

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Курсовая работа
По дисциплине: «Технология мукомольного производства»
На тему: «Технология производства витаминизированной муки»
Исполнитель: студентка группы 305
Авраменко Юлия Евгеньевна
(Ф.И.О студента)
Допущен к защите «»2014 г.
Дата защиты:2014 г.
Оценка: __________________________
Преподаватель: Юсупова Г.Г..
(Ф.И.О и подпись преподавателя)
Москва, 2014
Содержание
Введение…………………………………………………………………………...3
1. Теоретическая часть……………………………………………………………5
1.1 Технологическая схема витаминизации муки…………………………...5
1.2 Формирование помольных партий……………………………………….6
1.3 Подготовка зерна к помолу……………………………………………….8
1.4 Основное технологическое оборудование размольного и продуктового отделений мукомольного завода………………………………………...15
1.5 Показатели качества витаминизированной муки………………………28
1.6 Технохимический контроль витаминизации муки…………………….32
1.7 Охрана и гигиена труда на мукомольных предприятиях……………...34
2. Расчетная часть………………………………………………………………..36
2.1. Расчет помольных партий……………………………………………...36
2.2. Расчет выхода готовой продукции при производстве муки…………37
Заключение………………………………………………………………………39
Список использованной литературы…………………………………………..40
Введение
Мукомольная промышленность входит в число наиболее социально значимых отраслей агропромышленного комплекса. Вырабатываемые из муки хлеб, хлебобулочные, макаронные, крупяные и кондитерские изделия необходимы всем в любом возрасте. Именно поэтому основным критерием продовольственной безопасности страны является стабильное обеспечение среднедушевого потребления продуктов переработки зерна.
|
|
В данной курсовой работе мы рассмотрим технологию производства витаминизированной муки.
В странах Азии и Африки данная технология применяется повсеместно и является обязательной процедурой, направленной на повышение здоровья и благосостояния населения.
В настоящее время мукомольные предприятия России не располагают техническими возможностями для обогащения муки железом, фолиевой кислотой, а также витаминами и минеральными веществами, способствующими усвоению железа организмом и необходимыми для обеспечения нормальной жизнедеятельности.
Для реализации Постановления Главного государственного санитарного Российской Федерации должны быть разработаны технология обогащения, нормативно-техническая документация на обогащенную муку и выделены средства для модернизации существующего и разработки нового недостающего оборудования.
При потреблении в день 200-250 г хлеба из муки высоких сортов суточная потребность в тиамине и витамине Е удовлетворяется на 25-30%, в витамине В6 и тиацине – на 10-20%, в рибофлавине и фолиевой кислоте – на 10-15%.
Содержание кальция в хлебе составляет 20-30 мг (вместо нормы 1000 мг/сут.), магния – 40-50 мг/сут. При норме потребления 500 мг/cут. содержание калия составляет 5-15% суточной потребности, натрий поступает в хлеб при выпечке.
В дополнительном обогащении хлеба железом сегодня особенно нуждаются дети и женщины детородного возраста.
Необходимо обогащать муку и хлеб витаминами группы В, железом и кальцием до уровня, который может обеспечить удовлетворение 30-50% суточной потребности человека в этих витаминах при включении в рацион 200-250 г хлеба в сутки.
Задачами данной курсовой работы являются:
§ Изучить технологии производства витаминизированной муки;
§ Ознакомиться с основным технологическим оборудованием размольного и продуктового отделений мукомольного завода по получению витаминизированной муки;
|
|
§ Ознакомиться с операциями подготовки зерна к помолу;
§ Научиться формированию помольных партий и проведению расчета помольных партий по методике обратных пропорций;
§ Научиться проведению расчета выходов готовой продукции при производстве муки;
§ Научиться проводить оценку эффективности, основных операций технологического процесса производства витаминизированной муки.
Теоретическая часть
Подготовка зерна к помолу
Подготовку зерна к помолу начинают в элеваторе. Комплекс технологического оборудования элеватора позволяет выполнять все необходимые операции по приемке зерна с производительностью 300 т/ч, по размещению его и обеспечивать условия сохранности и улучшения качества зерна, формирования помольных партий. В отличие от существующих мукомольных элеваторов технологическая схема предусматривает выполнение операции отбора мелкой фракции зерна (2,5х20/1,7х20) в количестве до 15% перед подачей его в зерноочистительное отделение мукомольного завода.
В элеваторе зерно очищают от примесей в сепараторах А1-БИС-100 (рис.3), а затем в сепараторах А1-БСФ-50 или А1-БСШ-50. Посторонние крупные примеси перед сепаратором А1-БИС-100 удаляют в скальператоре А1-БЗО-100 (рис.2). Производительность скальператора и сепаратора 100 т/ч, а сепаратора А1-БСФ-50—50 т/ч (рис.4).


