Физико-химические свойства металла сварного соединения окончательно формируются на стадии объемного взаимодействия в ходе фазовых переходов, а также при перераспределении дефектов кристаллической решетки и диффузии легирующих элементов и примесей.
Ф а з а в термодинамике – гомогенная область гетерогенной системы, отделенная поверхностью раздела, при переходе через которую скачкообразно изменяются химический состав или физические свойства вещества.
В материаловедении, в дополнение к термодинамическому определению фазы, под фазой понимают однородную, обособленную часть металла или сплава, имеющую одинаковые состав, строение и свойства.
Фазовый переход (превращение) – переход вещества из одной фазы в другую. При сварке существенное значение имеют фазовые переходы первого и второго рода.
Одним из отличительных признаков фазового превращения I рода является наличие теплового эффекта превращения. К фазовым переходам I рода, в наибольшей степени ответственным за формирование физико-химических свойств сварного соединения, относят первичную кристаллизацию, полиморфные превращения и выделение фаз при распаде твердых растворов.
Процессы возврата и рекристаллизации сопровождаются выделением теплоты и по этому признаку близки к фазовым переходам I рода. Но для данных процессов характерно не качественное изменение состава и физических свойств фаз, а, в первую очередь, существенное видоизменение конфигурации поверхности раздела (границ зерен металла). По этой причине возврат и рекристаллизацию часто относят к с т р у к т у р н ы м п р е в р а щ е н и я м.
При фазовых переходах II рода скрытая теплота превращения не выделяется, а скачкообразно изменяется теплоемкость. Примером фазового перехода II рода является изменение магнитных свойств металла в точке Кюри, в частности, превращение a-Fe ⇄ b-Fe.
Фазовые превращения в твердом состоянии при охлаждении связаны, в основном, с выделением фаз при распаде твердых растворов и с полиморфизмом – способностью некоторых неметаллов и ряда металлов (Fe, Ti, Zr, Co, U и др.) при различных температурах (или давлении) иметь различные типы кристаллических структур.
В условиях сварки фазовые превращения могут иметь диффузионный, сдвиговой или промежуточный характер.
Диффузионное превращение протекает путем образования зародышей новой фазы и их роста. Появление зародышей, как правило, соответствует закономерностям гетерогенной кристаллизации, а их рост происходит за счет диффузионных процессов.
По механизму диффузионного превращения распадаются твердые растворы с выделением новых фаз, осуществляется перлитное превращение аустенита и др.
Перлитное превращение аустенита протекает при медленном охлаждении и малых степенях переохлаждения.
Условно превращение аустенита при непрерывном изменении температуры можно рассматривать как серию многочисленных изотермических превращений при последовательно меняющихся температурах. В данном случае кинетика фазового превращения описывается анизотермической диаграммой превращения в координатах температура – время или температура – скорость охлаждения. В диаграммах для сталей приняты время охлаждения от 800 оС до 500 оС t 8/5 или скорость охлаждения в диапазоне 600 – 500 оС w6/5 (рис. 2.38).

Рис. 2.38. Анизотермическая диаграмма превращения аустенита
при сварке в стали 45
Если перлитное превращение происходит при температурах, более высоких, чем 650 – 670 оС, образуется механическая смесь феррита и цементита с межпластинчатым расстоянием  м, т.е. перлит. Превращение при температуре 640 – 590 оС дает перлитообразную структуру с
м, т.е. перлит. Превращение при температуре 640 – 590 оС дает перлитообразную структуру с  м – сорбит. При температуре превращения 580 – 550 оС межпластинчатое расстояние уменьшается до
м – сорбит. При температуре превращения 580 – 550 оС межпластинчатое расстояние уменьшается до  м. Такая феррритно-цементитная смесь является трооститом.
м. Такая феррритно-цементитная смесь является трооститом.
Схема перлитного превращения показана на рис. 2.39.

Рис. 2.39. Схема превращения аустенитного (А) зерна в перлитные (П) зерна
Скорость роста перлитных колоний составляет ~ 2×10–8 м/с.
