

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
JIT (Just-In-Time)/ Точно вовремя — система управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку "точно вовремя" комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Система точно в срок имеет огромный потенциал в борьбе с различными видами производственных потерь: потерь от простоев и ожидания, транспортных потерь, складских потерь, технологических потерь, потерь от дефектов продукции.
Эта концепция представляет собой комплекс принципов, инструментов и приемов, которые позволяют компании производить и поставлять продукцию небольшими партиями и в сжатые сроки, удовлетворяя конкретные запросы потребителей. Доставка продукции вовремя и в необходимых количествах позволяет избежать потерь, непоследовательности и нецелесообразности и повысить эффективность процессов. Эта идея впервые была высказана Тойода Кийтиро, отцом японской автомобильной промышленности, а его преемники разработали на ее основе производственную систему. Следует помнить, что в соответствии с этим принципом все должно происходить не только в срок, но и точно в назначенный срок.
|
|
Система JIT предполагает производство того, что необходимо, когда необходимо и не больше того, что необходимо. Все, что больше необходимого количества рассматривается как потери.
Хотя идея JIT проста и понятна и ее преимущества достаточно очевидны, до сих пор она остается недоступной большинству компаний, в том числе и российским компаниям. Главными причинами этого является необходимость обеспечения двух основных условий для реализации производственной системы JIT. Первым условием является наличие безотказного, самонастраивающегося механизма обеспечивающего точность и согласованность поставок во времени и в пространстве. Второе условие – все поставляемые компоненты производства должны быть бездефектными, иначе вся эта синхронная система моментально разрушается.
Для реализации JIT необходимо осуществить ряд мероприятий, таких как создание компактных предприятий, создание комплексных бригад, совмещение профессий, применение комплексных технологий, поставка деталей в минимальных количествах, сокращение времени переналадки оборудования, исключение перегрузок производственных мощностей.
Компактное предприятие – комплексное производственное подразделение численностью не более 300 человек, производящее одно или несколько схожих изделий. Ограничение численности и ассортимента создает чувство общности у персонала предприятия, упрощает управление и облегчает работу по методу «точно в срок».
Создание комплексных бригад и организация труда бригадным методом позволяет реализовать групповые технологии, при которых работы выполняются не специализированными функциональными участками, а производственными ячейками, выполняющими все операции по изготовлению определенных деталей.
Совмещение профессий одно из важных условий эффективной работы членов комплексных бригад.
Комплексные технологии подразумевают установку различных видов оборудования в одной производственной ячейке для ускорения производственного процесса.
В системе JIT поставка деталей на рабочие места осуществляется в минимальных количествах и точно соответствует их потребностям.
Сокращение времени переналадки оборудования уменьшает простои оборудования, то есть позволяет резко снизить технологические потери и потери от простоев и ожидания.
Исключение перегрузок производственных мощностей позволяет также снизить технологические потери из-за возможного выхода оборудования из строя.
Сердцем системы JIT являются принцип вытягивания и механизм карточек «канбан». Производитель изготавливает продукт не на склад, а только в случае, когда клиент проявил интерес к данному продукту. Потребитель запускает механизм «вытягивания», который каскадно действует по всему потоку создания ценности и никто выше по потоку не должен ничего делать, пока внутренний потребитель, расположенный ниже по его течению, этого не потребует. Таким образом «точно в срок», это значит тогда, когда внутренний потребитель сообщит производителю при помощи механизма «канбан» о потребности в деталях.
Одним из инструментов контроля пропускной способности являются карточки Канбан. Контрольные карточки «канбан» представляют собой эффективный механизм контроля перемещения комплектующих элементов. Карточка «канбан» является разрешением на получение или производство следующей партии деталей.
|
|
Визуализация
Визуализация — это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы — норма или отклонение.
Наиболее часто используемые методы визуализации:
1. Оконтуривание
2. Цветовая маркировка
3. Метод дорожных знаков
4. Маркировка краской
5. «Было»- «стало»
6. Графические рабочие инструкции
| Методы визуализации | Пример использования метода |
| Оконтуривание — это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить — значит обвести контуром сборочные приспособления и инструменты там, где они должны постоянно храниться. Когда вы захотите вернуть инструмент на место, контур укажет вам место хранения этого инструмента. | 
|
| Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и пресс-формы. Например, если какие-то детали нужны при производстве определенного изделия, они могут быть окрашены в одинаковый цвет и находиться в месте хранения, окрашенном в такой же цвет. | 
|
| Метод дорожных знаков — использует принцип указания на предметы, находящиеся перед вами (ЧТО, ГДЕ и в каком КОЛИЧЕСТВЕ). Есть три основных вида таких знаков: · указатели на предметах, обозначающие, где должны находиться предметы · указатели на местах, сообщающие, какие именно предметы должны находиться тут · указатели количества, сообщающие, сколько предметов должно находиться в этом месте | 
|
| Маркировка краской — это метод, который используется для выделения местонахождения чего-либо на полу или в проходах. Маркировку краской применяют для обозначения разделительных линий между рабочими зонами или транспортных проездов. | 
|
| «Было» — «Стало» Изображение рабочего места/участка/цеха «до» и «после» изменений наглядно демонстрирует произошедшие изменения, повышает мотивацию работников и поддерживает новый стандарт. | 
|
| Графические рабочие инструкции в максимально простой и визуальной форме описывают рабочие операции и требования по качеству на каждом рабочем месте. Графические рабочие инструкции находятся непосредственно на рабочем месте и стандартизируют оптимальный способ выполнения работ, обеспечивая универсализацию рабочих и соблюдение стандартов. | 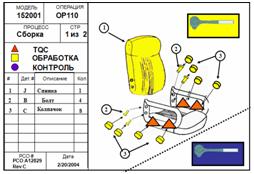
|
|
|
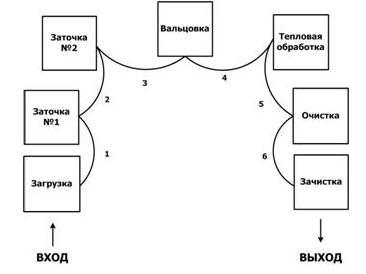
U-образные ячейки
Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.
|
|
|

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