Рис.2. Скальператор А1-БЗО-100 (100т/ч)

Рис.3. Технологическая схема процесса в сепараторах А1-БИС-100
Очищенное на ситах от крупных и мелких примесей зерно поступает на вибролоток 10 и далее в пневмосепарирующий канал 6; при прохождении воздуха через поток зерна легкие примеси выделяются из зерновой смеси и выносятся воздухом через канал в горизонтальный циклон. С помощью дроссельного клапана 7 и подвижной стенки 8 регулируется аэродинамический режим, обеспечивающий эффективное удаление легких примесей из сепаратора. Очищенное зерно из пневмосепарирующего канала через отверстие в полу по самотечным трубам идет на дальнейшую обработку.
Во время работы сепаратора под нагрузкой особое внимание обращают на равномерность подачи зерна в ситовой корпус, равномерность распределения зерна по ширине сортировочных сит, плавность хода ситового корпуса, отсутствие подпора зерна и чрезмерного пыления, наличие подпора зерна в питающих коробках 11 над вибролотками 10, эффективность сепарирования в пневмосепарирующем канале, отсутствие забиваемости сит зерном и примесями.
|
|

Рис. 4. Сепаратор А1-БСФ-50: 1 – накладка; 2 – кронштейн; 3 – штанга; 4 - подвеска упругая; 5 - устройство приемное; 6, 13 – рукава; 7 - рама пакетная; 8 - коробка приемная; 9 - рама ситовая; 10, 14 - устройства зажимные; 11 - балка вертикальная: 12 - патрубок выпускной: 15 - патрубок напольный: 16 - балансир; 17 - рама центральная; 18 - паз наклонный.
Корпус представляет собой пространственную конструкцию, состоящую из центральной рамы 17, соединенной с пакетными рамами 7. В каждой из четырех пакетных рам закреплены по десять деревянных ситовых рам 9, образующих пакеты, которые поджимаются к внутренней стенке устройствами 14, а в вертикальной плоскости – двумя винтовыми зажимными устройствами 10. Верхний пояс пакетной рамы и днище соединены с вертикальными балками 11 к которым крепятся упругие подвески 4.
В каждой ситовой раме (рис. 2) установлены вкладные рамки с рабочим штампованным ситом и металлотканой опорной сеткой с ячейками размером 10 х 10 мм. На сетке двигаются инерционные полиуретановые треугольные очистители. Пространство между решетом и опорной сеткой разделено на шесть секций деревянными брусками. Сито-рама имеет поддон 4 для сбора проходовых фракций и каналы 3 для передачи фракций на другие сита или в выпускные патрубки в соответствии с технологической схемой.
В результате очистки зерна на комплекте оборудования, установленного в элеваторе, значительно улучшается качество зерна. Содержание сорной примеси уменьшается на 45...65%. Количество мелкой фракции снижается на 35...50%. Отбор мелкой фракции существенно изменяет количественно-качественный баланс крупок и дунстов в драном процессе и общий выход муки. Все фракции крупок и дунстов имеют более низкую зольность.
В элеваторе проводят предварительную подготовку помольных партий, составляя смесь в требуемом соотношении компонентов.
В зерноочистительном отделении размещены две самостоятельные секции производительностью по 250 т/сут. В каждой секции смонтировано одинаковое оборудование, конструктивные особенности и техническая характеристика которого позволяют устанавливать требуемые режимы работы с учетом показателей качества зерновой массы. В зерноочистительном отделении зерновую массу, включая этап холодного кондиционирования, подготавливают на четырех технологических самостоятельных линиях, что позволяет дифференцированно учитывать технологические свойства зерна. Затем потоки попарно объединяют и дальнейшую подготовку зерна к помолу проводят двумя потоками (производительность каждого потока 250 т/сут) и направляют на соответствующую секцию размольного отделения. С учетом стекловидности, влажности устанавливают соответствующие режимы ГТО (величину и кратность увлажнения, продолжительность отволаживания).
Схема подготовки зерна приведена на рисунке XXVI-1.
|
|

Основное количество примесей должно быть выделено из зерновой массы до холодного кондиционирования зерна.
После сепараторов, триеров, камнеотделительных и других машин, из зерновой массы должно быть удалено, % (не менее):

Очищенную от посторонних примесей зерновую массу направляют на увлажнение. При подготовке к помолу пшеницы стекловидностью более 55% зерно обрабатывают в комбинированных моечных машинах, а при низкой стекловидности — в машинах А1-БМШ (рис. 5) для мокрого шелушения.

