Н.Р. Букейханов, С.И. Гвоздкова, А.П.Никишечкин,И.М.Чмырь
Концепции химических и биологических методов ресурсосбережения
Москва 2012
УДК 504.064
ББК 28.08
Б90
Рецензенты – доцент, кандидат технических наук Н.Д.Григорьев
(МГУПС (МИИТ))
– профессор, доктор технических наук Г. Г. Рябцев
(МГУПС (МИИТ))
|
| Букейханов Н.Р., Гвоздкова С.И., Никишечкин А.П.,
Чмырь И.М.
|
| Б 34
| Химические и биологические методы обеспечения безопасности / Н.Р.Букейханов, С.И.Гвоздкова,А.П.Никишечкин, И.М.Чмырь. — М.: ФГБОУ ВПО МГТУ «СТАНКИН», 2012. — 120 с.: ил.
|
|
|
В монографии проанализировано современное состояние решения проблем обеспечения безопасности техносферы, преимущественно на примере одного из главных направлений - ресурсосбережения материалов и энергии. Обоснована значительная роль химических и биологических методов, охватывающих весь спектр подходов к минимизации негативного действия отходов и методов их переработки в коммерчески выгодную продукцию. Рассмотрен вклад химических и биотехнологий в разработку альтернативных источников энергии, в особенности топливных элементов, и также связь их с нанотехнологиями.
УДК 504.064
ББК28.08
ÓБукейханов Н.Р., Гвоздкова С.И., Никишечкин А.П., Чмырь И.М.., 2012
ã ФГБОУ ВПО МГТУ «СТАНКИН», 2012
Содержание
Стр.
ВВЕДЕНИЕ 5
Глава 1. Методологии создания концепций проектов
ресурсосбережения с использованием как направления обеспечения
техносферной безопасности 6
1.1. О роли химических и биологических технологий
в разработке проектов обеспечения безопасности техносферы 8
1.2. Маркетинговое исследование работы предприятий
России по ресурсосбережению11
1.3. Ресурсосбережение путем утилизации отходов
производства и потребления 19
1.4. Создание концепций проектов ресурсосбережения
с использованием алгоритмических и эвристических методов 23
Глава 2. Концепции проектов ресурсосбережения 26
2.1. Использование отходов газов. Концепции проектов
«Газовое азотирование -Получение азотсодержащих
соединений» 26
2.2. Получение метанола из отходящих промышленных
газов,содержащих значительное количество СО2и водорода 37
2.3.Очистка отходящих газов от оксидов углерода и азота 39
2.4.Перспективы использования топливных элементов- 43
2.5. Химические и биологические технологии
очистки промышленных и коммунальных сточных вод 53 2.5.1. Реагентные методы очистки сточных вод от металлов 57
2.5.2.Методика расчета остаточной концентрации ионов тяжелых
металлов в сточной воде 57
2.5.3.Оборотное водоснабжение предприятий 58
2.5.4. Методика расчета электрокоагулятора 65
2.5.5. Биологические методы очистки сточных вод 68
2.5.6. Анаэробный метод. Расчет метатенков 74
2.5.7. Обработка осадков 78
2.5.8.Технология биологического удаления азота и фосфора
в аэротенках 79
2.5.9.Термические методы очистки сточных вод 81
2.5.10. Жидкофазное окисление органических веществ,
содержащихся в сточных водах 82
2.5.11. Системы оборотного водоснабжения
автотранспортных предприятий 86
2.5.12. Автоматизация установок очистки сточных вод 94
2.6. Химические и биологические технологии при утилизации
твердых промышленных и бытовых отходов 97
2.6.1.Термические методы минимизации объема твердых
отходов. Пиролиз и сжигание 99
2.7. Нанотехнологии и повышение уровнятехносферной
безопасности 110
ЗАКЛЮЧЕНИЕ 116
Библиографический список 118
ВВЕДЕНИЕ
Структура понятия техносферной безопасности включает в себя разработку и внедрение систему законодательных, организационных, экономических и технических мер по обеспечению безопасности человека в процессе работы и повседневной жизни; сохранению качества природной среды, нормирование параметров состояния природной, производственной и бытовой среды.
