С в а р и в а е м о с т ь, в соответствии с ГОСТ 29273, характеризует свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость – комплексное понятие, характеризующее основной металл, сварочные материалы, технологию сварки, примененные при изготовлении сварной конструкции заданного назначения.
Рассмотренное понятие свариваемости частично обобщает и в прикладном аспекте дополняет используемые в сварочной практике понятия физической и технологической свариваемости.
Под ф и з и ч е с к о й с в а р и в а е м о с т ь ю понимают способность металлов образовывать в результате сварки каким-либо способом монолитное соединение с химической связью.
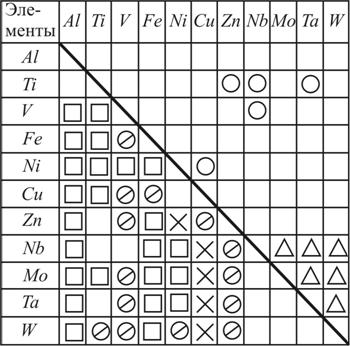
Например, принято считать, что при сварке разнородных металлов образование соединений с приемлемыми для практического использования свойствами возможно для металлов, обладающих неограниченной растворимостью в жидком и твердом состояниях. Металлы, образующие ограниченный ряд твердых растворов, химические соединения, снижающие физико-химические свойства шва, относятся к несвариваемым или плохо свариваемым. Соответствующие данные для ряда металлов, полученные на основе бинарных диаграмм состояния применительно к комнатной температуре, представлены на рис. 2.60.
Т е х н о л о г и ч е с к а я с в а р и в а е м о с т ь – свойство материалов, характеризующее их реакцию на сварочный термодеформационный цикл. Степень такой реакции оценивается по отношению ряда одноименных показателей металла сварного соединения и основного металла. Выбор методов испытаний обусловливается назначением конструкции и свойствами основного металла. Это, как правило, проверка соотношения механических свойств основного металла и металла шва, зоны термического влияния при различных температурах (ударная вязкость, предел текучести и др.), а также стойкости против коррозии, износостойкости и т.д. Другими важными показателями являются стойкость металла шва против горячих трещин, стойкость околошовной зоны против образования холодных трещин, стойкость против перехода в хрупкое состояние и др. Результаты испытаний на свариваемость считаются удовлетворительными, если они соответствуют нормативам, установленным для данного вида продукции.
|
Рис. 2.60. Взаимодействие элементов:
 – непрерывный твердый раствор; – непрерывный твердый раствор;
 – ограниченная
растворимость; – ограниченная
растворимость;
 – ограниченная
растворимость
и химическое соединение; – ограниченная
растворимость
и химическое соединение;
 – непрерывный твердый раствор, швы хрупкие; – непрерывный твердый раствор, швы хрупкие;
 – не взаимодействуют – не взаимодействуют
|
Степени свариваемости. Если требования к сварному изделию, обусловленные его конструктивным исполнением и особенностями эксплуатации, удовлетворяются при установленной технологии получения сварных соединений, то свариваемость использованных материалов считается д о с т а т о ч н о й. В случае если хотя бы одно из предъявляемых требований не удовлетворяется, свариваемость – н е д о с т а т о ч н а я.
В сварочной практике часто различают ряд степеней свариваемости: хорошая, удовлетворительная, ограниченная и плохая.
Х о р о ш а я свариваемость соответствует понятию достаточной свариваемости.
Недостаточная свариваемость может быть удовлетворительной, ограниченной или плохой. Если для обеспечения достаточной свариваемости необходимо применение рационального режима сварки, то свариваемость является у д о в л е т в о р и т е л ь н о й. При необходимости применения для указанной цели специальных технологических мероприятий или изменения способа сварки свариваемость считается о г р а н и ч е н н о й. В случае когда достаточную свариваемость невозможно обеспечить никакими мерами, свариваемость называют п л о х о й.
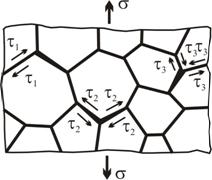
Горячие трещины. Г о р я ч и е трещины при сварке – это хрупкие межкристаллитные разрушения металла шва и зоны термического влияния, возникающие в твердожидком состоянии при завершении кристаллизации, а также в твердом состоянии при высоких температурах на этапе преимущественного развития межзеренной деформации.
Горячие трещины имеют "зигзагообразный" вид (рис. 2.61). Разрушение металла носит межзеренный характер, в изломе видно высокотемпературное окисление стенок.
