Классификация источников питания сварочной дуги
Источники питания сварочной дуги, выпускаемые нашей промышленностью, классифицируют по следующим признакам:
- роду тока — источники переменного (сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
- внешней характеристике - источники с крутоподающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
- количеству одновременно питаемых постов — источники однопостовые и многопостовые;
- характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутреннего сгорания);
- особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
- способу установки и монтажа — стационарные и передвижные;
- принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями; преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; а г р е г а т ы — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
- назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Единая структура обозначения электросварочного оборудованиясостоит из буквенной и цифровой части. Первая буква — тип изделия (В — выпрямитель, Т — трансформатор, Г — генератор, У — установка), вторая буква — вид сварки (Д — дуговая, П — плазменная), третья — способ сварки (Г — в защитных газах, Ф - под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами, четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки). Две или одна цифра после букв — номинальный сварочный ток в сотнях ампер, две последующие цифры — регистрационный номер изделия, следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом), следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 — помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Расшифровывая, например, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, многопостовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
В технической литературе часто встречаются общепризнанные аббревиатуры, обозначающие различные способы сварки. Приведём некоторые из них:
MMA (Manual Metal Arc) - ручная дуговая сварка штучными металлическими плавящимися электродами с покрытием;
MIG/MAG (Mechanical Inert/Active Gas) - механизированная (полуавтоматическая) сварка в среде защитных газов (инертных или активных);
TIG (Tungsten Inert Gas) - сварка неплавящимся (вольфрамовым) электродом в среде инертных защитных газов, например, так называемая аргоно-дуговая сварка.
Требования к источникам питания сварочной дуги
Источники питания сварочной дуги должны:
- обеспечивать легкое зажигание и стабильное горение сварочной дуги в период сварки;
- обеспечивать необходимые для выполняемого технологического процесса сварки силу сварочного тока и напряжение на дуге;
- иметь необходимый вид внешней вольт-амперной характеристики;
- иметь динамические свойства - способность восстанавливать напряжение на дуге после момента короткого замыкания (в этот момент напряжение равно нулю);
- иметь устройства для регулирования силы сварочного тока.
- мощность источника тока должна быть достаточной для выполнения сварочных работ.
Для обеспечения нормального зажигания и стабильного горения сварочной дуги напряжение холостого хода (сварочная цепь разомкнута) должно быть в 2-3 раза больше напряжения на дуге, что способствует ее легкому возбуждению. Обычно напряжение на дуге равно 18-35 В.

Рис. 5.1. Внешние вольт-амперные характеристики источников питания
I - крутопадающая, II - пологопадающая, III - жесткая, IV – возрастающая
Сварочные трансформаторы

Рис. 5.2. Схемы сварочных трансформаторов:
Магнитопровод,
Первичная обмотка,
Зазор,
Дроссель,
Подвижный шунт,
Вторичная обмотка
Сварочные трансформаторы могут быть выполнены по электросхеме с нормальным магнитным рассеянием и по электросхеме с повышенным магнитным рассеянием. К первой схеме относятся трансформаторы с отдельным дросселем 4 (рис. 5. 1, а) и с совмещенным дросселем (рис. 5.1, б). По второй схеме выполнены трансформаторы с подвижным магнитным шунтом (рис. 5.1, в) и с подвижной обмоткой (рис. 5.1, г).
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора. 
Рис.5.3 Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Широкое применение получили трансформаторы, в которых катушки обмоток разнесены по рабочему телу магнитопровода на основе эффекта увеличенного магнитного рассеяния. При данном эффекте часть силовых магнитных потоков рабочего тела магнитопровода замыкается и рассеивается, откуда и произошло название данных источников напряжения — трансформаторы с увеличенным магнитным рассеянием. Сила тока в трансформаторах данного типа регулируется посредством раздвигания катушек обмоток по магнитопроводу или шунтированием магнитного потока при помощи выдвигаемых в рамку магнитопровода шунтов из магнитных материалов.
Трансформатор с подвижным магнитным шунтом.
Если между обмотками вводить магнитный шунт, то величина магнитных потоков рассеяния изменяется в зависимости от положения магнитного шунта. Если магнитный шунт введен в зону действия обмоток, то сопротивление магнитопровода для замыкания магнитных потоков рассеяния будет уменьшаться. Это приведет к уменьшению величины тока в сварочной цепи.При выдвижении магнитного шунта из зоны потоков рассеяния обмоток трансформатора реактивные э. д. с. становятся меньше — индуктивное сопротивление уменьшается, что ведет к увеличению тока сварочной цепи. Перемещение магнитного шунта очень плавное, что дает возможность плавно и точно регулировать сварочный ток.