Обеспечение техносфернойбезопасностивключает в рамках техничес-кого подхода ресурсосбережение как основное направление, поскольку:
● именно нерациональное использование материальных и энергетических ресурсов является причиной как негативных экологических, так и и сопряженных с ними экономических и социальных проблем.
● современные проекты по ресурсосбережению ориентированы не только на обезвреживание вредных выбросов предприятий промышленности и коммунального хозяйства, но в еще большей степени на получение из них экономически выгодной продукции.
Принципы создания малоотходных производств. Сегодня перед человечеством стоит задача осуществления устойчивого развития на основе обеспечения сбалансированного с природой т ехногенного круговорота веществ и энергии. Образцом служат природные круговороты углерода, воды, азота и других компонентов биосферы.
Основные направления развития современного производства ─, сбор, сортировка и рециклинг отходов, комплексное использование сырья и образующихся отходов надежное безопасное для природной среды складирование (захоронение)не поддающихся на современном этапе отходов.
Генеральным направлением обеспечения экологически безопасного развития техносферы является создание и расширение применения малоотходных технологий.Безотходные технологии практически не могут быть созданы, поскольку теоретически нельзя избежать рассеяния энергии.
В работе рассмотрены химические и биологические методы обеспечения безопасности так как именно химические технологии и в последнее время биотехнологии занимают лидирующие позиции в повышении эффективности рационального использования природных ресурсов и отходов их переработки. Данные технологии оснащают современным высокотехнологичным оборудованием и средствами автоматизации управления.
Ресурсосбережения
В настоящее время практически все государства признают актуальность необходимости создания и реализации программ снижения материалоемкости и энергоемкости продукции. Действующие планы предприятий включают мероприятия по усилению режима экономии, снижению норм расхода важнейших видов материальных ресурсов, повышению уровня использования вторичных материальных и топливно-энергетических ресурсов.
Относительно высок уровень правового обеспечения необходимости ресурсосберегающей хозяйственной политики во всех развитых странах о чем свидетельствуют действующие законы по охране природных ресурсов, защите окружающей среды, охране труда и т.п.
Однако на сегодняшний день реально превалируют результаты нерациональной хозяйственной деятельности человечества. Об этом свидетельствуют те факты, что в настоящее время признана необходимость разработки международной природоохранной хозяйственной политики, направленной на сохранение такого важного интегрального ресурса как климат Земли, ухудшение которого вызвано не только природными факторами, но и нарушениями природных процессов самоочищения из-за чрезвычайно больших объемов промышленных и коммунальных отходов.
Императив регулирования уровня выброса материальных и энергетических отходов, сбережение энергоресурсов привел к разработке и выполнению международных соглашений по сохранению озонного экрана Земли (Монреальский протокол о сокращении выбросов фреонов), Киотского соглашения о предотвращении изменения климата Земли путем сокращения выброса парниковых газов.
В России разработаны и реализуются программы, включающие ряд проектов ресурсосберегающих и инновационных технологий.Так. в «Приоритетные направлениями развития науки, технологий и техники в Российской Федерации» включено направление «Рациональное природо-пользование» и «Перечень критических технологий Российской Федерации»включает направление «Технологии мониторинга и прогнозирования состояния окружающей среды, предотвращения и ликвидации ее загрязнения» (утверждено указом Президента РФ от 7.07.2011 г. N899).
Методологии создания концепций проектовресурсосбереженияв качестве важнейшей приоритетной составляющей включают подготовку специалистов, способных создавать и реализовывать эффективные проекты ресурсо-сбережения.
На кафедре "Инженерная экология и безопасность жизнедеятельности" ФГБОУ ВПО МГТУ "СТАНКИН" разработана схема управления проектами ресурсосбережения, в обобщенном виде представленнаянарис.1.2.Согласно схеме управление базируется на системном решении задач, определяющих

Рис. 1.2. Схема управления системой создания в ВУЗах проектов
ресурсосбережения [ 45 ]
достижение поставленных целей [10,45]. Разработка управления системой создания концепций проектов ресурсосбережения является типичным для ВУЗа видом деятельности. Типичность заключается в том, что реальная сложность процесса создания и внедрения в производство проектов из-за технических, экономических, социальных и других причин большинство дипломных проектов студентов ВУЗа,магистерских и даже аспирантских диссертаций решают задачи прединвестиционного уровня жизненного цикла проекта (ЖЗП) ─ на уровне создания его концепции. Однако это не умаляет значение этой фазы ЖЦП, поскольку:
● Дипломные проекты, магистерские диссертации, в которых разработанорешение задачи на концептуальном уровня ЖЦП и которые по содержанию и объему соответствуют требованиям государственного образовательного стандарта дают основание аттестационной комиссии ВУЗа присуждать студенту квалификацию специалиста, способного на предприятии решать конкретные производственные задачи.