Потенциальную возможность образования горячих трещин проявляют все конструкционные сплавы как при сварке плавлением, так и при сварке давлением в случае нагрева металла до подсолидусных температур.
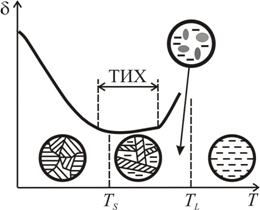
Одним из факторов, обусловливающих возможность возникновения горячих трещин, является пребывание металла в температурном интервале хрупкости (ТИХ).

Рис. 2.61. Топография горячих трещин при дуговой (а) и лучевой (б) сварке:
1 – продольные в шве и в околошовной зоне; 2 – поперечные в шве
и околошовной зоне; 3 – поперечные по толщине свариваемого металла
и металла предшествующего слоя при многопроходной сварке
В сталях при высоких температурах существуют три температурных интервала, в которых металл находится в хрупком состоянии. Соответственно, при сварке сталей различают горячие трещины кристаллизационные (ТИХ1), подсолидусные (ТИХ2) и дисперсионного твердения (ТИХ3). В алюминиевых, магниевых сплавах и ряде сплавов других металлов ТИХ один (см. рис.2.62), горячие трещины образуются при завершении кристаллизации и относятся к кристаллизационным.
|
Рис. 2.62. Изменение пластичности
металла в зависимости от температуры:
TS, TL – температуры солидуса и ликвидуса
|
Горячие трещины при сварке возникают в случае, когда металл, находящийся в ТИХ, подвергается деформации, степень которой превышает запас пластичности металла. Такая высокотемпературная деформация обусловливается затрудненной усадкой металла шва, укорочением металла в зоне термического влияния, действием нагрузок от зажимных устройств сварочных приспособлений, усилием сдавливания при сварке давлением и т.д.
Для оценки стойкости сварного соединения против образование горячих трещин используют ряд методов.
Расчетно-статистические методы оценки стойкости сплавов против образования горячих трещин применяются для приближенной оценки, в основном, на стадии конструкторско-технологической подготовки сварочного производства при выборе основного металла. С этой целью наиболее часто используются регрессионные зависимости, по которым определяются показатели, указывающие на степень трещиностойкости материала.
Например, для микролегированных сталей, содержащих ниобий, можно рассчитать единицы склонности к горячим трещинам UCS* по зависимости
 , (2.37)
, (2.37)
где химические элементы обозначают их массовую концентрацию в стали.
Если UCS* < 10, то сталь стойкая, а при  сталь склонна к образованию горячих трещин. Показатель сопротивления образованию горячих трещин
сталь склонна к образованию горячих трещин. Показатель сопротивления образованию горячих трещин
 (2.38)
(2.38)
указывает, что горячие трещины в сварных швах из углеродистых и низколегированных сталей с  МПа не образуются при
МПа не образуются при  , а в сварных швах высокопрочных сталей с
, а в сварных швах высокопрочных сталей с  МПа – при
МПа – при  .
.
Оценка сопротивляемости образованию горячих трещин с помощью машинных методов испытаний используется для сравнительной оценки и выбора технологических вариантов сварки. При машинных испытаниях металл шва и зоны сплавления подвергают высокотемпературному деформированию путем приложения внешней нагрузки, создаваемой испытательной машиной. Для горячих трещин, возникших в результате такого воздействия, определяют ряд сравнительно-количественных показателей, характеризующих их появление: критический темп и критическую скорость деформирования.
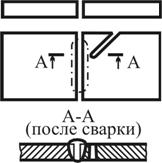
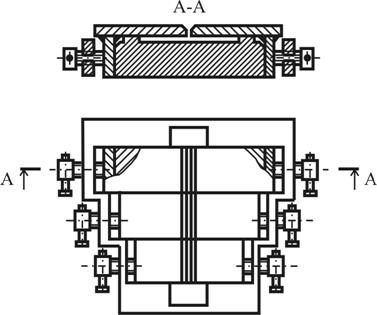
В соответствии с ГОСТ 26389 предусмотрен ряд машинных методов испытаний различных образцов. В частности, образец толщиной 1,5 – 5 мм (рис.2.63) закрепляют в деформирующей машине (рис.2.64) и начинают сварку шва на режимах, обеспечивающих полное проплавление и формирование обратного валика. В момент совмещения электрода с плоскостью, проходящей через вершину надреза (плоскость А – А), начинается деформирование образца.
