внешнюю характеристику в зависимости от способа сварки.
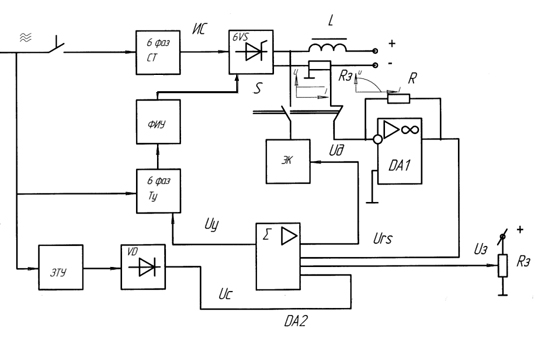
Рис. 13. Блок схема управления выпрямителем ВДУ506У3: СТ – силовой трансформатор; Ту – трансформатор управления; ФИУ - фазоимпульсное устройство; 3ТУ – трехфазный трансформатор питания схем управления; DA1 – усилитель сигнала с шунта (в некоторых конструкциях отсутствует); DA2 – усилитель блока управления; ЭК – электронный ключ; S – переключатель внешних характеристик
Более поздние разработки направлены на получение оптимальной формы внешней характеристики источника питания для режима ручной дуговой сварки, рис. 14. Такая и ей подобные характеристики получают при управлении с помощью микропроцессорной техники (выпрямители ДС250.33, ВДУ506МТ и др.).

Рис. 14. Внешняя характеристика источника питания для режима ручной
дуговой сварки с микропроцессорным управлением; 1 – линия устойчивых
режимов для ручной дуговой сварки
Участок а – б обеспечивает режим горячего старта кратковременным повышением напряжения холостого хода. Участок б – в обеспечивает лучшие свойства сварочной дуги при сварке вертикальных и потолочных швов. Участок в – г может иметь разный наклон в зависимости от типа электродного покрытия. Участки д – е (ж) обеспечивают «форсаж» дуги – изменение давления на сварочную ванну или оптимальную величину тока короткого с точки зрения разбрызгивания. Для жестких характеристик микропроцессорное управление ограничивает ток короткого замыкания – практически вертикальное падение характеристики (снижение напряжения до 0) при достижении заданного тока. Микропроцессорное управление кроме вышеописанного позволяет также обеспечить источнику специальные свойства, характерные для специализированных источников питания.
Кроме вышеописанного способа управления тиристорами в источниках питания, которые в настоящее время находятся в эксплуатации, применяют электромагнитное управление (источники типа ТИР). Этот способ, а также метод STT, инверторные источники питания и источники с синергетическим управлением (управление в функции процессов в сварочной дуге) рассматриваются в курсе «Специализированные источники питания для дуговой сварки».
|
|
|

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

