В сварочных установках системы автоматического регулирования напряжения дуги при плавящимся электроде называют системами с зависимой подачей электродной проволоки, имея в виду зависимость скорости подачи от напряжения на дуге. Подобное регулирование осуществляет сварщик при ручной дуговой сварке покрытыми электродами, изменяя скорость подачи электрода к изделию в зависимости от наблюдаемой им скорости плавления конца электрода. Такие системы регулирования были реализованы уже в первых установках механизированной сварки для стабилизации длины дуги и в настоящее время применение их особенно целесообразно для сварки и наплавки под керамическими флюсами, наплавки легированных слоев и т.п., т.е. в тех случаях, когда предъявляются повышенные требования к точности напряжения сварочной дуги. Следует иметь в виду, что чем меньше скорость подачи проволоки, больше ее диаметр и меньше плотность тока, тем эффективнее работа системы, так как в этом случае будет безусловное выполнение отношения tp ≪ Tт, где tp – время регулирования (время отработки системой возмущения), а Тт – тепловая постоянная, характеризующая инерционность процессов нагрева и плавления металла. При выполнении этого соотношения возмущения по напряжению дуги, связанные с изменением напряжения сети, изменением профиля поверхности свариваемых деталей, изменением скорости подачи электродной проволоки не отразятся на формировании сварочного шва.
Система АРНД для сварки плавящимся электродом работает по пропорциональному закону:
Vpp = kp(Uд - Up), (4)
где Vпп – скорость подачи электродной проволоки;
kр – коэффициент усиления регулятора;
Uд – напряжение дуги;
Uр – заданное напряжение регулятора.
При установившемся режиме скорость подачи электрода Vпп равна скорости плавления Vпл, которая определяется энергетическими параметрами режима:
Vпл = Vпп = ki Iд – kuUд, (5)
где ki и ku – коэффициенты саморегулирования по току и напряжению.
Приравнивания (4) к (5) и решая относительно Uд, получим уравнение статической характеристики системы АРНД:
Uд = (kp/(kp + ku))·Up + (ki/(kp + ku))·Iд, (6)
где выражение kр·Uр / (kр+ku) = Uз – называют заданным напряжением дуги и выражение (6) может быть переписано как Uд = Uз + ∆U.
Коэффициент регулирования kp количественно выражает реакцию выходной величины регулятора  Vпп на изменение регулируемой величины ∆Uд:
Vпп на изменение регулируемой величины ∆Uд:
kp = ΔVпп/ΔUд. (7)
Статические характеристики системы АРНД и внешние характеристики источника питания представлены на рис. 20.
Изменение kр приводит к изменению наклона статической характеристики регулятора системы АРНД (прямые 4 и 5, рис. 20), то же действие оказывает изменение вылета электрода: больше вылет – больше наклон характеристики. Из рисунка видно, что система отрабатывает возмущения по напряжению с некоторой ошибкой ∆U, которая тем меньше, чем ближе характеристика к горизонтали (больше kp). Отсюда следует, что регулятор системы АРНД не оказывает прямого влияния на сварочный ток, и настройка сварочного тока должна производиться настройкой источника питания (углом наклона внешней характеристики), а настройка напряжения – установкой заданного напряжения дуги на сварочном тракторе, имеющем регулятор системы АРНД. Примером такой системы является схема сварочного трактора АДФ 1201.
Рис. 20. Статические характеристики системы АРНД: 1 и 2 – внешние характеристики источника питания при изменении напряжения сети; 2 и 3 – тоже при изменении внутреннего напряжения источника; 4 и 5 – статические характеристики регулятора АРНД
Упрощенная электрическая схема и пульт управления сварочного трактора АДФ 1201 представлены на рис. 21. Управление электроприводом подачи электродной проволоки осуществляется по схеме системы автоматической стабилизации частоты вращения электродвигателя, на вход которой дополнительно подается напряжение дуги через делитель R4 и R5. Таким образом, на вход усилителя подается алгебраическая сумма трех напряжений: дуги, заданного и обратной связи по напряжению якоря двигателя подачи проволоки. Напряжение выхода усилителя, преобразованное фазоимпульсным устройством (ФИУ), управляет тиристорным выпрямителем (УВ), к которому подключен якорь электродвигателя М. Пренебрегая нелинейностью регулировки Uя = f(U0), можно считать, что
Uя =kз[k1Uд – (U0 – k2Uя)],
а так как Vпп = k4Uя и Up = U0 – k2Uя, то Vпп = kр(Uд – Uр),
где kp – общий коэффициент учитывающий k1… k4.