Рис.5. Машина А1-БМШ для мокрого шелушения зерна
Машина А1-БМШ представляет собой разборную металлическую конструкцию. Корпус 9 и траверса 6, выполненные из чугуна и скрепленные между собой тремя пустотелыми металлическими стойками 11, образуют станину машины. К траверсе болтами прикреплена крышка 19, которая вместе с траверсой образует кольцевой канал. Через него продукт выгружается из машины.
В корпусе машины (в зоне мойки) устанавливают дверцу с решеткой. Подачу воды в зону увлажнения и мойки регулируют с помощью вентиля перед ротаметром. При этом положение поплавка на шкале ротаметра должно соответствовать фактическому расходу воды. После этого открывают вентиль подачи воды на смывающее устройство. Включение мембранного вентиля происходит автоматически после включения привода в работу. После пуска машины и работы на холостом ходу подают зерно, постепенно увеличивая нагрузку до номинального значения.
Во время работы машины под нагрузкой проверяют влажность зерна. Она должна возрасти по сравнению с первоначальным значением на 1,5...2,0 %. Если увеличение влажности превышает указанные значения, в корпусе устанавливают дверцу без отверстий.
При эксплуатации машины необходимо обеспечить равномерную подачу зерна, постоянство расхода воды, надежную работу смывающего устройства, герметичность соединений, рабочее состояние гидравлического фильтра.
|
|
После моечных машин и машин А1-БМШ устанавливают дополнительные зерноувлажнительные аппараты распыливающего действия А1-БУЗ и шнеки длиной 12...15 м.



Рис.6. Аппаратраспыливающего действия А1-БУЗ
Для отволаживания зерна в каждой секции предусмотрены шесть бункеров на 36 ч работы завода. В каждой секции увлажненное зерно двумя потоками при помощи шнеков направляют одновременно в бункера, из которых также одновременно выпускают его для дальнейшей подготовки к помолу.
Схема позволяет зерно после первого отволаживания направить на повторное увлажнение и отволаживание в бункера (табл. ХХVI-1).
Режим отволаживания (вариант 2) полностью соответствует рекомендациям Правил. Но для пшеницы IV типа стекловидностью 62%, исходной влажностью 11,5% наилучшие результаты помола получают при продолжительности 12,5 ч (табл. XXVI-1, ХХVI-2).


Драной процесс
Для измельчения зерна используют вальцевые станки (рис.7), рабочими органами которых служат два чугунных вальца, вращающихся навстречу друг другу с разной скоростью. Поверхность вальцов делают рифленой, шероховатой, а иногда гладкой. Расстояние между рифлями, их форма и глубина зависят от места и роли вальцевого станка в технологическом процессе. Зерно, попадая в зазор между вальцами, дробится на частицы разной крупности.

Зерно, подготовленное к помолу, направляют в вальцовые станки I др. с. после взвешивания на автоматических весах. Электронная аппаратура позволяет устанавливать необходимую частоту взвешивания с точностью до ±1,0 с, что в сочетании с высокой технологической дисциплиной, соблюдением регламента подготовки зерна, надежной работой оборудования предопределяет стабильную величину нагрузки на отдельные системы всего технологического процесса в размольном отделении (рис. ХХVI-2).

