Основным режущим инструментом на токарных станках служат резцы. Каждый резец (рис.24) состоит из рабочей части (головки) и крепежной части (стержня или тела резца). Крепежная часть служит для крепления резца на станке, а рабочая часть предназначена для обеспечения резания. Для повышения производительности труда при металлообработке решающее значение имеет рабочая часть.
Рабочая часть (головка) резца ограничена тремя поверхностями передней, задней главной и задней вспомогательной. Главная режущая кромка образуется от пересечения передней и главной задней поверхностей, а вспомогательная режущая кромка от пересечения передней и задней вспомогательной поверхностей. Следует учесть, что некоторые резцы, например отрезной, имеют две задние вспомогательные поверхности, поэтому у таких резцов будут две вспомогательные режущие кромки. Место пересечения главной и вспомогательной режущих кромок называется вершиной резца.
Передней поверхностью называется та поверхность, по которой сходит стружка. На передней поверхности срезаемый слой деформируется в стружку. Удельная сила деформации в среднем составляет около 15 т на 1 см2. Такую большую нагрузку может выдержать только высокопрочный инструментальный материал, поэтому рабочая часть режущего инструмента выполняется из высокопрочной закаленной инструментальной стали или твердого сплава.
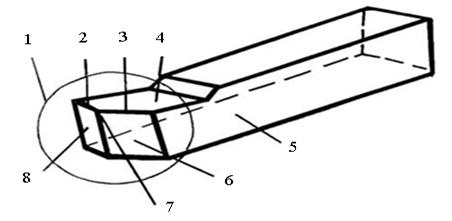
Рисунок 24 - Элементы рабочей части токарного резца:
1 - головка, 2 - вспомогательная режущая кромка, 3 - главная режущая кромка, 4 - передняя поверхность, 5 - державка, 6 - главная задняя поверхность,7 - вершина резца, 8 - вспомогательная задняя поверхность.
Резцы классифицируют по направлению подачи, по форме и расположению головки. По направлению подачи резцы разделяются на правые и левые. Метод определения резцов по подаче показан на рис. 25. Если при наложении руки на резец, оттопыренный большой палец правой руки направлен к главной режущей кромке, то такой резец называется правым, если к главной режущей кромке направлен большой палец левой руки, то это будет левый резец. На токарных станках правыми резцами работают справа налево (по направлению к передней бабке станка), а левыми – слева направо (по направлению к задней бабке станка).
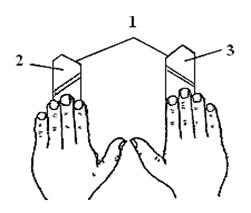
Рисунок 25 - Определение резцов по направлению подачи:
1 - главные режущие кромки, 2 - левый резец, 3 - правый резец
По форме головки и ее расположению (рис. 26) резцы разделяются на прямые (а), отогнутые (б), и оттянутые (в).

Рисунок 26 - Определение резцов по форме головки и её расположению:
а - прямые резцы, б - отогнутые резцы, в - резцы с оттянутыми головками.
По виду обработки различают проходные резцы, применяемые для наружного точения (прямые, отогнутые, упорные) (рис.27); подрезные (рис.28) – для подрезания торцов и обработки ступенчатых поверхностей; отрезные (рис.29) – для отрезки заготовок и точения канавок; фасонные (рис.30) – для выполнения фасонных работ; расточные (рис.32) – для растачивания отверстий; резьбовые (рис.35) – для нарезания резьб.
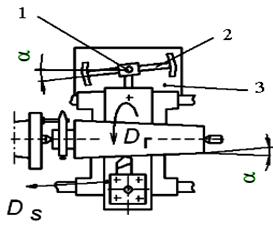
Точение наружной цилиндрической поверхности. При точении наружной цилиндрической поверхности также, как и при всех других видах токарных работ, главное вращательное движение резания D Г совершает заготовка. Движение подачи DS выполняет инструмент, которым является токарный резец, перемещающийся вдоль оси заготовки. Для точения наружной цилиндрической поверхности применяют проходной прямой (рис. 27, а, поз. 1), проходной отогнутый (рис. 27, а, поз. 2) или проходной упорный (рис. 27, б) резцы.

а б
Рисунок 27 - Схемы точения наружной цилиндрической поверхности:
а) проходным прямым (поз. 1) и проходным отогнутым (поз. 2) резцами; б) проходным упорным резцом
Отогнутые резцы удобны при точении поверхностей заготовок, расположенных вблизи кулачков патрона. Проходные упорные резцы используют для точения небольших уступов на поверхности заготовки и обработки цилиндрических поверхностей на нежестких валах.
Подрезание торцов. Торцовые поверхности заготовки обрабатывают подрезными резцами (рис.28, а), осуществляющими движение поперечной подачи S поп. Часто для этих целей применяют проходные отогнутые резцы, имеющие более массивную режущую часть по сравнению с подрезными резцами и допускающие более производительные режимы резания (рис. 28, б). Торцовые поверхности подрезают, как правило, с движением подачи резца DS поп от периферии к центру.


а б
Рисунок 28 - Схемы подрезания торцов подрезным прямым (а) и проходным отогнутым (б) резцами
Точение наружных канавок и отрезание. Для точения канавок (рис. 29, а), а также отрезания (рис. 29, б) используют соответственно канавочные и отрезные резцы, осуществляющие при резании движение поперечной подачи DS поп. Точение узких канавок осуществляют за один рабочий ход резца, а широких - несколькими рабочими ходами, последовательно переставляя резец из одного положения в другое вдоль оси заготовки после точения резцом узкой канавки.