По результатам испытаний находят критический темп растяжения  (м/оС), где А – критическая скорость растяжения (м/с), при которой возникают трещины; WТИХ – средняя скорость охлаждения в интервале 100 оС, прилегающем снизу к температуре солидуса (оС/с), которая определяеется с помощью записи сварочного цикла. Температуру измеряют термопарой, введенной в среднюю часть сварочной ванны на глубину 2 – 3 мм.
(м/оС), где А – критическая скорость растяжения (м/с), при которой возникают трещины; WТИХ – средняя скорость охлаждения в интервале 100 оС, прилегающем снизу к температуре солидуса (оС/с), которая определяеется с помощью записи сварочного цикла. Температуру измеряют термопарой, введенной в среднюю часть сварочной ванны на глубину 2 – 3 мм.
|
Рис. 2.63. Образец с прорезью для испытаний
на сопротивляемость образованию горячих трещин при дуговой сварке в инертных газах
|
|
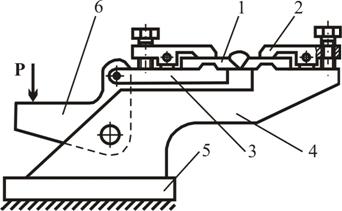
Рис. 2.64. Схема устройства для растяжения образцов:
1 – образец;
2,3 – неподвижный
и подвижный захваты;
4 – платформа;
5 – основание;
6 – рычаг
|
Технологические методы испытаний на сопротивляемость образованию горячих трещин используются для сравнительной оценки склонности сплавов к образованию горячих трещин. С этой целью из испытуемого материала изготавливают т е х н о л о г и ч е с к и е п р о б ы – сварные узлы, конструкция и технология сварки которых обусловливают повышенный темп высокотемпературных деформаций, приводящих к образованию горячих трещин. Сравнительно-количественными показателями в данном случае служат: критическая скорость сварки и коэффициент ширины образца, периодичность трещин, площадь трещин и длина трещин.
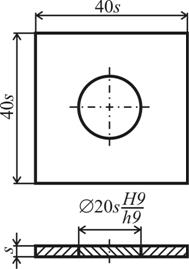
В соответствии с ГОСТ 26389 используют ряд технологических проб. Например, образец толщиной 1,5 – 5 мм для оценки сопротивляемости металла однопроходных стыковых швов и зоны сплавления соединений, выполненных дуговой сваркой в защитных газах, изготовляют в виде квадратной пластины с центральным отверстием и вставленным в него диском (рис.2.65, а). Сварку начинают над прихваткой и ведут до замыкания кругового шва (рис.2.65, б) на режимах, обеспечивающих полный провар кромок и формирование обратного валика.
Затем определяют следующие показатели: коэффициент периодичности трещин  , где Lш – длина шва, м; п – число поперечных трещин; коэффициент площади трещин
, где Lш – длина шва, м; п – число поперечных трещин; коэффициент площади трещин  , где Fтр – площадь трещин в изломе шва, м2; Fш – площадь поперечного сечения шва, м2; коэффициент длины трещин
, где Fтр – площадь трещин в изломе шва, м2; Fш – площадь поперечного сечения шва, м2; коэффициент длины трещин  , где Lтр – суммарная длина продольных трещин, м.
, где Lтр – суммарная длина продольных трещин, м.
За критическую скорость сварки принимают скорость, при которой появляются трещины при условии сохранения постоянной высоты шва.
|

|
| а
| б
|
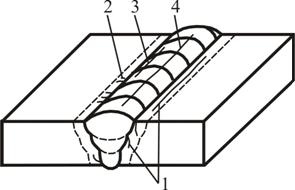
Рис. 2.65. Сборка под сварку (а) и сварной шов (б) технологической пробы
Предотвращение появления горячих трещин при сварке плавлением углеродистых и низколегированных сталей осуществляется путем использования ряда мероприятий. Рассмотрим основные из них.
1. Регулируется химический состав металла шва с целью повышения его пластичности во время пребывания в ТИХ. Это достигается за счет использования сварочных материалов с минимальным содержанием примесей, а также легирования и рафинирования сварного шва.
2. Снижаются величина и скорость нарастания растягивающих напряжений в ТИХ. Наиболее часто это достигается путем рациональной последовательности наложения сварных швов, предварительного подогрева и создания благоприятной формы сварного шва.