Драной процесс включает четыре системы, при этом III и IV разделены на крупные и мелкие. На II др. с. поступает верхний сход первых шести сит рассева I др. с. II драную систему на крупную и мелкую не делят, что можно объяснить необходимостью стабилизации нагрузки на системы. В противном случае изменение влажности зерна, режима отволаживания, состояния рифлей существенно меняет фракционный состав верхнего схода I др. с. и, как следствие, массовое соотношение фракций, направляемых на II драную крупную и мелкую системы. Это вызывает необходимость изменения настройки станков, нагрузки на материалопроводыпневмоустановок.
На всех драных системах, за исключением IV др. с. м., рифли расположены «спинка по спинке», окружная скорость быстровращающегося вальца 6,0 м/с, соотношение окружных скоростей 2,5.Режимы измельчения и нагрузка на системы драного процесса приведены в таблицах ХХVI-3 и ХХVI-4.
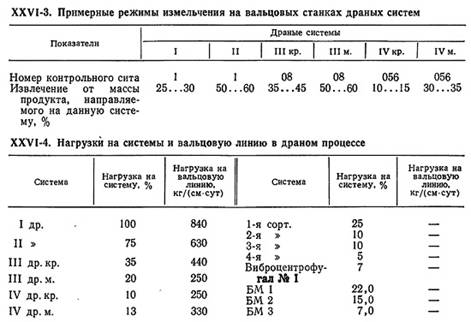
Особенность построения драного процесса состоит в отборе муки со всех рассевов драных систем, за исключением II др. с., из-за большого количества образующихся крупок и дунстов, необходимости повышения четкости их сепарирования перед направлением на ситовеечные системы. Для более эффективного сортирования продуктов размола с учетом количества и качества фракций применяют большое число вариантов схем рассева, в каждой секции которого установлено 22 ситорамы. Окончательно выделяют муку с драных систем на сортировочных системах.
Особенность построения драного процесса заключается также в том, что все фракции крупки и дунстов, за исключением мелких дунстов, направляют в ситовеечные машины. Они обслуживают только драной процесс. В шлифовочном и размольном процессах их не используют.
Вымол сходовых продуктов драного процесса начинают с III др. с.
Для вымола применяют горизонтальные бичевые машины А1-БВГ (рис.8), обечайка которых изготовлена из металлического сита с перфорированными отверстиями Ø 1,25; 1,00 и 0,75 мм, в зависимости от вида обрабатываемого продукта.

Ситовеечный процесс
Ситовеечный процесс включает десять систем. Схема построения ситовеечного процесса имеет ряд отличий от применяемой на мукомольных заводах, оснащенных серийным отечественным оборудованием. Ситовеечные машины А1-БСО (рис.9), двухприемные, с трехъярусным расположением сит, схема обогащения крупки и дунстов последовательная, т. е. с каждой секции ситовеечной машины получают три сходовые и одну-две проходовые фракции с нижнего яруса сит.

На ситовеечные машины направляют только крупки и дунсты I, II и III др. с., за исключением мелких дунстов с сортировок этих драных систем. На каждую ситовеечную систему поступает, как правило, одна фракция продуктов какой-либо системы, что дает возможность оперативно контролировать ее работу. Продукты с ситовеечных машин (проходовые фракции) идут на первые размольные, проходы последних сит нижнего яруса — на шлифовочные системы, а сходовые фракции в зависимости от крупности и качества — на шлифовочные системы, III др. с. м. и 4-ю, 5, 7-ю р. с., выполняющие роль сходовых соответствующих групп размольных систем.
При расстановке сит в ситовеечных машинах соблюдают следующие принципы: каждое последующее сито должно быть на один номер реже предыдущего сита этого же яруса. При этом каждое сито нижерасположенного яруса должно быть на один номер гуще расположенного над ним сита. Рекомендуемые нормы нагрузок на ситовеечные машины приведены в таблице ХХVI-7.

Шлифовочный процесс
Построение, назначение и параметры шлифовочного процесса существенно отличаются от аналогичного этапа обогащения промежуточных продуктов размола, применяемого на мукомольных заводах, работающих по традиционной технологии. Это обусловлено тем, что вследствие высокой эффективности драного иситовеечного процессов образуется сравнительно небольшое количество промежуточных продуктов, требующих обогащения. Поэтому применяют сокращенный по протяженности шлифовочный процесс, включающий две системы с интенсивными режимами измельчения на второй системе.
На шлифовочные системы направляют продукты после обработки в ситовеечных машинах, в основном вторые (последние) проходы и схода нижнего яруса сит. Крупки и дунсты шлифовочных систем направляют на 3-ю и 4-ю р. с. Отличительная особенность заключается в том, что продукты измельчают на вальцах с шероховатой поверхностью, окружная скорость быстровращающегося вальца 5,4 м/с, соотношение окружных скоростей 1,25, уровень шероховатости Rа=2,2...2,4 мкм.
После вальцового станка А1-БЗН продукт поступает в машину ударно-истирающего действия — деташер А1-БДГ (рис.10), в котором происходит дополнительное измельчение частиц продукта, предразрушенных в вальцовом станке, а также разрушение агрегатированных частиц (табл. XXVI-8).


