 При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия. При аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия. При аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока.
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Плазменная сварка и др.
Общепринятые обозначения
PAW – Plasma Arc Welding – сварка плазменной дугой
Плазмой называется частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, а также электрически заряженных ионов и электронов.
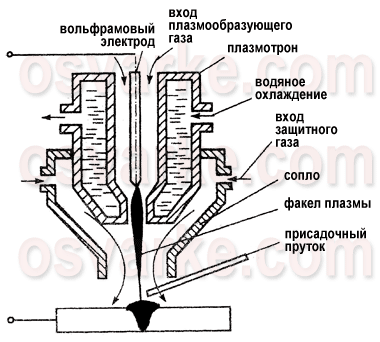 Схема процесса плазменной сварки
Схема процесса плазменной сварки
Для повышения температуры и мощности обычной дуги и превращения ее в плазменную используются два процесса: сжатие дуги и принудительное вдувание в нее плазмообразующего газа. Схема получения плазменной дуги приведена на рисунке выше. Сжатие дуги осуществляется за счет размещения ее в специальном устройстве – плазмотроне, стенки которого интенсивно охлаждаются водой. В результате сжатия уменьшается поперечное сечение дуги и возрастает ее мощность – количество энергии, приходящееся на единицу площади. Температура в столбе обычной дуги, горящей в среде аргона, и паров железа составляет 5000–7000°С. Температура в плазменной дуге достигает 30 000°С.
Одновременно со сжатием в зону плазменной дуги вдувается плазмообразующий газ, который нагревается дугой, ионизируется и в результате теплового расширения увеличивается в объеме в 50–100 раз. Это заставляет газ истекать из канала сопла плазмотрона с высокой скоростью. Кинетическая энергия движущихся ионизированных частиц плазмообразующего газа дополняет тепловую энергию, выделяющуюся в дуге в результате происходящих электрических процессов. Поэтому плазменная дуга является более мощным источником энергии, чем обычная.
Основными чертами, отличающими плазменную дугу от обычной, являются:
более высокая температура;
меньший диаметр дуги;
цилиндрическая форма дуги (в отличие от обычной конической);
давление дуги на металл в 6–10 раз выше, чем у обычной;
возможность поддерживать дугу на малых токах (0,2–30 А).
Она обеспечивает более глубокое проплавление металла при одновременном уменьшении объема его расплавления.
 Форма проплавления для обычной и плазменной дуги
Форма проплавления для обычной и плазменной дуги
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить очень трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а затем при касании ее факела изделия происходит автоматическое зажигание основной дуги между электродом и изделием. Дежурная дуга при устойчивом процессе горения основной дуги отключается. В качестве плазмообразующего газа при сварке используется обычно аргон, иногда с добавками гелия или водорода. В качестве защитного газа используется чаще всего также аргон. Материал электрода – вольфрам, активированный иттрием, лантаном или торием, а также гафний и медь.
Применение плазменной сварки:
Сварка металлов с неметаллами;
пайка сваркой;
наплавка и нанесения покрытий;
сварка тонколистового материала толщиной менее 1мм;
резка и обработка материалов.
Лазерная сварка
Общепринятые обозначения лазерной сварки
LBW – Laser Beam Welding – сварка лазерным лучом
Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью.
Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Например, направленность лазерного луча может в несколько тысяч раз превышать направленность луча прожектора.
Если обычный «белый» свет состоит из лучей с различными частотами, то лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами, поскольку угол преломления луча в линзе постоянен.
 Когерентность – это согласованное протекание во времени нескольких волновых процессов. Некогерентные колебания светового луча обладают различными фазами, в результате чего могут погасить друг друга. Когерентные же колебания вызывают резонанс, который усиливает мощность излучения.
Когерентность – это согласованное протекание во времени нескольких волновых процессов. Некогерентные колебания светового луча обладают различными фазами, в результате чего могут погасить друг друга. Когерентные же колебания вызывают резонанс, который усиливает мощность излучения.
Благодаря вышеперечисленным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла.