Чем меньше размер аустенитных зерен и ниже температура превращения, тем меньше размер перлитных зерен. С уменьшением их размера механические свойства металла сварного шва улучшаются.
Сдвиговое (мартенситное) превращение – один из видов полиморфных превращений – протекает по бездиффузионному сдвиговому механизму путем совместного (кооперативного) перемещения атомов. В ходе превращения атомы не обмениваются местами, а лишь смещаются на расстояния, не превышающие межатомные.
Сдвиговое превращение может протекать в чистых металлах (Fe, Ti, U, Na, Zr, Се, Тl и др.), их сплавах, а также в некоторых полупроводниках, являющихся ионными, ковалентными или молекулярными кристаллами. Во всех случаях говорят, что имеет место мартенситное превращение, а продукт превращения называют мартенситом.
Мартенсит образуется в форме тонких пластинок. Пластины, как правило, не являются монокристаллами, а представляют собой наборы плоскопараллельных доменов – областей новой фазы, различающихся ориентацией кристаллической решётки. Схема роста мартенсита в аустенитном зерне при дуговой сварке среднеуглеродистой стали приведена на рис.2.40.
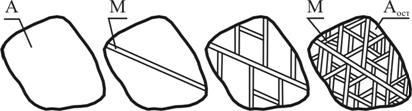
Рис. 2.40. Схема образования в аустенитном зерне (А)
мартенситных пластин (М)
(Аост – остаточный (переохлажденный) аустенит)
Скорость роста мартенситных пластин в зависимости от свариваемых материалов и скорости охлаждения составляет ~ 1000 – 6000 м/с.
Различают несколько модификаций мартенсита. В мелком исходном аустенитном зерне образуются дисперсные кристаллы мартенсита, строение которых с помощью светового микроскопа не выявляются. Это бесструктурный мартенсит, или г а р д е н и т. С помощью оптического микроскопа выявляют пластинчатый и реечный мартенсит.
Реечный мартенсит (в литературе его также называют пакетным, массивным, дислокационным, низколегированным, ячеистым, бездвойниковым, высокотемпературным, ненаправленным) образуется в малоуглеродистых низко- и среднелегированных сталях. Такой мартенсит имеет форму примерно одинаково ориентированных тонких пластин (реек). Рейки, разделенные тонкими прослойками остаточного аустенита, объединяются в пакеты шириной примерно 0,1 – 0,3 мкм.
Пластинчатый мартенсит (в литературе его также называют игольчатым, высоколегированным, низкотемпературным, двойниковым, многонаправленным) образуется преимущественно в средне- и высоколегированных сталях. Пластины имеют субструктуру из тонких двойниковых прослоек толщиной 10–4 – 10–2 мкм. Ширина пластин мартенсита 2 – 3 мкм.
Тип мартенсита во многом определяет его механические и технологические свойства. С повышением содержания углерода и легирующих элементов в стали, претерпевающей сдвиговое превращение, наблюдается плавный переход от структуры реечного мартенсита к структуре пластинчатого мартенсита.
Бейнитное превращение является промежуточным между диффузионным и сдвиговым. Б е й н и т представляет собой мелкодисперсную механическую смесь феррита, незначительно переобогащенного углеродом, и цементита. Феррит в бейните образуется по сдвиговому механизму, а карбиды – в ходе диффузионных процессов.
Образование бейнита происходит в температурном интервале, являющемся промежуточным между мартенситным и перлитным превращениями (см. рис. 2.38). Бейнит, образовавшийся при температуре 400 – 550 оС, называют верхним, а при более низких температурах – нижним. Верхний бейнит имеет перистое строение. Частицы карбидов в нем расположены по границам зерен или по границам зерен и внутри ферритной фазы. Для нижнего бейнита характерно игольчатое строение и карбиды расположены внутри и поперек ферритного кристалла.
Скорость роста бейнитной фазы составляет ~ 10–8 – 10–7 м/с.
Промежуточное превращение не доходит до конца, часть аустенита остается непревращенной. Не превращенный аустенит при охлаждении или сохраняется, или превращается в мартенсит, что зависит от состава стали.