На 1-ю шл. с. направляют смесь из шести компонентов в количестве (по данным баланса помола) 6,81% от массы продукта, поступающем на I др. с. средневзвешенной зольностью 1,39%. Общее извлечение на 1-й шл. с. составляет 18...25%. При таком режиме зольность верхнегс схода 1-й шл. с., в котором сосредоточиваются оболочечные частицы и зародыш, в два раза выше, чем исходного продукта, и его направляет на сходовую систему, роль которой выполняет 4-я р. с.
В верхнем сходе рассева 1-й шл. с., а также в потоках продуктов, направляемых на вальцовый станок 4-й р. с., содержится большое количество зародыша, который в виде верхнего схода 4-й р. с. может быть выделен как отдельный вид продукта и использован в фармацевтической, пищевой, комбикормовой и других отраслях.
Второй сход 1-й шл. с. поступает на 2-ю шл. с., на которую идут схода третьего яруса ситовеечных машин. На них обогащают мелкую крупку и дунсты. Средневзвешенная зольность смеси продуктов, обрабатываемых на 2-й шл. с., в 1,5 раза ниже зольности продуктов на 1-й шл. с.
На вальцовом станке 2-й шл. с. принят интенсивный режим измельчения, т. е. извлечение муки составляет 45...55%, что в сочетании с деташером обеспечивает общее извлечение 60...70%. Вследствие высокой влажности продуктов (15,2...15,5%), направляемых в вальцовый станок, применения шероховатых вальцов идеташера получают муку с хорошими хлебопекарными достоинствами, которую используют для формирования первого компонента (мука высшего сорта).
Размольный процесс
Крупки и дунсты размалывают на 11...12 размольных системах. Рабочая поверхность вальцов шероховатая, за исключением вальцов на последней системе (установлены вальцы с рифленой поверхностью). Главная отличительная особенность размольного процесса состоит в применении двухстадийного измельчения крупки и дунстов почти на всех системах размольного процесса. После вальцового станка А1-БЗН продукт направляют для дополнительного измельчения в машину ударно-истирающего действия (энтолейтор РЗ-БЭР или деташер А1-БДГ), где происходит дополнительное измельчение с последующим сепарированием в рассеве. При двухстадийном измельчении снижаются удельная энергоемкость, повреждение крахмала, повышается срок службы рабочей поверхности вальцов, наблюдается явление стабилизации измельчения на каждой системе.
Высокая эффективность подготовки крупки и дунстов, обрабатываемых на размольных системах, и возможность интенсификации размола путем двухстадийного измельчения позволяет формировать потоки продуктов, направляемых в вальцовые станки, в основном с учетом зольности, а не крупности. Однако для более эффективного измельчения на 1-й р. с. продукты разделяют на две фракции по крупности и измельчают их на 1-й р. с. кр. и 1-й р. с. м.
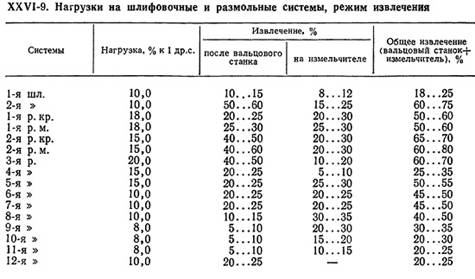
Например, на 1-ю р. с. кр. направляют первые проходы нижнего яруса ситовеечных машин, на которых обогащают крупную и среднюю крупу, а на 1-ю р. с. м. поступают первые проходы этих машин. В них обогащают среднюю и мелкую крупу, а также дунсты. Рекомендуемые нагрузки и извлечение муки на отдельных системах приведены в таблице ХХVI-9.
Интенсивно измельчают крупки и дунсты на головных размольных системах. На них направляют продукты, содержащие незначительное количество оболочечных частиц. Поэтому после вальцовых станков 1-й, 2 и 3-й р. с. устанавливают энтолейторы РЗ-БЭР, которые более интенсивно воздействуют на продукт, чем деташеры А1-БДГ.