●Аттестационная комиссия далее на основании ценности идей дипломного проекта, магистерской диссертации рекомендует новому специалисту поступить в аспирантуру и продолжить разработку этого проекта. Тем самым ВУЗ создает условия для подготовки в рамках послевузовского образования специалиста высокой квалификации, способного возглавить работы по проведению НИОКР и внедрению в производство научно-технических идей, генерированных в процессе обучения в ВУЗе.
Таблица 1.1. Направления использования химических и биологических технологий (XT и БТ) для минимизации воздействия на техносферу
Вредных и опасных факторов
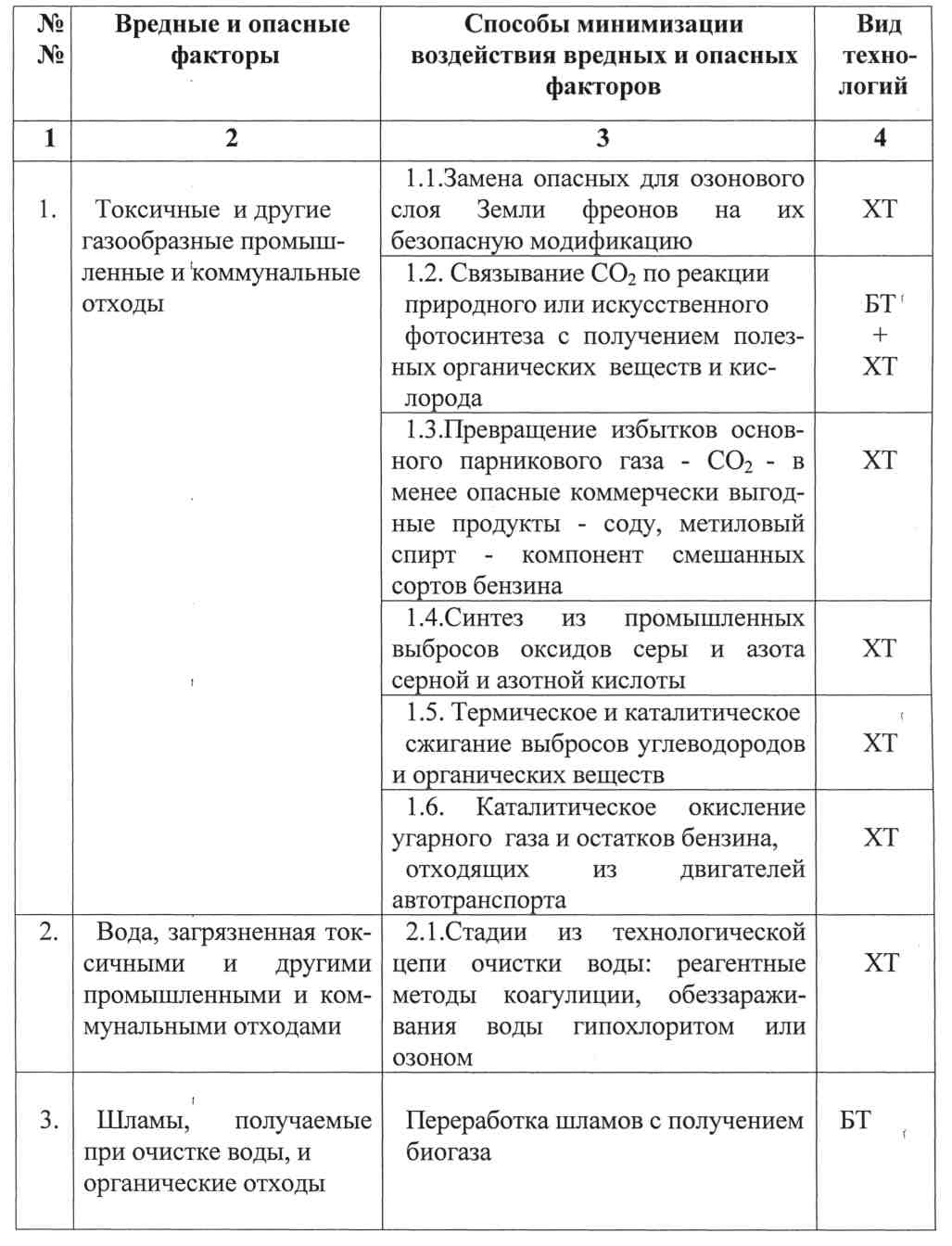
Приведенные в табл.1.1. данные, показывают какие значительные помас-
штабу процессы и технологии по минимизации вредных и опасных воздействий на техносферу обеспечивают биологические и химические технологии:
● Природный фотосинтез, который в планетарном масштабе обеспечивает поглощениедиоксида углерода, производит жизненно необходимую для планеты растительную продукцию и является одним из главных факторов самоочищения природы от вредных веществ. Существенный прогресс наблюдается в разработке искусственного фотосинтеза.
