Токарные станки предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических и фасонных), подрезания торцов, нарезания резьбы и некоторых других работ.
Основным режущим инструментом на токарных станках служат резцы. Для обработки отверстий используют также сверла, зенкеры, развертки. Для нарезания резьбы применяют метчики и плашки.
Главное движение резания на всех станках токарной группы — вращение заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента. Иногда инструмент перемещается по более сложной траектории.
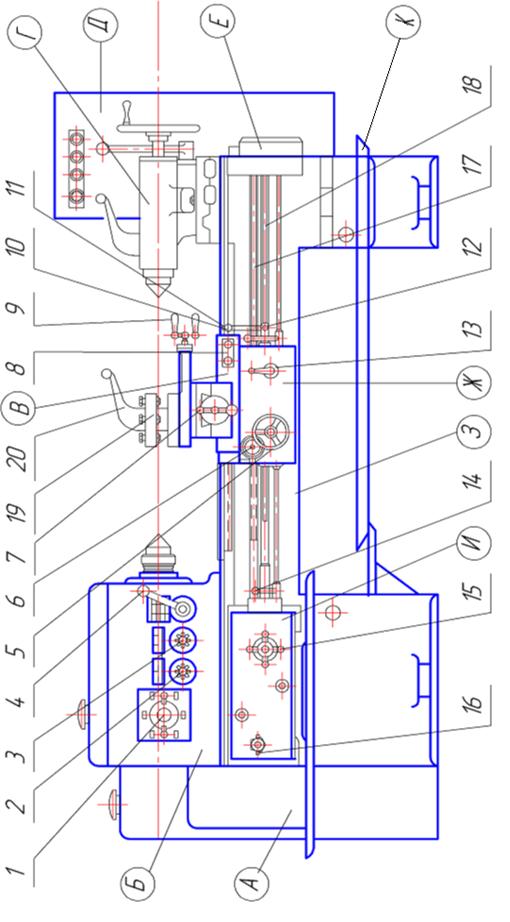
Основные сборочные единицы токарно-винторезного станка (рис.36): А - гитара сменных колес, Б - передняя бабка, В - суппорт, Г - задняя бабка, Д- шкаф с электрооборудованием, Е - привод быстрых перемещений суппорта, Ж - фартук, З - станина, И - коробка подач, К – поддон для сбора охлаждающей жидкости и стружки.
Станина З установлена на двух тумбах. На ней размещены сборочные единицы станка. Обычно станины изготовляют из серого чугуна. На верхней части станины находятся направляющие, по которым перемещаются суппорт В и задняя бабка Г. Передняя бабка Б неподвижно закреплена на станине и содержит коробку скоростей, предназначенную для изменения частоты вращения шпинделя. Шпиндель представляет собой пустотелый вал, установленный в подшипниках. Сквозное отверстие шпинделя используют для установки длинных заготовок и выбивания центра. В передней части шпинделя предусмотрены посадочные места для установки патрона или планшайбы. Коническая часть отверстия передней части шпинделя служит для установки центра при обработке длинных заготовок в центрах.
| Рисунок 36 - Общий вид токарно-винторезного станка
|
Задняя бабка служит для поддержания заготовки при помощи центра, установленного в пиноль, а также для установки сверл, зенкеров, разверток при обработке отверстий и метчиков при нарезании резьб. Заднюю бабку также используют при точении конических поверхностей большой длины.
Движение от шпинделя через реверсивный механизм и гитару сменных зубчатых колес А передается на валы коробки подач и далее на ходовой вал 18 или ходовой винт 17. Коробка подач И предназначена для изменения подачи, суппорт - для закрепления и подачи режущего инструмента. Фартук Ж, прикрепленный к нижней части суппорта, служит для размещения механизма преобразования вращательного движения ходового винта или ходового вала в поступательное движение подачи суппорта. Станком управляют посредством рукояток, маховичков:
1 – рукоятка управления коробкой скоростей;
2 – рукоятка для настройки на нормальный или увеличенный шаг резьбы и для деления при нарезании многозаходных резьб;
3 – рукоятка управления реверсивным механизмом для нарезания правых и левых резьб и двукратного увеличения подачи;
4 – рукоятка управления механизмом перебора;
5 – маховичок ручного продольного перемещения суппорта;
6 – ползунок с пуговкой для включения и выключения реечной шестерни фартука;
7 – рукоятка ручного поперечного перемещения суппорта;
8 – кнопочная станция;
9 – рукоятка ручного перемещения верхней части суппорта
10 – кнопка включения ускоренных ходов каретки и суппорта;
11 – рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта;
12,14 – рукоятки включения, выключения и реверсирования вращения шпинделя;
13 – рукоятка включения маточной гайки фартука
15 – рукоятка включения ходового винта или ходового валика;
16 – рукоятки для выбора типа резьбы или подачи, а так же для настройки требуемого шага резьбы или величины подачи;
17 – ходовой винт;
18 – ходовой вал;
19 – резцедержатель;
20 – рукоятка поворота, фиксации и закрепления четырехпозиционного резцедержателя;
В резцедержателе 19 (см. рис.36) суппорта могут быть закреплены 4 резца. Поворотом рукоятки 20 резцедержателя каждый из них может быть установлен в рабочее положение. Инструменты для обработки отверстий устанавливаются в пиноли задней бабки.
В станке модели 1К62 коробка скоростей и коробка подач имеют двухрукояточное управление с наглядными шкалами. Включение механической подачи суппорта в любом направлении производятся одной мнемонической рукояткой. В станке предусмотрена возможность быстрых перемещений суппорта в продольных и поперечных направлениях. При этом включение быстрых перемещений производится той же мнемонической рукояткой, но с дополнительным нажатием кнопки, расположенной в верхней части рукоятки. Закрепление задней бабки на направляющих станины и ее освобождения так же осуществляется одной рукояткой, которая приводит в действие эксцентриковый механизм
Токарные приспособления
Для установки и закрепления заготовок на токарных станках используют различные приспособления (рис. 37).
К основным типам приспособлений относят: трехкулачковые самоцентрирующие и четырехкулачковые патроны, цанговые и поводковые патроны, центры.

а б в


г

д е
Рисунок 37 - Приспособления к токарным станкам:
а – трехкулачковый самоцентрирующий патрон; б – четырехкулачковый патрон;
в – планшайба; г – центр обыкновенный; д – центр вращающийся; е – люнет
Патрон закрепляют на шпинделе станка, а центр устанавливают в пиноли задней бабки или в отверстии шпинделя станка.
Патроны подразделяют на простые и самоцентрирующие. Самоцентрирующие патроны (рис.37, а) в большинстве случаев изготавливают трехкулачковыми и реже – двухкулачковыми. Трехкулачковые самоцентрирующие патроны очень удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам одновременно и синхронно друг с другом к центру или от центра. Поэтому заготовка, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и закрепляется в патроне так, что ее ось совмещается с осью шпинделя. Кроме того, в этом случае значительно сокращается время на установку и закрепление заготовки.
Простые (несамоцентрирующие) патроны (рис.37, б) изготовляют обычно четырехкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и нецилиндрической форм.
При обработке на токарных станках длинных и нежестких заготовок применяют люнеты (рис.37, е) (подвижные и неподвижные); при o6pаботке заготовок больших диаметров и несимметричной формы используют планшайбы (рис 37, в), Кроме приведенных приспособлений на рис. 37 применяют различные специальные приспособления и оправки.