В результате применения энтолейтора муки извлекают в 1,3...1,5 раза больше. При этом зольность муки и другие показатели ее качества изменяются незначительно. Применение энтолейторов на других системах, на которые поступают потоки промежуточных продуктов размола, содержащие значительное количество оболочечных частиц, приводит к ухудшению качества муки по сравнению с использованием деташера. Поэтому на всех размольных системах после третьей применяют в качестве дополнительных измельчителейдеташеры А1-БДГ. Однако на последних размольных системах после обработки продукта в деташерах наблюдается существенное повышение зольности и величины удельной поверхности муки.
Витаминизация муки
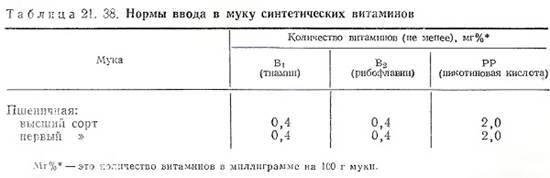
Процесс витаминизации заключается во введении в муку синтетических витаминов в необходимом количестве, что улучшает ее питательную ценность. Количество витаминов вводимых в отдельные сорта муки, устанавливают, исходя из утвержденных норм и с учетом средних норм потребления хлеба в рационе питания. В таблице 21.38 приведен ассортимент и минимальные нормы ввода синтетических витаминов, утвержденные Министерством здравоохранения СССР 31 октября 1973 г. № 11—129—73.
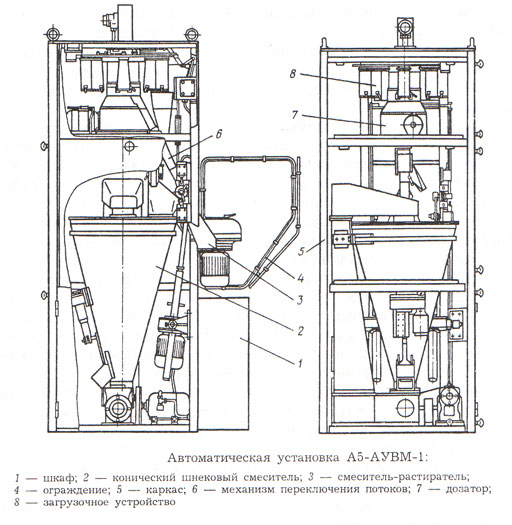
Для приготовления витаминного концентрата отвешивают на технических весах соответствующее количество витаминов, затем их кладут в малый смеситель 1 агрегата А5-АУВМ-1 (рис.12), который одновременно растирает витамины (рис.11).
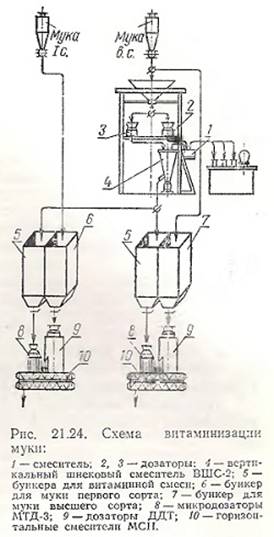
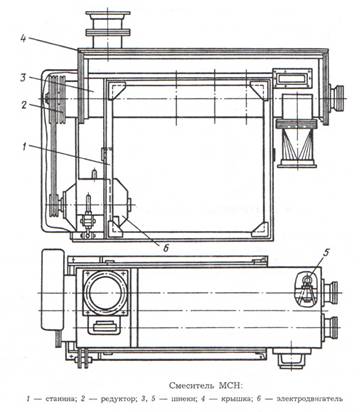
В этот же смеситель дозатор 2 подает 3 кг муки. После смешивания витаминов и муки получают витаминный концентрат, который высыпается в шнековый смеситель 4. Второй дозатор 3 отмеривает порцию муки массой 51 кг в смеситель 4. Вместе с мукой, содержащейся в витаминном концентрате, общая масса смеси составляет 54 кг. Приготовленная витаминная смесь высыпается из смесителя 4 в бункер 5 над микродозатором МТД-3 для ввода в муку высшего сорта. На этом же агрегате А5-АУВМ-1 аналогично приготавливают витаминную смесь для муки первого сорта. Потоки муки высшего и первого сортов из-под контрольных рассевов поступают в бункера 7 и 6, из них в дозаторы ДДТ 9. Дозаторы для витаминной смеси и муки настраивают так, чтобы была выдержана установленная норма содержания витаминов. Витаминная смесь и мука после дозаторов поступают в горизонтальный смеситель МСН 10 (рис.13), а затем на выбой. При витаминизации муки необходимо правильно готовить витаминную смесь и знать точную концентрацию в ней витаминов.
Требования к сырью
Сырье, применяемое при производстве премиксов, должно соответствовать нормам по безопасности и показателям качества, действующим в Российской Федерации.
Для производства премиксов используют следующие виды витаминов и минеральных веществ, представленные в таблице 3.
Таблица 3
| Витамины и минеральные вещества | Форма |
| В(Тиамин) | Тиамина гидрохлорид Тиамина хлорид |
| В(Рибофлавин) | Рибофлавин |
| РР (Никотиновая кислота) | Никотинамид Никотиновая кислота |
| В(Пиридоксин) | Пиридоксин гидрохлорид |
| Фолиевая кислота | Фолиевая кислота |
| С(Аскорбиновая кислота)* | Аскорбиновая кислота |
| Кальций | Кальций углекислый - по ГОСТ 4530. 3-кальций-фосфат Глюконат кальция Карбонат кальция - по ГОСТ 8253 |
| Железо | Элементарное железо Глюконат железа (II) Железо (II) сернокислое 7-водное - по ГОСТ 4148. Лактат железа (II) |
| Фосфор | Калий фосфорнокислый двузамещенный 3-водный - поГОСТ 2493. Трикальцийфосфат |
Допускается изготовление премиксов с использованием других витаминов и минеральных веществ, разрешенных на территории Российской Федерации.
В качестве наполнителя могут быть использованы: мука пшеничная по ГОСТ Р 52189, крахмал картофельный по ГОСТ 7699, крахмал кукурузный по ГОСТ Р 51985, сахарный песок по ГОСТ 21, лактоза по, кальция карбонат по ГОСТ 8253 (при обогащении муки кальцием).
Каждая партия сырья, поступающая для производства премиксов, сопровождается документом, подтверждающим его качество и безопасность.
