Для реализации принципа взаимозаменяемости необходима точность изготовления изделий. Однако абсолютно точно выполнить размеры деталей практически невозможно. А иногда достижение высокой точности размеров экономически даже нецелесообразно. В процессе конструирования деталей устанавливают наибольшие и наименьшие предельные размеры, обеспечивающие нормальное функционирование изделия, его безотказность и долговечность.
Предельные размеры задают и обозначают на чертежах в виде отклонений, которые показывают, насколько предельный размер отличается от номинального. Разность между наибольшим предельным и номинальным размерами называется верхним предельным отклонением, а разность между наименьшим предельным и номинальным размерами - нижним предельным отклонением.
Основной расчетный размер (размер, который проставляется на чертеже детали) называется номинальным размером.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением. А разность между наименьшим предельным и номинальным размерами - нижним отклонением. При простановке размеров на чертеже к номинальному размеру указывают допускаемые отклонения. Например, 30 ±": здесь 30 мм - номинальный размер, +0,2 - верхнее отклонение, -0,1 - нижнее отклонение. Следовательно, размер детали может быть в пределах от 29,9 мм (наименьший предельный размер) до 30,2 мм (наибольший предельный размер). В этом примере верхнее отклонение положительное, а нижнее отрицательное'. Но отклонения могут быть оба положительные (4O±o'i), оба отрицательные (50~о|), одинаковые по абсолютной величине (30±0,1), или одно из них равно нулю (20+0,1).
Разность между наибольшим и наименьшим предельным размерами называется допуском размера.
При графическом изображении допусков вводятся понятия нулевой линии и поля допусков.
Нулевая линия - это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров.
Поле допуска - поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно нулевой линии (номинального диаметра).
Верхнее или нижнее отклонение, используемое для определения поля допуска относительно нулевой линии, называется основным отклонением. В ЕСДП СЭВ основным отклонением является отклонение поля допуска, ближайшее к нулевой линии. ЕСДП СЭВ содержит 27 вариантов основных отклонений (положений полей допусков) для отверстий и столько же для валов. Положение поля допуска для отверстий обозначается прописными буквами латинского алфавита, а для валов - строчными (27).
Основным отклонением для отверстий от Л до Я считается нижнее отклонение (£7), для отверстий от / до ZC - верхнее отклонение {ES). Для валов от а до h - верхнее отклонение (es), от j до zc - нижнее отклонение (ei).
Отверстие, нижнее отклонение которого равно нулю, называют основным и обозначают буквой Н.
Вал, верхнее отклонение которого равно нулю, называют основным и обозначают буквой п.
При сборке соединяемые детали соприкасаются между собой отдельными поверхностями, которые называются сопрягаемыми (например, диаметр отверстия втулки и диаметр вала, на который посажена втулка).
Различают охватывающую и охватываемую поверхности и соответственно охватывающий и охватываемый размеры. Охватывающую поверхность принято называть отверстием, а охватываемую - валом.
Сопряжение имеет один номинальный размер для отверстия и вала, а предельные - различные.
Если действительные (измеренные) размеры изготовленного изделия не выходят за рамки наибольшего и наименьшего предельных размеров, то изделие удовлетворяет требованиям чертежа и выполнено правильно.
Конструкции технических устройств и других изделий требуют различных контактов сопрягаемых деталей. Одни детали должны быть подвижными относительно других, а другие — образовывать неподвижные соединения.
Различают три основных типа производства:
- единичное (единичный выпуск различных изделий);
- серийное (выпуск партиями изделий одинаковой конструкции в определенные промежутки времени):
- массовое (выпуск большого количества изделий одного вида и конструкции на протяжении длительного времени).
Серийное производство, в свою очередь, подразделяется на мелкосерийное, серийное и крупносерийное.
Производство относят к тому или иному типу в достаточной мере условно. Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования, который представляет собой отношение числа различных операций О, необходимых для производства продукции, к числу рабочих мест, на которых выполняются эти операции Р:
Кз.о. = О / Р
Типы производства характеризуются следующими значениями коэффициента закрепления операций (табл. 1.2.6).
Таблица 1.2.6. Типы производства.

Назначение и определение допуска. Зазоры и натяги. Виды и назначение посадок. Система отверстия и система вала. Таблица допусков. Квалитеты.