Предварительный подогрев (например, 250 – 300 оС при сварке стали 30ХГСА) смещает в сварном шве момент перехода сжимающих сварочных напряжений в растягивающие в область более низких температур по отношению к температурным интервалам хрупкости.
Наиболее благоприятная форма сварного шва наблюдается в случае, когда ширина шва превышает глубину проплавления. При этом оси кристаллитов ориентируются так, что в максимальной степени сопротивляются действию растягивающих напряжений во время пребывания в ТИХ.
Холодные трещины. К х о л о д н ы м трещинам относят трещины, образующиеся в шве или в зоне термического влияния в процессе охлаждения после сварки при температуре ниже 150 оС или в течение последующих нескольких суток.
К образованию холодных трещин склонны средне и высокоуглеродистые стали, легированные стали, некоторые титановые сплавы и ряд других материалов.
Холодные трещины имеют в изломе блестящую поверхность без следов окисления. Очертания трещин близки к прямым или к лекальным кривым. Холодные трещины могут образовываться во всех зонах сварного соединения и иметь параллельное или перпендикулярное расположение по отношению к оси шва (рис.2.66).
| Рис. 2.66. Разновидности
холодных трещин в сварных соединениях легированных
сталей:
1 – "откол";
2 – "частокол";
3 – "отрыв";
4 – продольная в шве
|
В сталях основными факторами, обусловливающими возникновение холодных трещин, являются наличие в сварном соединении структурных составляющих мартенситного или бейнитного типа, высокий уровень растягивающих сварочных напряжений I-го рода и присутствие водорода в зоне зарождения очага трещины.
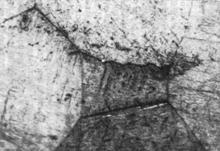
Образование холодных трещин начинается с возникновения очага разрушения. Очаги разрушения возникают, как правило, на границах аустенитных зерен в околошовной зоне (рис. 2.67).

|
Рис. 2.67. Очаг разрушения
(микроструктура) и области
развития холодной трещины:
ЛС – линия сплавления;
ОШЗ – околошовная зона
|
Это связно с тем, что кристаллы переохлажденного аустенита в структуре закаленной стали имеют на межзеренной границе высокую концентрацию дефектов кристаллической решетки, на которых адсорбируются атомы примесей, в том числе углерода и водорода, что приводит к охрупчиванию границ. Длительное воздействие растягивающих остаточных напряжений обусловливает возникновение низкотемпературной ползучести, в ходе которой развивается микропластическая деформация в приграничных зонах мартенситного или бейнитного зерна. Такая деформация приводит к повороту зерен металла, их проскальзыванию и межзеренному разрушению, возникающему по хрупким границам аустенитных зерен (рис. 2.68).
|
Рис. 2.68. Схема Зингера - Стро образования
трещин при проскальзывании зерен
по границам:
s, t – нормальные и касательные напряжения; 1. 2. 3 – индексы очагов разрушения
|
Образование холодных трещин в сталях можно рассматривать также с позиций возникновения обратимой водородной хрупкости, разновидностью которой является водородная статическая усталость.
Водород, растворенный в металле, делят на диффузионный и остаточный. О с т а т о ч н ы й водород содержится в различных несовершенствах решетки в молекулярном виде. Д и ф ф у з и о н н ы й водород находится в перенасыщенном твердом растворе внедрения в атомарном виде или, как считает ряд исследователей, в виде протонов. Диффузионный водород способен в процессе перераспределения накапливаться в основном металле вблизи линии сплавления (в области наиболее вероятного образования очагов холодных трещин) при охлаждении изделия после сварки ниже 150 оС или в течение последующих нескольких суток.
Для объяснения физических процессов в металле, обусловливающих охрупчивание металла и водородную статическую усталость, используется ряд гипотез. Например, в соответствии с гипотезой молекулярного давления, атомарный диффузионный водород диффундирует из-за разницы концентраций в имеющиеся в металле несовершенства кристаллической решетки (в основном, микро- и макропоры). На поверхности поры протекает каталитическая реакция, и атомарный водород превращается в молекулярный. Так как молекулярный водород не изменяет начальной, равной нулю, концентрации атомарного водорода в поре, то процесс диффузии атомарного диффузионного водорода к поре продолжается. В результате газостатическое давление молекулярного водорода в поре постоянно растет и по достижении значений 105 – 106 МПа вызывает надрыв металла, являющийся очагом холодной трещины.
Образовавшиеся надрывы в дальнейшем растут под действием остаточных напряжений в макроскопические трещины.
