Волочением называется процесс обработки металлов давлением, при котором заготовка протаскивается через отверстие волоки, размеры которого меньше размеров сечения исходной заготовки. В результате волочения получается изделие с постоянным сечением по всей длине.
При волочении площадь поперечного сечения заготовки уменьшается и за счет этого увеличивается ее длина. Степень деформации металла при волочении характеризуется величиной коэффициента вытяжки μ, или величиной коэффициента обжатия ψ
Коэффициент вытяжки за один проход принимают 1,2…1,6, а суммарный- 1,7…6,5. Обжатие составляет за проход 16…40%, а суммарное 40…85%. При волочении в качестве основного показателя деформации чаще всего пользуются коэффициентом обжатия.
Усилие волочения зависит от многих факторов и в первую очередь от свойств и состояния обрабатываемого металла, форм и состояния инструмента, условий трения и т. д.
Во избежание обрыва обрабатываемого металла при волочении напряжение натяжения в вытягиваемом его конце не должно превышать его условного предела текучести – σ 0,2
Волочением изготовляют прутки, проволоку, тонкостенные трубы, фасонные профили и т. п. из стали, цветных металлов и их сплавов. Волочение применяют также для калибровки, т. е. для придания точных размеров и чистой поверхности горячекатаному металлу (сортовому и трубам). Волочение производится в холодном состоянии; при этом повышается прочность металла, вязкость (удлинение) уменьшается.
Волочение производят на волочильных станах, которые по принципу работы подразделяются на две группы: 1) с прямолинейным движением тянущих устройств (цепные, реечные, винтовые) и 2) с круговым движением протягиваемого металла (барабанные).
Волочильный стан состоит из двух основных частей: матрицы (волоки) и тянущего устройства. Через фильеру при помощи тянущего устройства протягивается заготовка.
На станах с прямолинейным движением изготовляют прутки, профили и трубы (рис. 27.1). На станах с круговым движением производится волочение проволоки и труб малого диаметра с одновременным наматыванием их на барабаны в бунты. Волочильные прямолинейные станы бывают однопрутковые и многопрутковые, когда одновременно производится волочение нескольких прутков. Усилия волочения у цепных станов достигают 150... 600 т, а скорость волочения 20…50 м/мин.
Барабанные станы делятся на станы: однократного волочения, где заготовка проходит одну фильеру, и многократного волочения, где заготовка проходит последовательно через несколько фильер (2…15 и более) с уменьшающимся сечением отверстий.
На станах однократного волочения в основном изготовляют толстую проволоку диаметром от 0,4 до 8мм, а проволоку меньшего сечения производят на станах многократного волочения (рис. 27.2). Тяговые барабаны приводятся во вращение от привода, состоящего из электродвигателя, редуктора и конических шестерен. В связи с тем, что с уменьшением сечения проволок увеличивается ее длина, число оборотов от первого к последующему барабану возрастает. Скорость волочения достигает 900 м/мин и более.

Рис. 27.1. Принципиальная схема цепного волочильного стана прямолинейного:
1 – станина; 2 и 4 – цепные барабаны; 3 – шарнирно-пластинчая цепь;
5 – крюк; 6 – тележка; 7 – противовес; 8 – зажимное приспособление (клещи);
9 – волока; 10 – пруток
В настоящее время вместо цепных станов получили большое применение гидравлические станы, у которых перемещение клещей, тянущих заготовку, производится с помощью гидравлического цилиндра. На этих станах процесс волочения происходит очень плавно и обрывов заготовок почти не бывает.

Рис. 27.2. Схема барабанного стана многократного волочения:
1 – 4 – волоки; 5 – холостой барабан; 6 – 8 – тяговые барабаны; 9 – приёмный барабан; 10 – конические шестерни; 11 – двигатель с редуктором; 12 – бунт проволоки
 Волока (рис. 27.3) состоит из двух частей — собственно волоки 1 и обоймы 2. Волока имеет входной конус (распушка), необходимый для введения заготовки в волоку, смазочную часть II, рабочий или деформирующий конус III, в котором заготовка обжимается, калибрующую зону IV и выходной конус V. Угол деформирующего конуса 2α при волочении прутков принимается 6о …18о, в зависимости от свойств металла и вида изделия, а при волочении труб 10о…24о. Чем меньше твердость металла, тем больше угол рабочего конуса.