Верхний бейнит имеет пониженную прочность в сочетании с невысокой пластичностью и вязкостью из-за присутствия непревращенного аустенита.
Нижний бейнит обладает высокой прочностью и достаточно хорошей пластичностью и вязкостью.
Низколегированные бейнитно-мартенситные и среднелегированные мартенситно-бейнитные стали, а также микролегированные стали с бейнитной структурой достаточно широко используются при изготовлении ответственных изделий в современном сварочном производстве.
Основные зоны сварного соединения, выполненного сваркой плавлением, отличаются макро- и микроструктурой, химическим составом, механическими свойствами и другими признаками. Различают сварной шов 1, зону сплавления 2, зону термического влияния 3 и основной металл 4 (рис. 2.41).

| Рис. 2.41. Основные зоны сварного соединения, полученного сваркой плавлением:
1 – сварной шов;
2 – зона сплавления (линия сплавления);
3 – зона термического влияния;
4 – основной металл
|
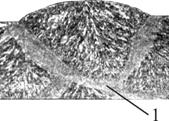
С в а р н о й ш о в – участок сварного соединения, образовавшийся в результате кристаллизации, пластической деформации при сварке давлением или сочетанием кристаллизации и деформации. При сварке плавлением сварной шов имеет литую структуру (см. рис. 2.32). О с н о в н о й м е т а л л – это металл частей сварного соединения. З о н а т е р м и ч е с к о г о в л и я н и я однопроходного шва – участок основного металла, примыкающий к шву, в пределах которого изменяется структура или механические свойства основного металла (рис.2.42, а). Часть зоны термического влияния, расположенную непосредственно у сварного шва, называют о к о л о ш о в н о й з о н о й. В многопроходных швах зона термического влияния частично располагается в сварном шве (рис.2.42, б).

| 
|
| а
| б
|
Рис. 2.42. Зона термического влияния 1 при однопроходной (а)
и многопроходной (б) дуговой сварке
З о н а с п л а в л е н и я представляет собой узкий участок сварного шва и оплавленный участок околошовной зоны, где происходит сплавление наплавленного и основного металлов. На шлифе, вырезанном поперек сварного соединения (см. рис. 2.41), зона сплавления видна как л и н и я (г р а н и ц а) с п л а в л е н и я.
Зона термического влияния (ЗТВ) при сварке различных металлов и их сплавов состоит, как правило, из ряда областей, отличающихся структурой и механическими свойствами. В частности, ЗТВ при однопроходной сварке низкоуглеродистых сталей имеет ряд характерных участков: 1 – неполного расплавления, 2 –перегрева, 3 – перекристаллизации, 4 – неполной перекристаллизации, 5 – рекристаллизации, 6 – старения (рис.2.43).Протяженность данных участков существенно изменяется в зависимости от способа сварки, табл.2.7.
Таблица 2.7
Размеры участков ЗТВ (без учета участка старения)
| Способ
сварки
| Толщина металла, мм
| Размеры участка, мм
| Общая
протяженность ЗТВ, мм
|
| Сплавления
| Перегрева
| Перекристаллизации
| Неполной перекристаллизации
| Рекристаллизации
|
| Газовая
|
| 0,2
| 4 – 7
| 3 – 5
|
|
| 16 – 19
|
| Дуговая
|
| 0,1
| 0,8 – 1,2
| 0,8 – 1,7
| 0,7 – 1
| 1,1 – 1,5
| 3,5 – 5,5
|
| Лазерная
|
| –
| –
| –
| –
| –
| ~0,1
|
Участок неполного расплавления (зона сплавления) 1 (см. рис.2.43) – переходная зона от наплавленного к основному металлу. На данном участке интенсивно протекает диффузия между элементами твердой и жидкой фаз переходной зоны, поэтому зона сплавления отличается по химическому составу как от основного, так и от наплавленного металла.