В титановых сплавах появление холодных трещин обусловливается наличием хрупких фаз и насыщенностью газами (H2, N2, O2). В отличие от сталей в титановых сплавах холодные трещины возникают через более длительное время после сварки (сутки, недели и месяцы). Трещины зарождаются не только на границах (рис.2.69, а), но чаще по плоскостям скольжения в теле зерна, рис.2.69, б.
| 
|
| а
| б
|
Рис. 2.69. Микроскопические холодные трещины по границам (а)
и в теле (б) зерна в титановых сплавах, ´900
Для оценки склонности материала к образованию холодных трещин применяется ряд методов.
Расчетные методы основаны на использовании параметрических уравнений, полученных на основе статистической обработки экспериментальных данных, а также в результате решении уравнений физико-математических моделей трещинообразования. В последнем случае выполнение расчетов производится на ЭВМ, например, используется разработанный в МГТУ им. Н.Э. Баумана программный комплекс "Свариваемость легированных сталей".
Наиболее часто применяемые на практике параметрические уравнения основаны на связи склонности сталей к образованию холодных трещин с закаливаемостью. Закаливаемость сталей возрастает с повышением степени легированности, что учитывается путем определения эквивалента углерода Сэкв.
Международным институтом сварки рекомендовано параметрическое уравнение для определения склонности легированных сталей к образованию холодных трещин
 , (2.39)
, (2.39)
где символы элементов обозначают их массовую концентрацию в %.
Считается, что при  сталь не склонна к образованию холодных трещин.
сталь не склонна к образованию холодных трещин.
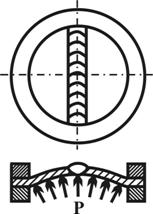
Машинные методы испытаний сопротивляемости образованию холодных трещин основаны на инициировании холодных трещин в сварном соединении под действием растягивающих напряжений от внешней нагрузки. Для испытаний применяют машины с устройством длительного поддержания нагрузки (до 20 ч). При этом образцы после сварки нагружают постоянным усилием в процессе охлаждения в интервале температур 150 – 100 оС. В соответствии с ГОСТ 26388 испытывают 30 образцов одного типа группами по три образца в следующей последовательности. Первую группу образцов нагружают до напряжений, равных 0,5s0,2 основного металла. Следующие группы образцов испытываются с уменьшением или увеличением напряжений последовательно на 0,25s0,2, 0,15s0,2 и 0,1s0,2 в зависимости от отсутствия или наличия трещин в образцах. За показатели сопротивляемости к образованию холодных трещин принимают минимальное растягивающее напряжение от внешней нагрузки Р, при котором возникают трещины.
В машинных испытаниях используются образцы и схемы их нагружения различного типа. Например, для оценки сопротивляемости стыковых соединений толщиной 1 – 6 мм образованию продольных и поперечных трещин в шве и зоне термического влияния применяются плоские, круглые (или восьмигранные) образцы (рис.2.70). Сварку образцов выполняют в зажимном приспособлении.
|
Рис. 2.70. Образец и схема нагружения
сварного соединения из тонколистового металл
при испытании сопротивляемости к образованию холодных трещин
|
Технологические методы испытаний основаны на доведении металла сварного шва или зоны термического влияния до образования холодных трещин под действием остаточных сварочных напряжений. С этой целью сваривают технологические пробы (специальные образцы). После сварки образцы выдерживают при комнатной температуре в течение 20 ч. Испытаниям подвергают 3 – 5 образцов одного типа. Холодные трещины выявляют внешним осмотром сварного соединения, а также неразрушающими методами контроля или металлографическими исследованиями.
Технологические пробы применяются для выбора материала или технологии сварки по условию отсутствия холодных трещин в сварном соединении.
По назначению технологические пробы можно разделить на лабораторные и отраслевого назначения. Лабораторные пробы не позволяют учесть особенности конструктивного выполнения сварного изделия, а пробы отраслевого назначения изготавливаются таким образом, чтобы в максимально возможной степени учитывать конструктивные, технологические и климатические условия изготовления сварной конструкции.
