При сварке не только криволинейных, но и прямолинейных швов (особенно большой протяженности) необходимо постоянное наблюдение за совпадением электрода с линией соединения или длительная предварительная настройка сварочной головки или трактора. В связи с этим, применение следящих систем позволяет существенно увеличить производительность при сварке. Наиболее просто ориентация электрода на линию стыка при сварке соединения с разделкой или с зазором обеспечивается применением механических щупов (копиров), связанных со сварочной горелкой, имеющей одну или несколько подвижностей. В этом случае измерение связано с управлением (прямое регулирование). Щуп в виде ролика или нескольких роликов (может быть и копирный палец) под действием пружин или веса постоянно прижимается к разделке кромок, рис. 33, а, б, в.
Если сварочная горелка и копир имеют только одну подвижность, то возникает погрешность ∆k, рис. 33, а, г. При двух и более копирах и дополнительной подвижности копира относительно горелки (рис. 33, б) или копира с горелкой относительно изделия (рис. 33, в) можно ликвидировать погрешность особенно при строго прямолинейных стыках, случайно повернутых относительно линии движения сварочной головки или трактора. Для сварки соединений с прихватками нужно не менее трех роликов, рис. 33, в. Эти устройства можно применять и при сварке «в лодочку». Применение таких устройств возможно и при сварке угловых швов, рис. 34. При угловом расположении копира и уравновешенной массе перемещаемых частей применяют схему рис. 34, а. При неуравновешенных массах – рис. 34, б. При боковом расположении копиров на изделиях с большими полками – схема рис. 34, в. Прижим копирующих роликов обеспечивается усилием пружин F1 и F2
Недостатками этих регуляторов являются невозможность применения при сварке стыковых соединений без разделки и зазора при сварке нахлесточных соединений с толщиной листа менее 3 мм; необходимость специальной конструкции сварочного оборудования; фиксация плавающей части аппаратуры перед выходом щупа на конечном участке соединения или выводные планки.
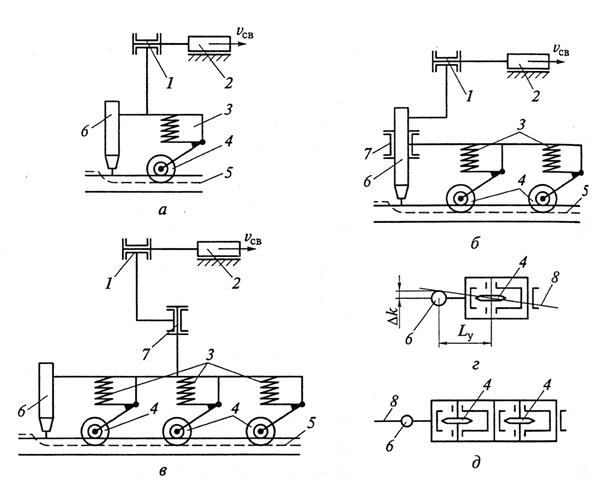
Рис. 33. Ориентация электрода на линию соединения механическими щупами: а, б, в – с различным количеством роликов; наличие погрешности ∆k и её отсутствие – г, д соответственно; 1, 2, 7 – звенья, обеспечивающие подвижность; 3 – пружины; 4 – копирные ролики; 5 – изделие; 6 – сварочная горелка; 8 – линия соединения; Lу – расстояние между сварочной горелкой и точкой копирования
К подобным современным средствам малой механизации относятся устройства для перемещения сварочных горелок практически любой марки при сварке в различных пространственных положениях. Устройство представляет собой тележку с 4-мя приводными немагнитными колесами, на которой находится механизм закрепления горелки и встроенный в корпус постоянный магнит, с помощью которого весь механизм закрепляется и удерживается непосредственно на изделии. Между магнитом и изделием имеется постоянный воздушный зазор (6,5 мм), что дает возможность тележке свободно перемешаться с задаваемой скоростью сварки по изделию как в горизонтальной, так и вертикальной плоскости. Управляющее устройство позволяет устанавливать скорость сварки, частоту поперечных колебаний с возможной задержкой в крайних положениях горелки и в центре.