Примеры рецептур витаминных и витаминно-минеральных премиксов для обогащения пшеничной хлебопекарной муки приведены в таблицах 2 и 3.
Таблица 2
| Наименование компонента | Рецептуры премиксов, г | |||||||
| N 1 | N 2 | N 3 | N 4 | N 5 | N 6 | N 7 | N 8 | |
| Витаминный комплекс | ||||||||
| Тиамин хлорид (витамин B) | 1,49 | 1,60 | 10,0 | 13,0 | 27,0 | 33,0 | 12,5 | 1,0 |
| Рибофлавин (витамин В) | 0,99 | 2,10 | 15,0 | 5,0 | 15,0 | 12,5 | 7,5 | 0,6 |
| Пиридоксин гидрохлорид (витамин В) | - | 1,5 | 1,5 | 11,5 | 27,0 | 30,0 | 13,5 | 1,5 |
| Никотинамид (витамин РР) | 7,85 | 20,1 | 50,0 | 85,0 | - | - | ||
| Фолиевая кислота | 0,14 | - | - | 2,7 | 3,0 | 5,0 | 1,6 | 0,14 |
| Аскорбиновая кислота (витамин С)* | 5,19 | 91,3 | - | - | - | - | 55,0 | 5,0 |
| Наполнитель | ||||||||
| Мука пшеничная | До 1000 г | До 1000 г | До 1000 г | - | - | - | - | - |
| Сахар | - | - | - | До 1000 г | До 1000 г | - | - | - |
| Лактоза | - | - | - | - | - | До 1000 г | - | - |
| Крахмал | - | - | - | - | - | - | До 1000 г | До 1000 г |
| Норма ввода, г на 1 т муки | 400-500 | 170-200 | ||||||
| * Используется в качестве технологической добавки, улучшающей качество муки и хлебобулочных изделий. |
Таблица 3
| Наименование компонента | Рецептуры премиксов, г | ||||||
| N 1 | N 2 | N 3 | N 4 | N 5 | N 6 | N 7 | |
| Витаминно-минеральный комплекс | |||||||
| Тиамин хлорид (витамин B) | 1,6 | 1,6 | 13,0 | 27,0 | 33,0 | 33,0 | 1,5 |
| Рибофлавин (витамин В) | 2,1 | 2,1 | 5,0 | 15,0 | 12,5 | 12,5 | 0,6 |
| Пиридоксин гидрохлорид (витамин В) | 1,5 | 1,5 | 11,5 | 27,0 | 30,0 | 30,0 | 1,6 |
| Никотинамид (витамин РР) | 20,1 | 20,1 | 85,0 | - | |||
| Фолиевая кислота | 0,14 | 0,14 | 2,7 | 3,0 | 5,0 | 5,0 | 0,15 |
| Аскорбиновая кислота (витамин С)* | - | 91,3 | - | - | - | - | 4,8 |
| Железо элементарное | 10,0 | - | - | - | - | - | - |
| Железо сернокислое семиводное | - | 50,0 | 170,0 | - | 28,0 | ||
| Кальций карбонат | - | - | - | - | |||
| 3-кальций фосфат | - | - | - | - | - | ||
| Наполнитель | |||||||
| Мука пшеничная | До 1000 | До 1000 | - | - | - | - | - |
| Сахар | - | - | До 1000 | До 1000 | - | - | - |
| Лактоза | - | - | - | - | До 1000 | - | - |
| Крахмал | - | - | - | - | - | До 1000 | - |
| Норма ввода, г на 1 т муки | 4400-4900 | 170-200 | |||||
| * Используется в качестве технологической добавки, улучшающей качество муки и хлебобулочных изделий. |
Требования к основным рабочим местам и трудовому процессу
Расположение оборудования в производственных помещениях должно соответствовать нормам технологического проектирования, обеспечивать удобство и гигиеническую безопасность работников при обслуживании оборудования, возможность механизации трудоемких операций.
При всех видах транспортных и погрузочно-разгрузочных работ необходимо предусматривать меры безопасности и мероприятия, исключающие опасность травматизма и физического перенапряжения работников.
Установка, снятие и перемещение крупногабаритных и тяжелых изделий, оборудования, деталей, инструмента, упаковок проводится только с использованием безопасных подъемно-транспортных средств, устройств и механизмов.
Конструкция оборудования, расположение и устройство рабочих органов оборудования, регулировочных механизмов и органов управления должны обеспечивать безопасный свободный доступ, удобство при выполнении трудовых операций, исключать или ограничивать работу в неудобной рабочей позе - длительное (более 25% сменного времени) нахождение в вынужденной рабочей позе с наклоном туловища свыше 30° или с наклонами корпуса более 30° более 100 раз в смену.
Хранение домашней, уличной одежды и продуктов питания на рабочих местах в производственных помещениях запрещается.