● Синтез видов фреонов (рабочие тела холодильных установок), не разрушающих озонный экран Земли.
● Средства для герметизации оборудования и помещений, актуальные во всех странах мира.
Существуют относительно безопасные с точки зрения токсичности и пожароопасности отходы..Тем не менее они снижают уровень экономической безопасности, поскольку занимают территорию под полигоны, свалки, которая
могла быть использована для гражданского строительства и различных коммерческих целей.
По ресурсосбережению
Для определения содержания актуальных и перспективных проектов ресурсосбережения нами проанализирована информация о работе российских предприятий за 2007 и 2008 годы. Маркетинговое исследование проведено в основном по материалам российского еженедельника «Снабженец», в каждом номере которого приводится около 20 информационных сообщений пресс-служб предприятий России о своей работе, а также обзоры материалов отечественных и международных выставках по современным проблемамведущих отраслей промышленности. Всего проанализировано более 1000 сообщений[ 6 ].
Экономическая наука и государственные программы ориентируют предприятия на создание и освоение инновационных производств. На наш взгляд, необходимо структурировать понятие «инновационность» как изменяющийся во времени баланс между чисто инновационными производствами (все модули технического устройства или технологии ─ инновационны, то есть базируются на технических или социальных изобретениях) и реновационными производствами. Для последних характерен поэтапный переход от действующих технических устройств (технологий) к инновационным через промежуточные стадии их модернизации (сочетание модулей действующего устройства или технологии с инновационными модулями). Такой подход обусловлен рациональностью использования работоспособных модулей действующего устройства, дефицитом оборотных средств предприятий, сложностью привлечения инвестиций в долгосрочные проекты, дополнительными финансовыми и временными затратами на повышение квалификации работающего персонала, подготовку новых кадров для работы с инновационными техникой и технологиями, увеличением расходов на продажу новой (модернизированной) продукции и ее послепро-дажное обслуживание.
Результаты исследования обобщены в табл.1.2. Пресс службы российских предприятий в ряде случаев сами обозначили часть своих работ как «новые технологии», «новая аппаратура», работы по «модернизации», одной из основных характеристик которых является ресурсосбережение.
В табл.1.2 информация сегментирована по общим разделам ─ инновации и модернизация, основные отрасли промышленности и частным разделам: экологическая техника и технологии, мероприятия, направленные на выполнение стандартов «Евро», утилизация отходов, переработка древесины, нефти и их отходов, полимерные материалы.