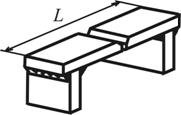
Технологические пробы имеют различное конструктивное исполнение. В частности, для оценки склонности стыковых соединений толщиной 12 – 40 ммк образованию продольных трещин в зоне термического влияния и шве можно использовать плоские прямоугольные образцы (рис.2.71) разной длины L. Сварка производится в зажимном приспособлении, причем одновременно за один проход сваривается набор из трех образцов различной длины (рис.2.72). Сварка начинается и заканчивается на выводных планках. Сечение разделки сваривается неполностью (рис.2.73). После сварки образцы остаются в зажимном приспособлении на весь период испытаний.
|
Рис. 2.71. Один из вариантов конструкция образца для технологических методов испытаний
|
|
Рис. 2.72. Зажимное приспособление
для сварки набора
из трех образцов
|

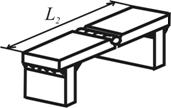
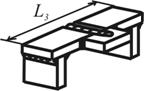
Рис. 2.73. Сваренные образцы
За показатель склонности к образованию холодных трещин принимается максимальная длина Lкр свариваемых образцов, в которых образуются трещины.
Для других разновидностей технологических проб показателями склонности к образованию холодных трещин служат наличие или отсутствие трещин, минимальная температура подогрева, при которой не образуются трещины, процентное отношение длины трещины к длине шва и др.
Предотвращение возникновения холодных трещин при сварке сталей достигается с помощью ряда мероприятий, применяемых на этапах конструкторско-технологической подготовки сварочного производства и изготовления сварной конструкции.
На стадии конструкторско-технологической подготовки производства осуществляются конструирование сварных соединений, выбор основного и электродного металла, расчет (или выбор) режима сварки и его экспериментальное уточнение, а также назначается комплекс последующих технологических методов, необходимых для повышения стойкости металла сварного соединения против образования холодных трещин.
Для основного металла предпочтение, при прочих одинаковых показателях, отдают материалу, имеющему наибольшую стойкость к образованию холодных трещин.
Электродный металл рекомендуется выбирать из условия обеспечения возможно более низкой температуры кристаллизации сварного шва по соотношению  , где Тл.о.м и Тс.м.ш – температуры ликвидуса основного металла и солидуса металла шва соответственно. При
, где Тл.о.м и Тс.м.ш – температуры ликвидуса основного металла и солидуса металла шва соответственно. При  в околошовной зоне формируется структура металла, обеспечивающая высокую сопротивляемость трещинам.
в околошовной зоне формируется структура металла, обеспечивающая высокую сопротивляемость трещинам.
Для повышения стойкости металла сварного соединения к образованию холодных трещин на практике наиболее часто используют следующие мероприятия.
1. Использование предварительного или сопутствующего подогревов (подогрев снижает скорость охлаждения сварного соединения, что предотвращает закалку металла и в результате замедленного охлаждения после сварки способствует перераспределению водорода из околошовной зоны в основной металл). Температура подогрева зависит от состава металла и его толщины. Например, при сварке стали 08Х13 температура предварительного подогрева составляет 150 – 250 оС.
2. Снижение концентрации водорода в сварном шве путем прокалки сварочных электродов, флюсов, осушения защитных газов с помощью поглотителей влаги, применения способов сварки, обеспечивающих минимальное попадание воздуха в атмосферу дуги, например, аргонодуговой сварки и т.д.
3. Проведение послесварочной термической обработки (высокого отпуска или нормализации для низколегированных сталей), что обеспечивает снятие остаточных напряжений, а также снижение концентрации водорода в околошовной зоне за счет его перераспределения по изделию и др. Для уменьшения вероятности образования холодных трещин термическую обработку желательно проводить непосредственно после сварки, не допуская расхолаживания изделия и, тем более, его пролеживания перед термической обработкой.
Вопросы для самоконтроля
1. Дайте характеристику понятий "свариваемость", "физическая свариваемость" и "технологическая свариваемость".
2. Что характеризуют и как определяются степени свариваемости?
4. Что называют горячими трещинами?
4. Каким образом и в каком месте соединения, полученного дуговой или лучевой сваркой плавлением, могут возникнуть горячие трещины?
5. Охарактеризуйте методы оценки стойкости сварного соединения против образования горячих трещин.
6. Каким образом можно предотвратить появление горячих трещин?
7. Что называют холодными трещинами?
8. По каким признакам в изломе отличают холодную трещину от горячей?
9. Приведите характеристику основных факторов, обусловливающих возникновение холодных трещин в сталях и титановых сплавах.
10. Охарактеризуйте методы оценки стойкости сварного соединения против образования холодных трещин.
11. Каким образом можно предотвратить появление в сварных соединениях холодных трещин?