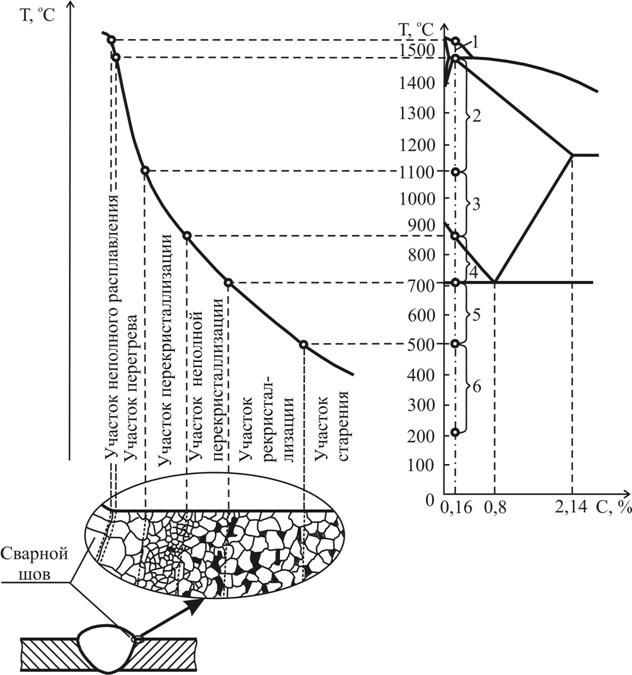
Рис. 2.43. Участки зоны термического влияния при сварке
низкоуглеродистых сталей (на примере стали 16К)
Участок перегрева 2 характеризуется крупным аустенитным зерном. В процессе охлаждения вторичная структура на данном участке зависит от состава металла и термического цикла сварки. При повышенном перегреве в сталях, содержащих от 0,08 до 0,4 % углерода, и имеющих повышенную химическую неоднородность образуется видманштеттовый (игольчатый) феррит (рис.2.44). Металл с видманштеттовой структурой имеет пониженную пластичность и вязкость.
На участке перекристаллизации 3 образуется относительно мелкозернистая структура аустенита. После охлаждения изделия металл на данном участке ЗТВ имеет достаточно высокий комплекс механических свойств (прочность, пластичность и вязкость).

|
Рис. 2.44. Видманштеттова структура
с крупноигольчатым ферритом
(сварка низколегированной стали под флюсом), ´100
|
Участок неполной перекристаллизации 4 имеет аустенитно-ферритную структуру. При комнатной температуре металл на данном участке имеет почти неизменное по сравнению с основным металлом ферритное зерно и несколько уменьшенные перлитные зерна.
На участке рекристаллизации 5 микроструктура зависит от исходного состояния металла. Если металл перед сваркой представлял собой горячекатаный прокат или находился в отожженном состоянии, то микроструктура на данном участке не изменяется. Если перед сваркой металл подвергался пластической деформации в холодном состоянии (холоднокатаный прокат, холодная штамповка и др.), то в процессе собирательной рекристаллизации растут новые равноосные зерна.
Участок старения 6 наблюдается только при сварке кипящих сталей. На данном участке микроструктура основного металла остается неизменной, но изменяются механические свойства. В частности, резко падает ударная вязкость.
Методы упрочнения основного металла и металла сварного шва. При выполнении сварных соединений, как правило, стремятся обеспечить равнопрочность металла сварного шва, а также зоны термического влияния основному металлу.
По современным физическим представлениям, упрочнение металла (поликристаллического вещества) обеспечивается, в основном, за счет снижения подвижности дислокаций.
Для упрочнения сварного шва, полученного сваркой плавлением, наиболее часто используют легирование и послесварочную упрочняющую термическую обработку.
Упрочнение ряда участков зоны термического влияния может быть достигнуто при их охлаждении после сварки со скоростью, обеспечивающей получение структурных составляющих требуемой прочности (например, для сталей – см. рис. 2.38).
Упрочнение металла на всех участках зоны термического влияния осуществляется в ходе послесварочной упрочняющей термической обработки изделия.
Металл заготовок, предназначенных для сварки, может находиться в неупрочненном (отожженном) или упрочненном состояниях. Упрочнение заготовок сварочного производства наиболее часто достигается за счет легирования металла, наклепа, закалки, старения и термомеханической обработки.
Легирование металла позволяет увеличить величину межатомных сил.