| 
|
| Рисунок.5.4 Трансформатор с нормальным рассеянием и отдельной реактивной катушкой (дросселем)
| Рисунок.5.5 Трансформатор с увеличенным рассеянием и подвижными катушками
|
В ряде типов сварочных трансформаторов присутствуют и трансформаторы с нормальным магнитным рассеянием, но они менее распространены. Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток.
Источники питания постоянного тока
Сварочные выпрямители
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.

Рисунок.5.6 Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками)
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.
Наиболее распространенные выпрямители для ручной дуговой сварки: серии ВД (ВД-101, ВД-102, ВД-201, ВД-301, ВД-302, ВД-303, ВД-306, ВД-401.
Сварочные генераторы
Источники питания постоянным током — сварочные генераторы — широко применяются для сварки конструкций. Они обладают следующими преимуществами по сравнению с источниками переменного тока:
- дуга постоянного тока горит более устойчиво из-за отсутствия затуханий, связанных с изменениями полярности переменного синусоидального тока;
- ввиду высокой стабильности дуги постоянного тока обеспечивается высокое качество сварки (отсутствие непроваров, включений и других дефектов);
- при сварке постоянным током возможно применение всех выпускаемых промышленностью марок электродов, в то время -как электроды некоторых марок непригодны для сварки переменным током;
- источники питания постоянным током менее чувствительны к колебаниям напряжения в сети, чем трансформаторы;
- источники постоянного тока—сварочные генераторы, вырабатывающие постоянный ток, удобны для использования в комплекте с двигателями внутреннего сгорания при монтажных работах в местах, где отсутствует электроэнергия.
Наряду с указанными выше преимуществами сварочные генераторы постоянного тока имеют следующие недостатки:
- генераторы имеют движущиеся (вращающиеся) с большой скоростью части, за которыми должно быть установлено постоянное техническое наблюдение и обслуживание;
- токосъемные устройства генераторов должны подвергаться периодическому ремонту или замене;
- коэффициент полезного действия их ниже, чем» у трансформаторов;
- они более сложны и трудоемки в изготовлении, поэтому их стоимость более высокая;
- расход электроэнергии и другие технико-экономические показатели у генераторов хуже, чем у трансформаторов.
Сварочный агрегат
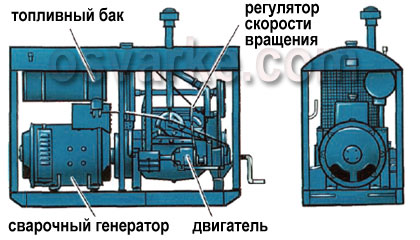 Сварочный агрегат представляет собой автономную установку, преобразующую механическую энергию двигателя внутреннего сгорания в электрическую с напряжением и диапазоном токов, необходимыми для электродуговой сварки. Основные компоненты сварочного агрегата приведены на рисунке ниже.
Сварочный агрегат представляет собой автономную установку, преобразующую механическую энергию двигателя внутреннего сгорания в электрическую с напряжением и диапазоном токов, необходимыми для электродуговой сварки. Основные компоненты сварочного агрегата приведены на рисунке ниже.