Допуском посадки называется разница между наибольшим и наименьшим зазором в посадках с зазорами и разница между наибольшим и наименьшим натягом в посадках с натягом. В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягом или сумме наибольшего натяга и наибольшего зазора.
Допуск посадки также равен сумме допусков на отверстие и вал.
В системе вала основным является вал, верхнее отклонение диаметра которого равно нулю. В посадках по системе вала различные зазоры и натяги получают соединением различных по диаметру отверстий с основным валом.
В системе отверстия основным является диаметр отверстия, нижнее отклонение которого равно нулю. В посадках по системе отверстия различные зазоры и натяги получают соединением различных по диаметру валов с основным отверстием.
Посадка в системе отверстия обозначается путем проставления номинального размера, символа посадки отверстия (большая буква), а затем числа, обозначающего квалитет точности.
Посадка в системе вала обозначается путем проставления номинального размера, затем символа посадки вала (маленькая буква), а также числа, обозначающего квалитет точности.
В машиностроении преимущественно используется система отверстия, так как она дает возможность уменьшить количество потребных размеров режущего и мерительного инструмента для выполнения отверстий. Изготовление вала с размером в пределах нужной посадки значительно проще изготовления отверстия. Назначение допусков на неточность размеров определяется целевым назначением узла или агрегата. С этой точки зрения различают следующие размеры.
Назначение допусков в действующих технических условиях преимущественно выполнено, исходя из технологических возможностей предприятий и решения вопросов размерной взаимозаменяемости по геометрическим параметрам, без учета функциональной способности. Практика создания и эксплуатации аппаратов указывает на необходимость установления таких допусков не только из технологических возможностей, но прежде всего с учетом влияния их на эксплуатационные показатели для обеспечения высокого качества и эффективности работы.
Назначение допусков, а, следовательно, и класса точности следует производить с учетом конструктивных требований к соединению и технологических возможностей. Стоимость обработки возрастает с уменьшением допуска и особенно резко в области малых допусков. Правильно выбранный допуск - это наибольший возможный допуск, при котором деталь удовлетворяет своему служебному назначению.
Назначение допусков на угол уклона для неподвижных посадок непосредственно связано с величиной наибольшего крутящего момента, передаваемого соединением. Так, по ряду исследований для инструментальных конусов разница в углах уклона сопрягаемых деталей, превышающая 2 - 3, уже вызывает существенное уменьшение передаваемого крутящего момента.
Назначение допусков на отклонения размеров и формы и других базовых деталей назначаются исходя из технического уровня производства. Технологические допуски нормируемых параметров (действительные величины погрешностей) возникают на стадии изготовления и сборки.
Назначение допуска на любой регламентированный размер измеряемой физической величины является необходимым условием реального обеспечения требуемых норм строительства. Отсутствие в нормативных документах регламентированных значений допусков вносит неопределенность в процесс строительства и создает опасные предпосылки формирования трубопроводных конструкций с большими отклонениями от номинальных размеров.
Назначением допусков на элементы червяка, червячного колеса и собранной передачи преследуются те же цели, что и в цилиндрических и конических зубчатых передачах.
Дляназначения допусков, обеспечивающих функциональную взаимозаменяемость, необходимо прежде всего выявить функциональные параметры, затем аналитически или экспериментально установить взаимную, функциональную или корреляционную зависимость между этими параметрами и, наконец, влияние их отклонений на эксплуатационные показатели машины.
Поле допуска - это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков. Если нулевая линия расположена горизонтально, то в условном масштабе положительные отклонения откладываются вверх, а отрицательные - вниз от нее. Если нулевая линия расположена вертикально, то положительные отклонения откладываются справа от нулевой линии.
Поля допусков отверстий и валов могут занимать различное расположение относительно нулевой линии, что необходимо для образования различных посадок.
Различают начало и конец поля допуска. Началом поля допуска является граница, соответствующая наибольшему объему детали и позволяющая отличить годные детали от исправимых негодных. Концом поля допуска является граница, соответствующая наименьшему объему детали и позволяющая отличить годные детали от неисправимых негодных.
Для отверстий начало поля допуска определяется линией, соответствующей нижнему отклонению, конец поля допуска - линией, соответствующей верхнему отклонению.
Для валов начало поля допуска определяется линией, соответствующей верхнему отклонению, конец поля допуска - линией, соответствующей нижнему отклонению.