Таблица 1.2.Результаты маркетингового анализа объема инноваций,
Таблица 1.3.Утилизация отходов переработки древесины
Аббревиатура: ОП— основной продукт, С — журнал "Снабженец"
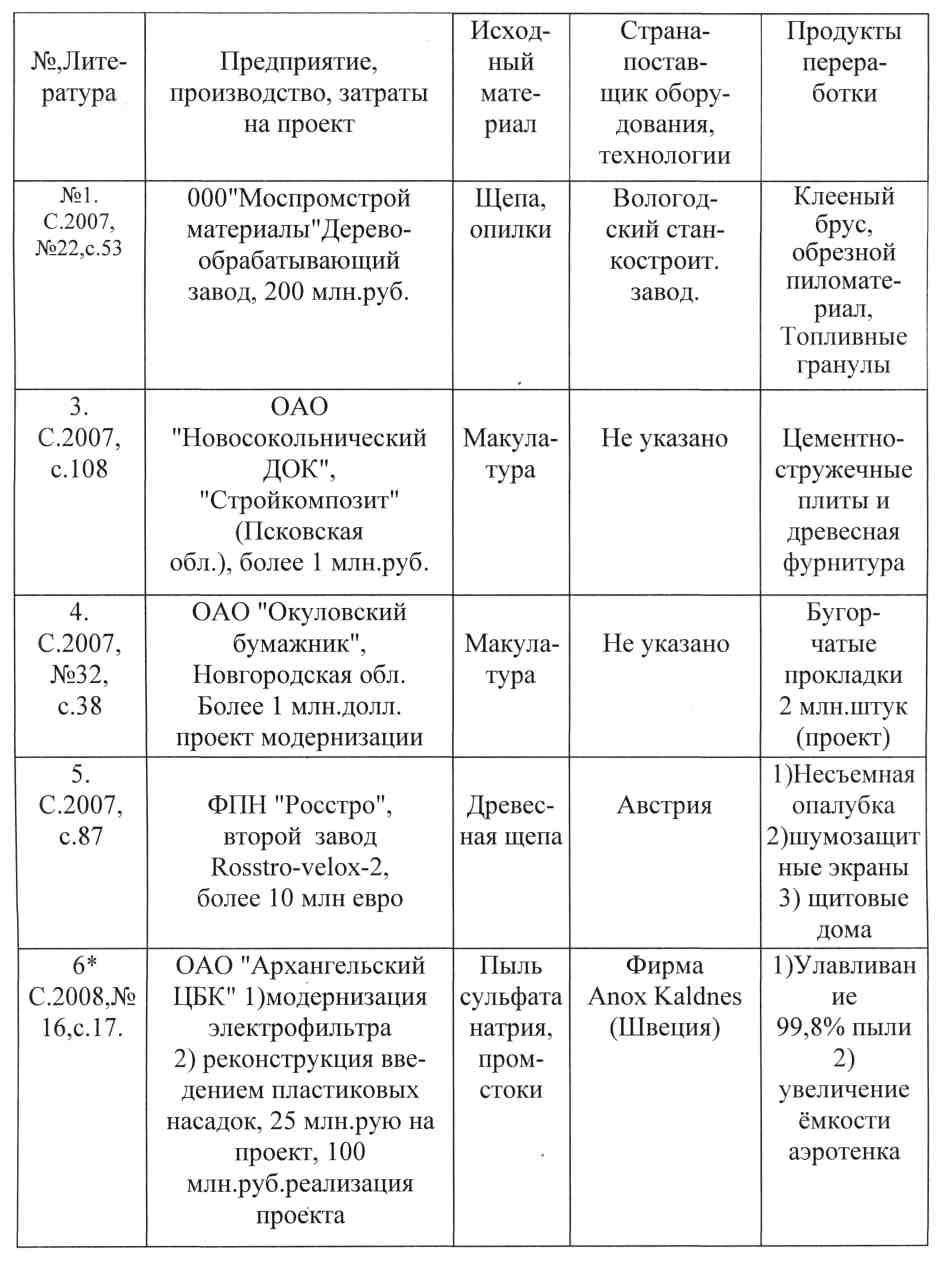
Таблица 1.4.Внедрение коррозионно устойчивых полимерных
Материаловпри замене изделий из металлов. Аббревиатура:
С ─ журнал "Снабженец"

на котором используют электролизные ванны из синтетического материала ─ полимер-бетона, что позволит проводить процесс электролиза без ремонта ванн в течение 20 лет.Важность производства полимеров и изделий из них для замены аналогичных изделий из металлов подтверждается тем, что в Москве активно заменяет металлические трубы тепловых трасс на металлополимерные.
Информация об утилизации отходов предприятий металлургии, машиностроения и химических предприятий ( табл.1.5), показывает, чтоакци-
онерные общества разных регионов России используют отходы своих производств для получения как товарной продукции (выделение свинца из отходов, выпуск полимерных труб, кислотоупорной плитки из аккумуляторного лома; кирпичей из отвалов ТЭЦ), так и для более эффективного использования своих ресурсов (очистка сточных вод для систем оборотного водоснабжения).
