С в а р о ч н а я д у г а представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих в состав электродных покрытий, флюсов и т. д.
Электрический дуговой разряд может быть постоянного, переменного или импульсного тока. В ряде современных сварочных процессов используют модуляцию (амплитудную, частотную или фазовую) тока дуги.
Классификация сварочных дуг наиболее часто производится: по подключению к источнику питания, по применяемым электродам, по степени сжатия дуги, по полярности постоянного тока, по длине.
По применяемым электродам различают дугу с плавящимся или неплавящимся электродом (рис.2.6). В качестве плавящихся электродов используют металлическую проволоку, ленту, стержни. Неплавящиеся электроды – угольные или из тугоплавкого металла (вольфрамовые).

| 
|
Рис. 2.6. Дуговые разряды
при плавящемся (а) и неплавящемся (б) электродах
|
| а
| б
|
|
По подключению к источнику питания выделяют дуги прямого действия, косвенного действия и комбинированные.
Электрическая дуга прямого действия горит между электродом 1 и изделием 2 (рис.2.7, а). Такая дуга применяется при дуговой сварке покрытыми электродами, при сварке неплавящимся электродом в защитных газах и при сварке плавящимся электродом под флюсом или в защитных газах.
Рис. 2.7. Сварочная дуга прямого действия (а), косвенного действия (б)
и комбинированная (в)
В сварочной дуге косвенного действия электрический разряд происходит между электродами 1 (рис. 2.7, б). Изделие 2 в электрическую цепь не включено. Это позволяет производить сварку и термическую резку неметаллических материалов. Для металлов дугу косвенного действия используют в специальных способах сварки.
Комбинированная дуга, в случае питания трехфазным током, представляет собой два дуговых разряда между электродами 1 и изделием 2 и третий – между электродами (рис.2.7, в). Комбинированная дуга используется в высокопроизводительных способах сварки под флюсом.
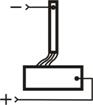
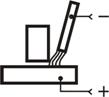
По полярности постоянного тока выделяют дуговые разряды прямой и обратной полярности (рис. 2.8).

| 
|
Рис. 2.8. Прямая (а) и обратная (б) полярности при сварке на постоянном токе
|
| а
| б
|
|
Для облегчения запоминания схем, представленных на рис.2.8, можно использовать следующую фразу: "Сварочный электрод – "прямой", похож на "минус", и если на электроде отрицательный потенциал, то сварка ведется на прямой полярности".
По степени сжатия дуги различают свободную и сжатую сварочные дуги (рис.2.9). Сжатие сварочной дуги осуществляют потоком газа в узком канале (рис.2.9, а). Сжатая дуга (прямого или косвенного действия) обеспечивает более высокий и концентрированный нагрев, чем свободная, и используется при плазменной сварке и резке.

| 
|
Рис. 2.9. Свободная (а) и сжатая (б) сварочные дуги
|
| а
| б
|
|
По длине дугового разряда сварочные дуги делят на короткие (2 – 4 мм), нормальные (4 – 6 мм) и длинные (свыше 6 мм).
Возбуждение дуги осуществляется контактным (разведением короткозамкнутых электродов, промежуточной вставкой и т.д.) или бесконтактным (импульсом высоковольтного высокочастотного напряжения) методами.
Возбуждение дуги после короткого замыкания электродов связано со следующими явлениями. Короткозамкнутые электроды (электрод и изделие) контактируют по микровыступам на соприкасающихся поверхностях. Проходящий через электроды электрический ток вызывает расплавление и испарение контактных мостиков. Основания испарившихся микровыступов, нагретые до температуры кипения, служат источниками термоэлектронной эмиссии. При последующем удалении конца электрода с поверхности изделия (на расстояние 2 – 4 мм) поток электронов, обусловленный в основном термоэлектронной эмиссией, вызывает ионизацию газа в межэлектродном пространстве. Возникает дуговой разряд. Во время горения дуги электропроводность газа увеличивается за счет паров металла электродов, нагрева газа, автоэлектронной эмиссии (эмиссии электронов под действием электрического поля) и других процессов.
Возбуждение дуги импульсом высоковольтного высокочастотного напряжения проходит через стадии лавинного и тлеющего разрядов, переходящих по мере роста тока в дуговой разряд. Высоковольтное высокочастотное напряжение, используемое для поджига сварочной дуги, создается специальными устройствами – осцилляторами.
Строение сварочной дуги. В сварочной дуге выделяют катодную и анодную приэлектродные области и дуговой промежуток между приэлектродными областями – с т о л б д у г и. Участки электродов, через которые проходит основной ток дуги, называются к а т о д н ы м и а н о д н ы м п я т н а м и (рис.2.10, а).