Зазоры и натяги.
Зазором называется положительная разница между размерами отверстия и вала. Зазор тем больше, чем больше разница между действительным размером отверстия и действительным размером вала.
Натягом называется положительная разность между размером вала и размером отверстия. Натяг возникает, когда размер вала больше размера отверстия. При этом зазор отсутствует.
В системе допусков предусмотрено три вида отклонений от номинального размера: верхнее, нижнее и основное. Основное отклонение - это отклонение, ближайшее к нулевой линии. Оно определяет положение поля допуска относительно номинального размера.
Различают три группы посадок: подвижные (с зазором), неподвижные (с натягом) и переходные (возможен зазор или натяг).
Зазор образуется в результате положительной разности между размерами диаметра отверстия и вала. Если эта разность отрицательна, то посадка будет с натягом.
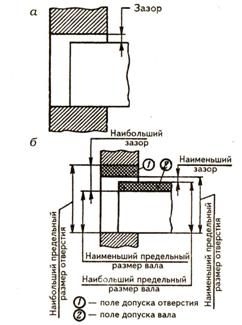
Рисунок 1.2.6 Зазоры.
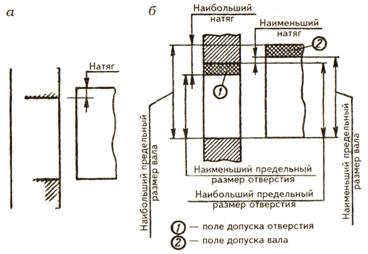
Рисунок 1.2.7 Натяги.
Различают наибольшие и наименьшие зазоры и натяги.
Наибольший зазор - это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
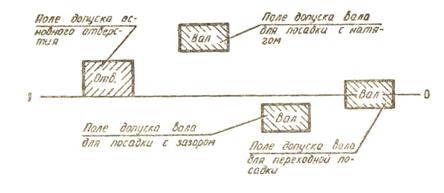
Рисунок 1.2.8 Поле допуска.
Наименьший зазор - положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наибольший натяг - положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Наименьший натяг - положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Сочетание двух полей допусков (отверстия и вала) и определяет характер посадки, т.е. наличие в ней зазора или натяга.
Системой допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) какое-либо отклонение равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают посадки в системе отверстия и посадки в системе вала.
Виды и назначение посадок.
Посадкой называется взаимное соединение двух деталей машин с одинаковыми номинальными размерами и их определенными отклонениями.
Целью посадок является достижение правильного (в соответствии с технической документацией) соединения элементов и деталей машин для их совместной работы, а также обеспечение взаимозаменяемости при сборке и ремонте в эксплуатации.
Посадка определяет характер соединения двух деталей, зависящий от зазора или натяга, полученных в результате их обработки, при сборке машины. Система допусков по посадкам разделяется на систему отверстия и систему вала. Поля допусков обозначаются буквами латинского алфавита, для отверстий прописными (А, В, С, D и др.), для валов – строчными (а, b, с, d и др.).
Все возможные размеры до 3150 мм разбиты на интервалы, которые образуют три группы размеров: до 1 мм, от 1 мм до 500 мм и от 500 мм до 3150 мм. В каждой группе предусмотрены различные ряды полей допусков и рекомендуемые посадки, из которых предпочтительными являются посадки в системе отверстия.
Поле допуска отверстия Н является основным в системе отверстия, его нижнее отклонение равно нулю. Основным для вала является поле допуска h, его верхнее отклонение равно нулю.
Посадки делятся на три группы: с гарантированным натягом (прессовые), с гарантированным зазором (подвижные) и переходные.
Предпочтительные посадки - это рекомендуемые и чаще всего используемые посадки. В таблицах посадок предпочтительные посадки выделяются рамками. Характер соединения деталей, определяемый разностью между диаметрами отверстия и вала, создающий большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению, называется посадкой.
Посадки в системе отверстия - это посадки, в которых различные зазоры и, натяги получают соединением различных валов с основным отверстием.
Посадки в системе вала - посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом.
Применение системы отверстия предпочтительнее. Систему вала следует применять в тех случаях, когда это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу).
Назначение посадок.
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия.
В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками. Допуски отверстия и вала в посадке не должны отличаться более чем на 1 – 2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.







