При формовке вручную формовщик должен иметь в своем распоряжении набор специальных инструментов и приспособлений (рис. 21.2.). Применение тех или иных инструментов и приспособлений определяется способом формовки, характером производства и уровнем техники в литейном цехе
Опоки. Литейные формы, как правило, изготовляются набивкой формовочной смеси в специальные жесткие рамки, называемые опоками (рис. 21.3.). Опоки могут быть изготовлены из чугуна, стали и алюминиевых сплавов.
Для ручной формовки обычно применяют чугунные опоки, (рис. 21.3, а), а для машинной формовки при массовом и крупносерийном производствах — стальные, литые (рис 21.3, б) или сварные, как более прочные, чем чугунные. Также применяются опоки из алюминиевых сплавов, которые в З раза легче чугунных или стальных.
Для улучшения газоотвода из формы и уменьшения веса опоки и стенках больших опок делают щелевидные отверстия, располагая их в шахматном порядке.
 Рис. 21.2. Формовочный инструмент и приспособления
Рис. 21.2. Формовочный инструмент и приспособления
а, б, в, г – плоские и клинообразные ручные трамбовки; д – плоские гладилки; е – фасонные гладилки; ж – ланцет- ложки; з – лопата; и – крючок; к – подъём; л – сито; м – кисть; н – пневматическая трамбовка

Рис.21.3. Опоки
 а – чугунные для ручной формовки: 1 – верхняя опока; 2 – нижняя опока
а – чугунные для ручной формовки: 1 – верхняя опока; 2 – нижняя опока
3 – буртик для удержания земли; 4 – ручки; 5 – центрирующие (спарочные)
штыри
б – стальные литые для машинной формовки: 1 – клиновые скобы для
соединения; 2 – подопочный щиток
Формовка в почве.
Одним из видов ручной формовки является формовка в почве, сущность которой заключается в изготовлении литейной формы в земляном полу формовочного отделения цеха. На рис. 21. 4 показана почвенная формовка крышки подшипника.
Модельзаформовывают в постели со слоем кокса и вентиляционными трубами 2. Приглаженную поверхность утрамбованной земли вокруг модели посыпают разделительным песком и устанавливают над моделью опоку 3. По углам опоки 5 забивают четыре кола 4,чтобы опока, снятая с места после формовки, могла быть установлена точно на место при последующей сборке формы. В опоке делается и литниковая система (стояк литника 5 и стояк выпора 6, чаша литника 7 и чаша выпора 8). Для этого недалеко от модели ставят деревянный конус (модель) для стояка и на самом высоком выступе модели — конус для выпора.
Припылив модель, засыпают ее через сито слоем облицовочной земли, которую обжимают руками для получения в земле точного отпечатка модели. Остальную часть формы заполняют наполнительной смесью, уплотняя ее трамбовкой до нужной плотности. Излишек формовочного материала срезают заподлицо с бортами опоки и форму накалывают душником для улучшения вентиляции (отвода газов); прорезав чаши для литника 7 и выпора 8, вынимают модели стояка и выпора кверху.
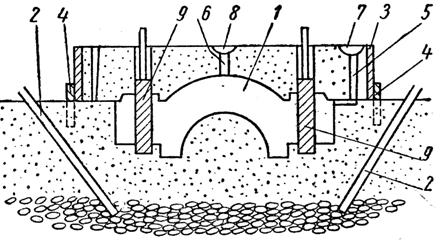
Рис. 21.4. Формовка в почве крышки подшипника
Затем опоку снимают с формы, перевертывают ее для отделки — исправления повреждений — и припыливают тонким порошком древесного угля. В нижней половине формы прорезают канал (питатель) от литника к модели; затем смачивают края земли, примыкающие к модели, и последнюю вынимают из формы; полученные при выемке модели повреждения исправляют. Покрыв поверхность формы припылом, производят сборку формы к заливке, вставляют в нее стержни 9 и накрывают опокой.
Задание для повторения и закрепления:
1. Рассказать о технологии формовки в почве.
Формовка в опоках
Формовка в опоках — наиболее распространенный вид формовки; она применима почти во всех случаях изготовления форм. Наиболее часто в практике встречается способ формовки в двух опоках
. Формовка в двух опоках по разъемной модели со стержнем.
На рис 22.5, а показана отливка, а на рис. 21.5, б — разъемная модель отливки с половинками / и 2 и со стержневыми знаками Х-Х. На подмодельную доску ставят нижнюю половину модели 2 плоскостью разъема, накрывают нижней опокой и заформовывают в определенном порядке: припыливают модель ликоподием, засевают облицовочной землей, обжимают и набивают наполнительной землей, накалывают душником вентиляционные каналы, приподняв, перевертывают опоку на 1800 и посыпают поверхность формы разделительным песком (рис.21.5, в) Затем накладывают шипами в гнезда верхнюю половину модели на нижнюю 2, накрывают верхней опокой и скрепляют ее шпильками с опокой, устанавливают модели шлакоуловителя и литника на поверхность земли в нижней опоке и выпоров на наиболее высоких точках верхней половины модели; производят набивку опоки в нужном порядке, прорезают чаши для литника и выпора и вынимают (вытаскивают вверх) модели литника и выпора (рис 21.5, г). Верхнюю опоку снимают, перевертывают на 180° и ставят рядом с нижней опокой; в нижней опоке прорезают питатель от следа шлакоуловителя до модели, вынимают обе половины модели из набитых опок, а также модель шлакоуловителя в верхней опоке, исправляют дефекты, укрепляют выступающие места формы шпильками-гвоздями, поверхность формы припыливают угольным порошком и приглаживают.

Рис. 21.5. Формовка цилиндра с фланцами в двух опоках:
а – отливка; б – модель; в – набитая нижняя опока; г – формовка верхней опоки;
д – стержень; е – жеребейка; ж – собранная форма
Наконец производят сборку формы для заливки: устанавливают в нижней опоке по местам знаков стержень (рис. 21.5, д) и укрепляют его жеребейками (рис. 21.5, е), накрывают нижнюю опоку верхней (рис.21.5, ж), и форма готова для заливки.
Жеребейки нужны лишь в случае отсутствия знаков или наличия возможности искривления стержня во время заливки формы. При отсутствии такой опасности лучше воздержаться от установки жеребеек.
Жеребейки (подпорки) применяют различных форм; они изготовляются из металла литья; поверхность их должна быть свободна от окислов, чтобы, оставаясь в теле отливки, они могли слиться с жидким металлом.
При отсутствии знаков в стержне приходится иногда крепить его в форме подвешиванием к верхней опоке или прикалыванием к нижней опоке.
Задание для повторения и закрепления:
1. Какой порядок изготовления литейной формы в двух опоках?