До сих пор значительное число предприятий ограничиваются улавливанием отходов производства, что несомненно полезно с позиций решения природоохранных проблем. Для предприятия экономическая выгода заключается в избавлении его от расходов по оплате нормативных и сверхнормативных выбросов загрязнителей, что снижает себестоимость продукции. Позитивным является также приобретение имиджа экологически ориентированного предприятия.
Однако затраты только на улавливание отходов без их утилизации достаточно велики и составляют 25 ─ 300 млн рублей.
С позиций создания проектов, эффективных как по ресурсосбережению,
так и по доходности более целесообразны проекты, в которых отходы не
только улавливают, но и перерабатывают в коммерчески выгодную продукцию, которая увеличивает прибыль и способствует повышению стоимости предприятия совокупно с его экологически ориентированным имиджем.
Резюмируя результаты анализа работы российских предприятий по ресурсосбережению, можно сделать следующие выводы:
●Переработка отходов становится одним из основных направлений деятельности предприятий, что обусловлено не только требованиями природоохранного законодательства, но также стремлением предприятий реализовать возможности получения дополнительных доходов.
●В то же время часть предприятий ограничивается только улавливанием
отходов с последующим их захоронением или размещением на полигонах.
В этом случае они снижают затраты на оплату нормативных или сверхнор-мативных выбросов отходов в окружающую природную среду.
С другой стороны, возрастают затраты на размещение уловленных отходов напоигонах. В результате ситуация с итоговым увеличением затрат приводит к повышению себестоимости, увеличению цен и перекладыванию этих затратнапотребителей продукции предприятия, что может снизить его конкурентоспособность и повысить социальную напряженность. предприятиями по импорту.
Таблица 1.5. Обезвреживание и утилизация отходов предприятий
Производства и потребления
Государственное управление экономикой формирует и контролирует политику рационального ресурсосбережения, базирующуюся на положениях конституций государств, системе законодательных положений о нормах природопользования. В то же время практика госрегулирования ориентирует общество и бизнес не на финансирование государством всех природоохранных проектов, а на создание системы стимулирования. Она включает налоговое стимулирование, введение тарифных ограничений на стоимость определенных видов продукции и т.п., а также обязательность использования предприятиями всех видов собственности своих средств для разработки и реализации ресурсосберегающих и природоохранных производств.
Государство частично берет на себя решение проблемы тех отходов, которые накопились за много лет и ответственных за их создание практически установить невозможно. Таким предприятием является в частности государственное унитарное предприятие ГУП «Промотходы»[ 16-21.
Решение сложной задачи переработки отходов послужило основой для создания консорциума МСК «Станко»,миссией которого является содействие возвращению в экономику страны ценнейшего сырья, выпуск нужных полуфабрикатов и товаров, создание новых рабочих мест, обеспечение дохода в федеральный, республиканский и городской бюджеты.
Мотивация кооперации фирм для решения проблемы утилизации отходов заключается в следующем:
●переработка отходов обязательна в соответствии с требованиями современного экологического законодательства о рациональном природопользовании и экологической безопасности;
●неэффективное использование отходов противоречит рыночным принципам получения прибыли от производственной деятельности.
●многие производства по переработке отходов, включая их обезвреживание, диверсифицированы по отношению к основному производству как по используемым технологиям, так и по составу продукции и соответственно требуют кооперации с соответствующими предприятиями.
В состав Консорциума входят более 20 предприятий и организаций различного профиля: производственные машиностроительные предприятия, а также проектные и научные организации, среди которых НТЦ «Экостанко-МСК», ОАО «РФ Станкоснаб», ОАО ЛОЭЗ «Гидромаш», Международная Академия Экологической Реконструкции, ЗАО «Союзтеплострой»,«Инжи-ниринг» и другие.
НТЦ«Экостанко-МСК»,выполняет функцию генеральной дирекции Консорциума, которая организует производственную кооперацию при реализации комплексных проектов в области мусоросортировки, утилизации и рециклинга отходов, а также внедрение нового передового оборудования и технологий.
Автоматизированные мусоросортировочные комплексы МСК «Станко» различной производительности и модификаций обеспечивают сортировку твердых отходов с выделением фракций, годных для вторичного использования и переработки. Модульное построение комплексов позволяет производить широкую гамму вторичных материалов и варьировать производительность ─ от 20 до 250 тыс. т перерабатываемой массы в год.