Вокруг атомов легирующих элементов создаются поля упругих искажений, искривляющих кристаллическую решетку, что уменьшает подвижность дислокаций. Упрочнение при легировании увеличивается пропорционально концентрации легирующего элемента в твердом растворе и относительной разнице атомных диаметров.
Атомы внедрения (C, O, N и др.), создавая атмосферы Коттрелла или сегрегации, блокируют перемещение дислокаций, что приводит к упрочнению металла.
Легирование является основным методом повышения прочности литого металла сварного шва и обеспечения его равнопрочности с основным металлом.
Наклеп возникает в процессе пластической деформации при увеличении плотности дислокаций выше определенной критической величины. При этом возникают поля упругих искажений кристаллической решетки, изменяются межплоскостные расстояния и дислокации, расположенные в разных плоскостях, начинают препятствовать перемещению друг друга. В металле (рис.2.45, а) под действием деформации происходит дробление зерен (рис.2.45, б) и блоков. При больших деформациях зерна вытягиваются, создавая текстуру деформации (рис.2.45, в).
Рис. 2.45. Микроструктура стали 10 в недеформированном состоянии (а)
и после средней (б) и большой (в) степеней пластической деформации, ´100
Упрочнение обусловленное наклепом снимается при нагреве металла в ходе процессов отдыха и рекристаллизации. По этой причине при сварке плавлением заготовок из наклепанного металла в зоне термического влияния могут возникать разупрочненные участки. При сварке давлением за счет наклепа возможно существенное упрочнение зоны сварки.
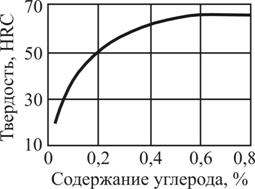
Закалка является упрочняющей термической обработкой для сплавов, претерпевающих полиморфное превращение, например, сталей, никелевых сплавов, двухфазных титановых сплавов и др. Во время закалки данных сплавов протекает мартенситное превращение. Высокая прочность мартенсита связана, в основном, с повышением плотности дислокаций при закалке и их закреплением атмосферами из атомов внедрения, границами двойников, а также с затрудненным скольжением дислокаций в пересыщенном твердом растворе.
В сталях прочность и твердость мартенсита зависит от содержания углерода (рис.2.46).
|
Рис. 2.46. Влияние углерода на твердость закаленной стали
|
Для образования мартенсита (закалки стали) требуется высокая скорость охлаждения (см. рис.2.38). При дуговой сварке соответствующая скорость охлаждения обеспечивается на участках зоны термического влияния, непосредственно прилегающих к сварному шву, а при электронно-лучевой и лазерной сварке – в сварном шве.
Самопроизвольная закалка, протекающая при сварке плавлением, формирует неблагоприятное напряженное состояние металла и способствует появлению трещин в сварном соединении. Для предотвращения закалки замедляют скорость охлаждения металла, используя предварительный или сопутствующий подогрев. Температура подогрева для различных сталей и упрочняемых закалкой сплавов составляет, как правило, 150 – 350 оС.
При старении в объеме зерен металла выделяются дисперсные частицы, эффективно тормозящие перемещение дислокаций. При этом может достигаться высокая степень упрочнения.
Выделению дисперсных частиц предшествует этап диффузионного накопления легирующего элемента или примеси в локальных областях металла (в данном случае движущей силой диффузии является разность химических потенциалов). Затем в данных областях происходят химические реакции или расслоение твердого раствора с образованием дисперсных частиц.
Например, при сварке высокохромистых ферритных или аустенитно-ферритных сталей в металле, нагретом до температуры 300 – 500 оС, происходит расслоение высокохромистого феррита, что вызывает старение, обусловливающее появление 475-градусной хрупкости. На участке старения зоны термического влияния низкоуглеродистых (кипящих) сталей (см. рис.2.43) старение в основном связано с выделением дисперсных частиц оксидов и нитридов.