Требования к средствам индивидуальной защиты, соблюдению личной гигиены, медико-профилактическому обеспечению
Персонал производственных цехов и подразделений при поступлении на работу и в последующем при ежегодном курсовом обучении должен быть проинструктирован по вопросам гигиены труда и промышленной санитарии, использованию СИЗ, правилам личной профилактики и оказанию первой медицинской помощи пострадавшим.
Работа без предусмотренных нормами спецодежды и СИЗ запрещается.
Все приобретаемые СИЗ должны соответствовать требованиям ТНПА, сопровождаться удостоверениями о государственной гигиенической регистрации, выданные в порядке, установленном законодательством РФ.
Работники, подвергающиеся на рабочих местах воздействию шума выше допустимых уровней, обеспечиваются и обязаны использовать СИЗ органов слуха (антифоны, наушники, беруши).
Производственные процессы и операции, связанные с пылеобразованием, превышающим ПДК для воздуха рабочей зоны, должны выполняться работниками в СИЗ органов дыхания (противопылевые респираторы).
Все работники производственных участков должны пользоваться душем после каждой смены. Мытье рук водой с мылом обязательно перед перерывами и приемами пищи. При мытье в душе для профилактики грибковых заболеваний работники должны пользоваться индивидуальной открытой обувью, которая должна регулярно дезинфицироваться.
Работники, занятые на работах с вредными и (или) опасными условиями труда и в контакте с пищевыми продуктами (мукой и мучными полуфабрикатами), должны проходить медицинские осмотры в соответствии с порядком, установленным законодательством РФ.
Работники предприятий мукомольного производства и бестарного хранения хлебопродуктов, контактирующие с пищевыми продуктами, должны информировать администрацию о возникшем инфекционном заболевании и обо всех случаях инфекционных заболеваний у лиц, совместно с ним проживающих.
В аптечке первой медицинской помощи универсальной запрещается содержание лекарственных средств с истекшим сроком годности.
Лица, работающие в условиях вредных производственных факторов, обеспечиваются профилактическим питанием (молоко или заменяющие его продукты) в пунктах питания или других помещениях, оборудованных в соответствии с требованиями ТНПА.
Расчетная часть
Расчет помольных партий
Необходимо составить помольную партию зерна массой 200 т со средневзвешенной зольностью 1,85% из двухкомпонентов: зольность первого компонента 1,68%, зольность второго — 1,97%.
В табл. 3 приведен примерный расчет помольной партии зерна из двух компонентов по показателю зольности зерна.
Таблица 3 - Расчет помольной партии зерна пшеницы по зольности
| Наименование | Составные части | ||
| Первая | Вторая | Средневзвешенная зольность | |
| Зольность, % | 1,68 | 1,97 | 1,85 |
| Отклонение от зольности заданной партии, % | 1,85-1,68=0,17 | 1,97-1,85=0,12 | |
| Расчетное соотношение составных частей пшеницы в партии | 0,12 | 0,17 | |
| Сумма частей помольной партии | 0,12+0,17=0,29 |
Определяем весовое количество каждой составной части:

Проверка правильности расчета:
тонно-процент первой части = 82,76×1,68=139
тонно-процент второй части=117,23×1,97=231
тонно-процент всей помольной смеси 139+231=370.
Средневзвешенная зольность помольной партии составит

Соотношение частей помольной смеси:
Первая часть 
Вторая часть 
Можно эту же задачу проверить по формуле Рукосуева: массовая доля первого компонента

Массовая доля второго компонента 
Заключение
Выполнив данную курсовую работу, мы ознакомились с технологией производства витаминизированной муки. Изучили основные операции подготовительного, размольного и про
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