|
Рис. 2.10. Строение
сварочной дуги (а)
и падение напряжения U по оси дугового
разряда X (б)
|
Катодная область имеет протяженность lк ~ 10–2 мм для неплавящегося (вольфрамового) катода и около 10–4 мм для плавящегося. Из катодного пятна происходит эмиссия электронов, которые, ускоряясь электрическим полем в прикатодной области, попадают в столб дуги. Из столба дуги к катодному пятну движутся положительные ионы. Они создают объемный положительный электрический заряд, что обусловливает наличие катодного падения напряжения Uк (рис.2.10, б). Для тугоплавкого катода (вольфрамового) Uк = 1... 4 В, а для плавящегося Uк = 6... 21 В. Величина Uк изменяется в зависимости от тока дуги, материала катода, состава атмосферы дуги и т.д.
Анодная область имеет протяженность, примерно равную длине свободного пробега электрона (lа ~ 10–3 мм). В ней образуется объемный отрицательный заряд, вызывающий резкое падение напряжения, называемое анодным Ua. Электроны, проходя анодную область, резко увеличивают скорость своего движения и, попадая на анодное пятно, тормозятся и нейтрализуются. При этом поверхностные слои электрода в анодном пятне разогреваются до температуры кипения материала анода. Для неплавящегося (вольфрамового) анода Ua = 5... 7 В, а для плавящегося Ua = 5... 9 В. Анод и анодная зона не являются источниками заряженных частиц в дугу и по этой причине слабо влияют на параметры дугового разряда по сравнению с катодной зоной и катодом.
Плазма столба дуги представляет собой смесь электронов, положительных ионов и нейтральных атомов. Падение напряжения в столбе дуги Uст линейно изменяется по длине дугового промежутка. Столб дуги можно считать электрически нейтральным. В каждом выделенном сечении столба дуги одновременно находятся примерно равные количества заряженных частиц противоположных знаков.
Температура столба дуги Tст (табл.2.2) зависит от эффективного, т.е. усредненного с учетом концентрации, потенциала ионизации газов, заполняющих дуговой промежуток, напряженности поля, плотности тока в электроде, полярности и др. Температура столба дуги по его сечению неодинакова. Наибольшую температуру имеет центральная часть столба дуги.
Таблица 2.2
Температура столба дуги при различных способах сварки сталей
| Способ сварки
| Tст, К
|
| Сварка покрытыми электродами
| 5000 – 7000
|
| Сварка под флюсом
| 6000 – 7500
|
| Сварка в углекислом газе
| 8000 – 9000
|
| Аргонодуговая сварка неплавящимся электродом
| 10000 – 18000
|
| Плазменная сварка (сварка сжатой дугой) с аргоном в качестве плазмообразующего газа
| 11000 – 24000
|
| Сварка неплавящимся электродом в среде гелия
| 18000 – 25000
|
Длина дуги составляет  . Напряжение на дуге
. Напряжение на дуге  . Для наиболее распространенных способов дуговой сварки в большинстве случаев lд = 2... 8 мм, Uд = 10... 40 В.
. Для наиболее распространенных способов дуговой сварки в большинстве случаев lд = 2... 8 мм, Uд = 10... 40 В.
Дуга – нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. Зависимость между установившимися значениями напряжения Uд и тока Iсв при постоянной длине дуги называют с т а т и ч е с к о й в о л ь т - а м п е р н о й х а р а к т е р и с т и к о й д у г и.
Статическая вольт-амперная характеристика (ВАХ) дуги имеет три характерные области (рис.2.11).
При малых значениях силы тока (участок I) возрастание тока вызывает увеличение площадей анодного и катодного пятен и рост числа заряженных частиц в межэлектродном промежутке. В результате сопротивление дуги снижается и напряжение на дуге уменьшается. Вольт-амперная характеристика дуги на участке I является крутопадающей.