Волока (рис. 27.3) состоит из двух частей — собственно волоки 1 и обоймы 2. Волока имеет входной конус (распушка), необходимый для введения заготовки в волоку, смазочную часть II, рабочий или деформирующий конус III, в котором заготовка обжимается, калибрующую зону IV и выходной конус V. Угол деформирующего конуса 2α при волочении прутков принимается 6о …18о, в зависимости от свойств металла и вида изделия, а при волочении труб 10о…24о. Чем меньше твердость металла, тем больше угол рабочего конуса.
Волоки изготовляют из инструментальных сталей У8…У12, из стали марок ШХ15, Х12М, из твердых сплавов ВК2, ВКЗ, ВК6, ВК8, ВК10, ВК15, а для получения проволоки диаметром менее 0,3мм — из алмаза.
Вопросы для повторения и закрепления:
1. Какой процесс называется волочением?
2. Как подразделяются волочильные станы?
Прессование металла
Прессованием называется процесс обработки металлов давлением путем выдавливания его пуансоном из контейнера через отверстие в матрице. При этом металл принимает форму, соответствующую конфигурации отверстия в матрице — круглую, квадратную или другую. Чаще всего прессование применяют для получения изделий из цветных металлов и их сплавов.
При прессовании различают две скорости — скорость истечения металла через отверстие матрицы и скорость движения пуансона в контейнере. Скорость истечения зависит от пластичности металла.

Рис. 27.3 Схема прямого (а) и обратного (б) прессования
При прессовании прутков и труб небольших размеров скорость истечения принимают равной: для дуралюмина марок Д1, Д16 и др. 5…10 см/с, алюминия, меди и ее сплавов — до 100 см/с и т. д. Превышение указанных скоростей приводит к образованию поперечных трещин и разрывов. Применяется два основных метода прессования металла — прямой и обратный (рис. 27.3).
Прямой метод прессования. При прямом прессовании направление течения прессуемого металла совпадает с направлением движения пуансона. Процесс прямого прессования (рис. 27.3, а) состоит в следующем: заготовка (слиток) 2, нагретая до заданной температуры или в холодном состоянии, помещается в контейнер 1 и выдавливается из него пуансоном 4 через отверстие матрицы 3, в результате чего образуется изделие 5. В конце прессования в контейнере остается небольшая часть металла (18…20% от массы заготовки), называемая прессостатком, которая не используется для получения изделия. С учетом отходов металла при отделке заготовки и полученного изделия, а также прессостатка выход годной продукции при прессовании составляет 75…80%.
Обратный метод прессования. При обратном методе прессования металла (рис. 27.3, б) в контейнер 1 входит полый пуансон 4 с матрицей 3, прикрепленной к его концу. В процессе движения пуансона 4 матрица 3 давит на помещенную в контейнер заготовку 2, в результате чего металл выжимается через отверстие матрицы в направлении, обратном движению пуансона; при этом образуется изделие 5. Обратный метод прессования, но сравнению с прямым методом, более экономичен, так как уменьшаются отходы металла на 5…6% и снижаются усилия прессования металла примерно на 25% за счет отсутствия трения металла слитка о стенки контейнера. Однако из-за сложности конструкции пресса этот метод имеет ограниченное применение.
Вопросы для повторения и закрепления:
1. Какие преимущества и недостатки у прямого метода прессования металла?
2. Какие преимущества и недостатки у обратного метода прессования металла?
Свободная ковка металла
Свободной ковкой называется процесс обработки давлением, при котором перемещающиеся слои металла не встречают сопротивления своему движению.