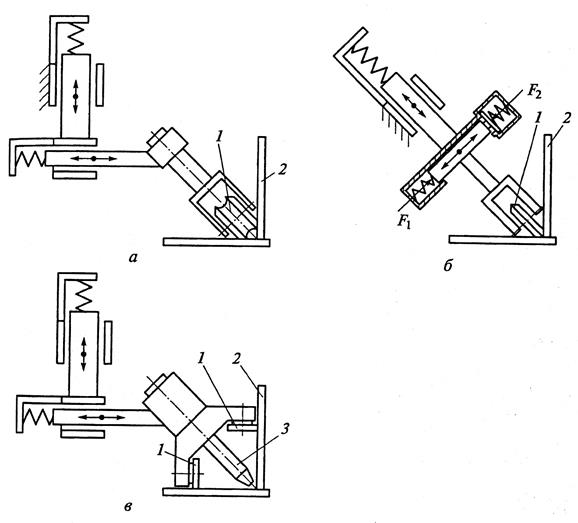
Рис. 34. Прямое копирование угловых швов: 1 – копирный ролик; 2 – изделие;
3 – сварочная горелка
Направление по линии стыкового шва обеспечивается с помощью магнитной направляющей рейки, а при сварке угловых швов – направляющими упорными роликами. Сварочные тележки серии Noboruder показаны на рис. 35, 36.
Более сложными являются системы непрямого регулирования с копирными датчиками. Применяемые копиры имеют в основном электромеханические преобразователи – контактные, потенциометрические или тензометрические и др. Внешний вид такого датчика показан на рис. 37, а конструкция на рис. 38.

Рис. 35. Тележка для сварки стыковых швов с магнитной рейкой
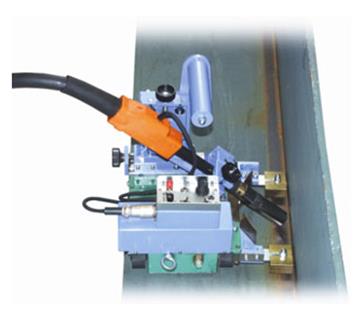
Рис. 36. Тележка для сварки с направляющими упорными роликами
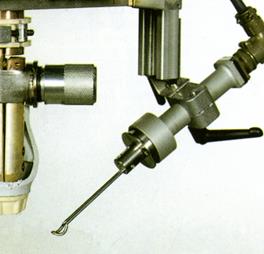
Рис. 37. Внешний вид датчика-щупа фирмы ESAB
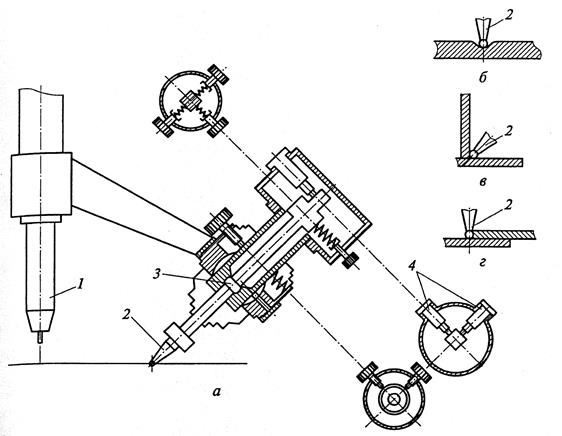
Рис. 38. Схема двухкоординатного электромеханического датчика – а и установка копира при сварке различных швов – б, в, г; 1 – сварочная горелка,
2 – сменный щуп; 3 – ось поворота щупа; 4 – первичные преобразователи
Датчик устанавливается под углом 30…45о к линии соединения и прижимается к поверхности с небольшим усилием (1…10 Н) в отличие от устройств прямого действия, рис. 34. Применение таких датчиков позволяет создавать достаточно точные следящие системы.