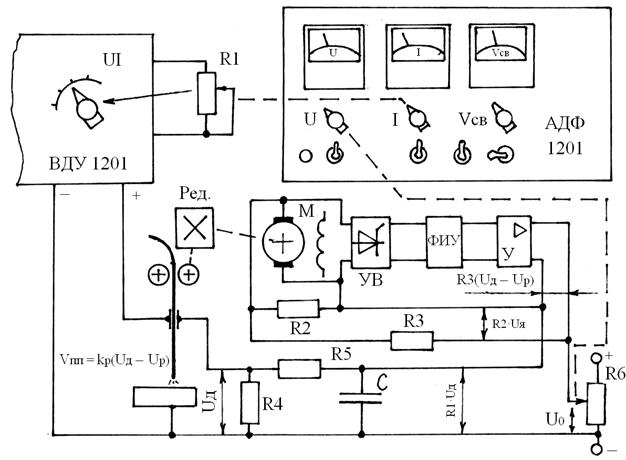
Рис. 21. Функциональная схема системы АРНД трактора АДФ 1201
с источником питания ВДУ 1201
Статическая характеристика регулятора скорости подачи электрода показана на рис. 22. При постоянной величине Uр скорость подачи электрода линейно зависит от напряжения дуги. При напряжении короткого замыкания Uрэ (начало процесса сварки под слоем флюса) в регуляторе происходит изменение направления движения проволоки и она движется вверх с маршевой скоростью до возбуждения дуги и появления напряжения Uд. Напряжение реверса электрода Uрэ составляет несколько вольт и устанавливается перед началом эксплуатации оборудования. Таким образом, система отрабатывает требуемый закон регулирования и настройка на заданный режим заключается в установке тока регулятором «I» (наклон падающей характеристики) на пульте трактора (соответствует регулятору «UI» на источнике ВДУ 1201), а напряжение – регулятором «U», что соответствует установке требуемой скорости подачи сварочной проволоки.
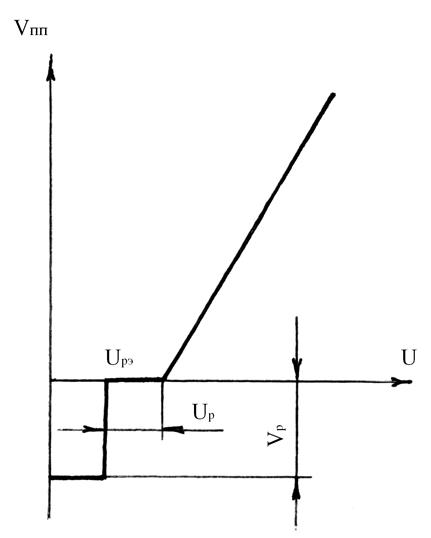
Рис. 22. Статическая характеристика регулятора скорости подачи электрода
Рассмотренная система имеет широкое применение и, работая совместно с источником, имеющим систему стабилизации сварочного тока, обеспечивает достаточную точность регулирования. Качество регулирования повышается по мере совершенствования элементной базы промышленной электроники и электропривода, применяемой в сварочном оборудовании.
Так в тракторах типа АДФ, выпускаемых с начала 2000-х годов (АДФ-850, АДФ-1000, АДФ-1250), в схеме управления используется микропроцессор. Применение электронного управление позволило обеспечить работу трактора как в системе АРДС, так и в АРНД, а также более гибкую надежную систему зажигания дуги (стартовые режимы) и предварительные настройки перед сваркой. Внешний вид трактора АДФ-1000 представлен на рис. 23.
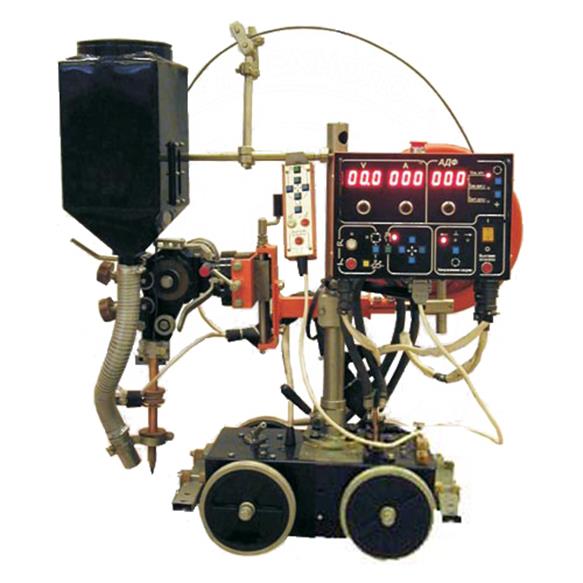
Рис. 23. Внешний вид сварочного трактора АДФ-1000 с микропроцессором в системе управления