|
Рис. 2.11. Статическая
вольт-амперная характеристика сварочной дуги
|
В горизонтальной области ВАХ (участок II – жесткая характеристика) площади активных пятен и столба дуги продолжают расти пропорционально току, а падения напряжения в приэлектродных областях и столбе дуги остаются практически постоянными и не зависят от тока.
Участки ВАХ I и II используются во всем диапазоне режимов сварки покрытыми электродами, неплавящимся электродом и под флюсом.
На участке III происходит интенсивное сжатие столба дуги и ВАХ становиться возрастающей. Данный участок ВАХ характерен для сварки плавящимся электродом в защитных газах и на форсированных режимах под флюсом.
Стабильное горение дуги обеспечивается при соответствии ВАХ дуги и внешней вольт-амперной характеристики источника питания.
Различают источники питания сварочной дуги с крутопадающей, пологопадающей, жесткой и возрастающей вольт-амперными характеристиками (рис.2.12).

|
Рис. 2.12. Внешние
вольт-амперные характеристики источников питания
сварочной дуги
|
При условии правильного соответствия (табл.2.3) в точке пересечения ВАХ дуги и источника питания выполняются условия:  ,
,  ,
,  , где Rу – общее динамическое сопротивление дуги и источника питания; Uд, Uи – напряжение дуги и источника питания в установившемся режиме; Iд, Iи – ток дуги и источника питания в установившемся режиме.
, где Rу – общее динамическое сопротивление дуги и источника питания; Uд, Uи – напряжение дуги и источника питания в установившемся режиме; Iд, Iи – ток дуги и источника питания в установившемся режиме.
Таблица 2.3
Соответствие источника питания
вольт-амперной характеристике сварочной дуги
| ВАХ дуги
| Внешняя ВАХ источника питания
|
| Крутопадающая
| Пологопадающая
| Жесткая
| Возрастающая
|
| Падающая
| +++
| +++
| –
| –
|
| Жесткая
| +++
| +++
| –
| –
|
| Возрастающая
| –
| –
| +++
| +++
|
П р и м е ч а н и е: +++ – соответствует; – – не соответствует
М а г н и т н ы м д у т ь е м называют отклонения дуги от нормального положения во внешнем магнитном поле. Магнитное дутье обусловлено взаимодействием собственного магнитного поля дуги с магнитным полем сварочного контура или с ферромагнитными массами (рис.2.13).
| Рис. 2.13. Магнитное дутье, обусловленное действием на дугу ферромагнитных масс
(массивных стальных деталей)
|
Ориентация магнитного поля сварочного контура во многом определяется расположением места токоподвода к изделию, что обусловливает наличие (рис.2.14, а, б) или отсутствие (рис.2.14, в) магнитного дутья.
Рис. 2.14. Отклонения дуги при неправильно выбранном месте
токоподвода к изделию (а, б) и нормальное положение сварочной дуги (в)
При сварке наклонным электродом чем больше угол наклона, тем сильнее дуга выдувается в сторону, противоположную от наклона электрода (рис.2.15).

|
Рис. 2.15. Магнитное дутье при сварке наклонным электродом
|
При сварке на переменном или пульсирующем токе магнитное дутье выражено значительно более слабо, чем при сварке на постоянном токе.
Для предотвращения магнитного дутья применяют сварку короткой дугой; осуществляют подвод сварочного тока к изделию в точке, максимально близкой к дуге; регулируют наклон электрода; размещают у места сварки компенсирующие ферромагнитные массы (рис. 2.16); используют в качестве источников питания сварочной дуги трансформаторы (сварка на переменном токе) или инверторные источники питания (сварка на постоянном токе, имеющем высокочастотные пульсации).

|
Рис. 2.16. Использование компенсирующей ферромагнитной массы (1) для предотвращения магнитного дутья
|
Вопросы для самоконтроля
1. Как классифицируют сварочные дуги?
2. Дайте характеристику методов возбуждения дуги.
3. Приведите основные параметры областей дугового промежутка.
4. Как соответствуют различные участки статической вольт-амперной характеристики дуги внешним вольт-амперным характеристикам источников питания и чем обусловлено данное соответствие?
5. Предложите практические мероприятия по уменьшению или предотвращению магнитного дутья.