Дисперсные частицы, выпадающие в процессе старения, растворяются в матрице сплава при превышении температуры металла выше температурного интервала их образования. По этой причине основной металл перед сваркой плавлением не состаривают (за исключением необходимости проведения ремонтных работ с использованием сварки или изготовления сварных конструкций специального назначения) во избежание образования разупрочненных участков в зоне термического влияния.
При проведении послесварочной упрочняющей термической обработки сварных конструкций старение проводят, как правило, после закалки.
Термомеханическая обработка предусматривает интенсивную пластическую деформацию нагретой стали, в ходе которой возникает наклеп аустенита, и последующую закалку. Такая комбинированная обработка формирует структуру с высокой плотностью равномерно распределенных и связанных в стабильные конфигурации дислокаций. В результате в металле обеспечивается благоприятное сочетание высокой прочности и повышенной пластичности, вязкости и сопротивления разрушению.
В сварочном производстве термомеханической обработке наиболее часто подвергают заготовки (штамповки и трубные заготовки) сварных изделий из микролегированных сталей типа 14Г2АФ, 09Г2ФБ, 10Г2ФР, 12ГН2МФАЮ и др. При этом применяют следующие разновидности термомеханической обработки: низкотемпературную (НТМО), высокотемпературную (ВТМО), изоформинг и контролируемую прокатку.
НТМО включает в себя пластическое деформирование аустенита в области его повышенной устойчивости, но ниже температуры рекристаллизации, и последующую закалку (аусформинг). В результате такой обработки мартенсит наследует дислокационную структуру аустенита, где дислокации закрепляются атомами углерода и карбидными выделениями, что повышает прочность мартенсита.
ВТМО по сравнению с НТМО обеспечивает как высокую прочность, так и повышенное сопротивление стали хрупкому разрушению. По уровню пластичности (при одинаковой прочности) сталь после ВТМО превосходит обычную термоупрочненную сталь. При ВТМО сталь подвергают пластическому деформированию до начала процесса g ® a превращения для обеспечения развитой полигональной структуры и осуществляют закалку для получения мелкореечного пакетного мартенсита. Регулируя скорость охлаждения при закалке, можно получить в прокате микролегированных сталей мелкозернистую бейнитную структуру.
Особенностью другой разновидности термомеханической обработки – изоформинга является аустенитизация стали, охлаждение ее до интервала температур перлитного превращения и пластическое деформирование в этом интервале температур со степенью обжатия до 70 %. В результате обеспечивается получение мелкодисперсной феррито-перлитной структуры. Такая обработка наряду с высокой прочностью существенно (почти на порядок) увеличивает сопротивление хрупкому разрушению стали.
При контролируемой прокатке микролегированной стали режимы нагрева под обработку давлением и пластического деформирования заготовки выбирают так, чтобы получить в результате высокодисперсные рекристаллизованные зерна аустенита. При дальнейшем охлаждении металла из аустенитного состояния образуются многочисленные зародыши a-фазы, а дисперсные карбиды препятствуют росту ферритных кристаллов. Ферритные зерна полигонизуются и упрочняются в результате выделения сверхмелких карбонитридов.
Подвергнутые термомеханической обработке заготовки используются для изготовления сварных конструкций ответственного назначения.
Вопросы для самоконтроля
1. В чем отличия между первичной и вторичной кристаллизациями?
2. Каким образом в сварочной ванне образуются центры кристаллизации?
3. Объясните физический смысл концентрационного переохлаждения.
4. Опишите различные типы кристаллитов, образующихся в сварочной ванне, и условия, необходимые для их образования.
5. Чем отличаются понятия "первичная структура" и "вторичная структура" и существует ли связь между первичной и вторичной структурами металла сварного шва?
6. Охарактеризуйте методы измельчения первичной структуры.
7. Опишите механизмы образования химической неоднородности и ее влияние на металл сварного шва.
8. В чем отличия между диффузионным, сдвиговым и промежуточным механизмами фазовых превращений металла в условиях сварки?
9. Что представляют собой зоны сварного соединения?
10. Как изменяются размеры участков зоны термического влияния в зависимости от применяемого способа сварки?
11. Охарактеризуйте методы упрочнения основного металла и металла сварного шва.











