Существуют следующие виды сварных швов:
 1. По положению в пространстве
1. По положению в пространстве
- нижние,
- горизонтальные,
- вертикальные
-  -потолочные.
-потолочные.
2. По отношению к действующим усилиям — фланковые, лобовые, комбинированные и косые.

3. По протяженности
- двусторонние непрерывные,
- односторонние прерывистые,
- двусторонние цепные,
- двусторонние шахматные.
-  4. По количеству наплавленного металла или степени выпуклости:
4. По количеству наплавленного металла или степени выпуклости:
- нормальные,
- выпуклые
- вогнутые.
Швы с большой выпуклостью не обеспечивают прочность сварного соединения, особенно если оно подвергается переменным нагрузкам и вибрациям.
Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку за счет более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва.

5. По типу соединения:
- стыковые
- угловые.

6. По выполнению:
- односторонние,
- двусторонние
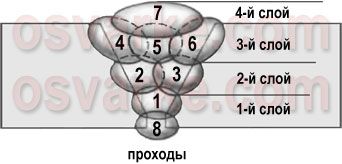
7. По числу слоев и проходов
- однослойные однопроходные,
- многослойные многопроходные
8. По назначению сварные швы бывают
- прочные;
- плотные (герметичные);
- прочно-плотные.
9. В зависимости от условий работы сварного изделия швы делятся на
- рабочие, предназначенные непосредственно для нагрузок;
- нерабочие (связующие или соединительные), используемые только для соединения частей сварного изделия.
10. По ширине сварные швы подразделяются на
- ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных колебательных движений сварочного электрода;
- уширенные, которые выполняют с поперечными колебательными движениями электрода.
Конструктивные элементы разделки кромок под сварку, геометрические параметры сварных швов
 Рис. 7.22 Подготовка кромок стыковых швов:
Рис. 7.22 Подготовка кромок стыковых швов:
- а) с отбортовкой кромок;
- б) без разделки кромок;
- в) с разделкой одной кромки:
- г) с односторонней разделкой двух кромок;
- д) с Х-обрэзной разделкой двух кромок;
- е) с U-образной разделкой
 Рис. 7.23 Подготовка кромок угловых швов тавровых соединений:
Рис. 7.23 Подготовка кромок угловых швов тавровых соединений:
- а) — без разделки;
- б) — с односторонней разделкой;
- в) — с двустороннейразделкой
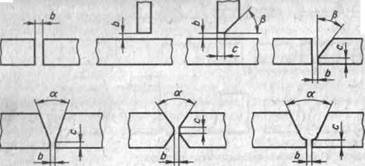 Подготовку кромок при ручной сварке регламентирует ГОСТ 5264—80. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рис. 7.24):
Подготовку кромок при ручной сварке регламентирует ГОСТ 5264—80. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рис. 7.24):
- зазор b,
- притупление с,
- угол скоса кромки B
- и угол разделки кромок а, равный b или 2 b.
Рис. 7.24 Конструктивные элементы разделки кромок и сборки кромок под сварку
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной до 4 мм, механизированной под флюсом до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 45±2° до 12 + 2°.
Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6—1,7 раза. Уменьшается время на обработку кромок.
Притупление с обычно составляет 2± ±1 мм. Его назначение — обеспечить правильное формирование шва и предотвратить прожоги в корне шва. Зазор b обычно равен I—2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва.
Основные геометрические параметры стыкового шва:
 S – толщина свариваемого металла;
S – толщина свариваемого металла;
e – ширина сварного шва;
q – выпуклость стыкового шва (высота усиления) – наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей;
h – глубина провара (глубина проплавления) – наибольшая глубина расплавления основного металла;
t – толщина шва, t = q+h;
b – зазор.
 Основные геометрические параметры углового шва:
Основные геометрические параметры углового шва:
k – катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали;
q – выпуклость шва;
p – расчетная высота углового шва – длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва;
a – толщина углового шва, a = q+p.
Коэффициент формы шва – отношение ширины шва к его толщине.
Kn = e / t
Значение коэффициента формы шва обычно бывает в пределах от 0,5 до 4. Оптимальным считается значение от 1,2 до 2.
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Ky = e / q
Значение коэффициента выпуклости шва не должно быть более 7–10.
Коэффициент долей основного металла в металле шва:
Kо = Fо / (Fо + Fэ),
где Fо – площадь сечения расплавленного основного металла,
Fэ – площадь сечения наплавленного электродного металла.

Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
Сварочная дуга
Общепринятые обозначения
РДС – ручная дуговая сварка (преимущественно в советской литературе);
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
 Для образования и поддержания электрической дуги к электроду и свариваемому изделию (см. рисунок) от источника питания подводится сварочный ток (переменный или постоянный).
Для образования и поддержания электрической дуги к электроду и свариваемому изделию (см. рисунок) от источника питания подводится сварочный ток (переменный или постоянный).
Ручная дуговая сварка