Процесс ковки осуществляется последовательными ударами кувалды, бойка молота или нажимами бойка пресса с применением различного инструмента. В литом металле дендритная структура после ковки превращается в волокнистую, а в катаном уже существующая волокнистая структура улучшается. Изменения структуры и свойств металла при ковке во многом зависят от его первоначальной структуры и свойств, от температурного режима ковки и от степени его обжатия (уковки). Металл, подвергаемый ковке, как правило, нагревают.
К основным операциям свободной ковки относятся; осадка 1, высадка 2, протяжка 3, раскатка 4, прошивка 5 и 6, рубка 7 и 8, гибка 9 и 10, сварка 11 и кручение 12 (рис. 27.4)

Рис. 27.4. Схемы основных операций свободной ковки
При осадке уменьшается высота и увеличивается за счет этого площадь поперечного сечения заготовки. Во избежание продольного изгиба осаживаемой заготовки ее высота должна быть не более 2,5 диаметров или толщин. Стремление заготовок квадратного или прямоугольного сечения при осаживании превратиться в круглые - характерно для любой формы сечения. Это положение называют правилом наименьшего периметра при осаживании.
Осадка, производимая на части заготовки, называется высадкой.
Протяжку (вытяжку) применяют для увеличения длины заготовки, за счет уменьшения ее толщины. Процесс протяжки осуществляют последовательными обжатиями с подачей заготовки и поворотом ее вокруг оси. Обычно величину подачи принимают равной 0,4…0,8 ширины бойка.
В качестве основного рабочего инструмента при осадке и вытяжке применяют бойки.
Прошивку применяют для изготовления отверстия в заготовке при помощи прошивня. После прошивки полученная заготовка либо калибруется до заданных размеров отверстия, либо подвергается раскатке.
Раскатка применяется для увеличения диаметра кольцевой заготовки путем обжатия при непрерывном ее поворачивании на специальной оправке, в результате чего увеличивается диаметр кольца.
Гибка применяется для придания заготовке определенного контура. Ее осуществляют в специальных штампах на гибочных машинах.
Кручение состоит в повороте одной части заготовки относительно другой на заданный угол вокруг ее оси, для чего применяют специальное приспособление.
Кузнечная сварка заключается в соединении между собой заготовок внахлестку, вразруб, встык. Сварка производится при температуре 1300…1400°С путем проковки заготовок в месте соединения и последующей отделки. Рубка применяется для разделения большой по размерам заготовки на несколько частей меньших размеров, а также для удаления концов поковки. Рубку производят при помощи кузнечных топоров и зубил и обычно осуществляют в два приема. Вначале заготовку надрубают топором, затем перевертывают на 180° и с помощью квадрата отсекают надрубленную часть
Задание для повторения и закрепления:
1. Какие осуществляются операции при свободной ковки металла?
Объёмная штамповка
Объемную штамповку металла производят в штампах, состоящих обычно из двух половин, которые в собранном виде создают одну или несколько внутренних полостей, называемых ручьями. При этом течение металла при деформации ограничивается стенками внутренней полости штампа. Получаемые изделия различной конфигурации отличаются высокой точностью размеров, хорошим качеством поверхности и небольшими припусками и допусками,
Объёмную штамповку металла подразделяют на горячую и холодную. Поскольку пластичность металла в горячем состоянии больше, чем в холодном, то для изготовления одного и того же изделия требуется приложить меньшее усилии. И тот и другой вид объемной штамповки применяют в массовом производстве. Холодной штамповкой изготавливают небольшие поковки, а горячей—более крупные массой до 450—500 кг. При горячей объемной штамповке основным исходным материалом является: сортовой прокат стали, цветных металлов и их сплавов.
Технологический процесс горячей объемной штамповки в общем случае слагается из следующих операций: 1) разделка проката на мерные заготовки (определенной массы и размеров); 2) загрузка в печь и нагревание заготовок, до определенной температуры (900…1200°С для стали); 3) укладка заготовки на нижнюю половину штампа и штамповка; 4) удаление из штампа полученной поковки; 5) термическая обработка поковок; 6) обрубка облоев и отделка.