а б
Рисунок 29 - Схемы точения канавки (а) и отрезания (б)
Резцы для точения канавок, а также отрезные резцы следует устанавливать так, чтобы их режущая кромка располагалась строго на уровне оси центров станка. Это особенно важно при работе отрезными резцами. Расположение их выше или ниже оси центров может привести к поломке резца.
Точение фасонных поверхностей. К фасонным поверхностям, обрабатываемым на токарных станках, относят поверхности вращения, имеющие сложный наружный контур. Такие поверхности могут иметь, например, рукоятки различной формы, шаровые (сферические) и подобные им детали.
Короткие (неширокие) фасонные поверхности можно получать фасонными резцами (рис.30). Токарный фасонный резец при движении с поперечной подачей DSпоп снимает широкую стружку. Это может вызвать вибрации обрабатываемой заготовки и резца. Поэтому данным методом выполняют точение фасонных поверхностей шириной до 30 мм с малыми подачами и пониженными скоростями резания.
Длинную фасонную поверхность обрабатывают проходным резцом, перемещающимся по криволинейной траектории сочетанием продольного и поперечного движений механической подачи (схема обработки не показана).

Рисунок 30 - Схемы точения фасонных поверхностей
Обработка отверстий. Для обработки отверстий на токарных станках применяют сверла. Увеличение диаметра имеющегося в заготовке отверстия и повышение точности его изготовления осуществляют расточными резцами, а также зенкерами и развертками. Тот или иной инструмент выбирают в зависимости от вида заготовки, требуемой точности обработки, размеров и параметров шероховатости обработанного отверстия. При сверлении отверстий на токарных станках заготовка, закрепленная в патроне, совершает вращательное движение, а сверло, установленное в задней бабке станка, получает движение продольной подачи DSпр (рис. 31).
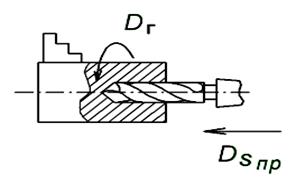
Рисунок 31 - Схема сверления отверстия
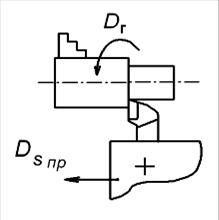
Растачивание отверстия (рис. 32) – операция более сложная, чем точение наружных поверхностей, так как размер поперечного сечения резца должен быть меньше диаметра отверстия, а вылет резца из резцедержателя несколько больше длины растачиваемого отверстия.
При растачивании отверстия значительной длины возможен изгиб резца и сильные вибрации при высоких скоростях резания. В связи с этим растачивание отверстий на токарных станках с помощью расточных резцов применяют в тех случаях, когда диаметры отверстий большие или когда сверление и зенкерование не обеспечивают необходимой формы уступов обработанных поверхностей внутри отверстия.


Рисунок 32 - Схемы растачивания сквозного отверстия (а) и отверстия с уступом (б)
При растачивании отверстия значительной длины возможен изгиб резца и сильные вибрации при высоких скоростях резания. В связи с этим растачивание отверстий на токарных станках с помощью расточных резцов применяют в тех случаях, когда диаметры отверстий большие или когда сверление и зенкерование не обеспечивают необходимой формы уступов обработанных поверхностей внутри отверстия.
Растачивание сквозных отверстий осуществляют проходными расточными резцами с движением продольной подачи DSпр. Глухие и ступенчатые поверхности растачивают упорными расточными резцами. Для получения торцовой поверхности внутри отверстия расточному резцу в конце его продольного хода придают движение поперечной подачи (рис. 32, б).
Методы точения конических поверхностей. Для получения конической поверхности на заготовке при точении на токарном станке необходимо, чтобы при вращении заготовки вершина резца перемещалась параллельно образующей конуса. Это достигается одним из следующих способов: смещением корпуса задней бабки (рис. 33, а); поворотом верхней части суппорта (рис. 33, б); с помощью широкого резца (рис. 33, в) или с использованием копирной линейки (рис. 33, г).


 а б
а б

в г
Рисунок 33 - Схемы точения конических поверхностей:
а) смещением задней бабки; б) поворотом верхней части суппорта; в) широким резцом; г) с использованием копирной линейки
При точении наружных конических поверхностей пользуются проходными резцами, а при растачивании внутренних поверхностей - расточными. Для получения на внутреннем отверстии конической фаски небольшой длины в качестве инструмента часто используют зенковку (рис. 34).

Рисунок 34 - Схема зенкования отверстия
Нарезание резьбы. Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхности. Используемые на деталях резьбы можно разделить на ряд групп:
– по расположению – на наружные и внутренние;
– по форме исходной поверхности – на цилиндрические и конические;
– по направлению винтовой канавки – на правые и левые;
– по форме профиля – на треугольные, прямоугольные, трапецеидальные, круглые;
– по числу заходов – на одно- и многозаходные;
– по назначению – на крепежные и ходовые.
На токарных станках резьбу нарезают посредством вращения заготовки (главное движение резания) и поступательного перемещения (движение подачи) режущего инструмента. Таким способом можно осуществлять изготовление всех типов резьб, в том числе таких видов крепежных резьб, как метрическая, дюймовая и трубная резьбы.
Наиболее распространенным способом нарезания резьбы (наружной и внутренней) на токарно-винторезных станках является нарезание резьбовыми резцами (рис.35). За каждый оборот заготовки резец должен получать продольное перемещение (подачу), равное шагу резьбы. Таким образом, скорость продольного перемещения резца точно согласуется с шагом нарезаемой резьбы и частотой вращения заготовки. При нарезании на токарных станках резьбы небольших размеров используют плашки, а для внутренней – метчики. Шаг нарезанной на заготовке резьбы при этом получается такой же, как шаг резьбы на инструменте.

Рисунок 35 - Схема нарезания наружной резьбы резцом