Указанные операции по получению поковок производятся в соответствующих отделениях: заготовительном, штамповочном, термическом и отделочном.
Штампом называется металлическая разъемная форма, состоящая из двух частей (половин), внутри которой имеется полость, называемая ручьем; штампы. изготовляют из сталей марок 5ХНВ, 5ХНМ, 5ХГМ, ЗХ2В-8Ф и др. Каждый штамп предназначен для получения поковок определенной конфигурации, размера и массы.
Штампы подразделяются: на открытые и закрытые (рис. 28.5).
Открытыми штампами (рис. 27.5, а) называют штампы, у которых вокруг всего внешнего контура штамповочного ручья имеется специальная облойная канавка, соединенная тонкой щелью с полостью, образующей поковку.

Рис. 27.5. Схемы штамповки заготовок:
а – в открытом штампе (с облоем); б – в закрытом штампе (без облоя; вариант 1); В – В закрытом штампе (без облоя; вариант 2); 1 – верхняя половина штампа; 2 – нижняя половина штампа; 3 – облой; 4 – поковка; 5 – выталкиватель; 6 – штамп (матрица); 7 – пуансон
В процессе штамповки через щель в канавку вытесняется избыточная часть металла, образуя по контуру поковки облой. Это приводит к некоторому увеличению отходов металла, но зато упрощает процесс штамповки. Облой с поковки затем обрезается при помощи особых штампов.
Закрытыми штампами (рис.27.5, б, в) называют штампы, в которых металл деформируется в замкнутом, пространстве без образования облоя. При этом расход металла на изготовление поковки сокращается, а процесс получения годной поковки усложняется (требуются заготовки определенной массы). Закрытые штампы более перспективны, но в связи с тем, что они сложнее открытых, их применяют пока реже открытых.
В штампе может быть один или несколько ручьев.
Штампы с одним ручьем применяют для изготовления поковок простой формы, а поковки сложной конфигурации получают в многоручьевых штампах. Многоручьевые штампы (рис. 27.6 ) имеют заготовительные ручьи (протяжные, подкатные, пережимные, гибочные и пр.), в которых производится подготовка заготовки к последующей операции штамповки, и штамповочные (черновые и чистовые) ручьи, предназначенные для окончательного формирования поковки.
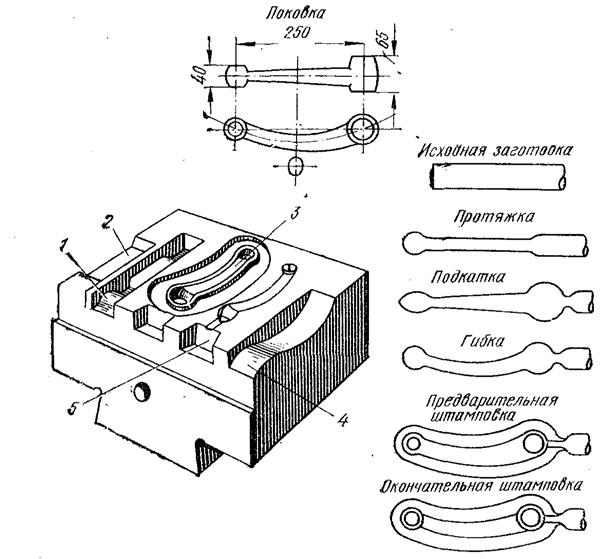
Рис. 27.6 Многоручьевой штамп для штамповки поковки рычага из прутка и технологические переходы:
1 – подкатной ручей; 2 – протяжной ручей (куда вначале поступает заготовка); 3 – предварительный (черновой) штамповочный ручей; 4 – гибочный ручей;
5 – окончательный (чистовой) ручей
Вопросы для повторения и закрепления:
1. Чем отличается открытый штамп от закрытого штампа?
2. Какие бывают виды объёмной штамповки?
Задание:
Составить план ответа по разделу «Волочение. Прессование. Объёмная штамповка и свободная ковка»
СВАРКА МЕТАЛЛА