НТЦ «Экостанко-МСК» производит технологические комплексы МСК «Станко» любого назначения на собственных предприятиях. Предлагаемое оборудование имеет высокие показатели по импортозамещению, так какпри тех же, а то и лучших функциональных и эксплуатационных возможностях, оно в 2-2,5 раза дешевле импортного. Соответственно у него значительно ниже (в 5-10 раз) и эксплуатационные затраты, поскольку в оборудовании использованы только отечественные комплектующие и расходные.материалы. Применение оборудования МСК «Станко» с учетом оплаты за прием отходов и реализациювторичного сырья обеспечивает, наряду с хорошими экологическими показателями, высокую рентабельность (70─150% в год) и значит быструю окупаемость сортировочного производства [ 21 ].
В качестве примера использования методологии разработки проектов ресурсосбережения нами использованы результаты исследований данных о переработке типичных промышленных газообразных и жидких отходов, которые как технологически, так и экономически не рационально транспортировать, обобщены нами в табл.1.6.
Интерес именно к данной группе отходов обусловлен тем, что они в первую очередь соответствуют критерию целесообразности организации производств по их переработке на территории основного производства.
Таблица 1.6.Газообразные и жидкие отходы предприятий,
Таблица 1.7.Варианты содержания зоны разрыва по методу
Рис.2.1. Блок-схема интегрированных технических систем
Таблица 2.1Оценка потенциальной стоимости продукции интегрированного производства «Газовое азотирование — получение соединений аммония», которую можно получить из непрореагировавшего аммиака процесса газового азотирования)
Исходные данные: время 1 цикла газового азотирования —12 часов, время вспомогательных операций —12часов, расход — 7200 л аммиака за 1 цикл, количество отходов аммиака —2880 л за 1цикл;

Программируемые контроллеры семейства SIMATIC S7-200 имеют модульную конструкцию и возможность наращивания количества входов-
выходов. Они представляют собой идеальное средство для построения эффективных систем автоматического управления. И это при минимальных затратах на приобретение оборудования и разработку самой системы[ 29 ].
Нами предложена следующая система ПЛК S7-200 фирмы Siemens,
представленная на рис. 2.3. Эта система включает центральное устройство S7-200 CPU, персональный компьютер, программное обеспечение STEP7–MicroWIN 32 и соединительный кабель.
Учитывая периодичность процесса азотирования (чередование стадий загрузки и выгрузки упрочняемых изделий), нами далее рассматривается вариант химико-термического производства на основе двух линий газового азотирования аммиаком, с основной стадией работы которых интегрированы два

Рис. 2.2. Функциональная схема ПЛК

Рис.2.3. Система ПЛК с персональным компьютером
скруббера, которые попеременно включают в систему в зависимости от концентрации производного аммония в растворе.(рис.2.4).
Модель автоматизации. Технологическая система «Газовое азотирование – Получение производных аммония» представлена нами графом операций, в основе которого используется сложная иерархическая сеть Петри (рис.2.5). Позиции моделируют операции технологического процесса, а переходы–усло-
вия смены операций. Маркировка (точка в позиции) означает, что соответствующая операция выполняется. Таким образом, движение точки по позициям сети моделирует последовательность и параллельность выполнения операций в технологическом процессе. Переходам приписываются сигналы с датчиков, сигнализирующих об окончании выполнения текущей операции и определяющих условия перехода к следующей операции.

Рис. 2.4. Схема организации непрерывной работы технической системы
«Газовое азотирование - Получение производных аммония»
Возможны также так называемые пустые позиции, которые не содержат технологических действий, а используются для удобства описания, например позиция, означающая исходное состояние или позиция, которая описывает достижение некоторого состояния.
Предлагается использовать две шахтные печи, в которых процесс газового азотирования (процесс 1) выполняется поочередно (по 12 часов):
● сначала идет загрузка деталей в шахтную печь процесса 1А и нагрев печи до 500 ОС
● затем идет процесс 1А;
●пока идет процесс 1А, осуществляют подготовку процесса 1Б
(загрузка деталей в шахтную печь процесса 1Б и нагрев печи до 500 ОС);
●затем идет процесс 1Б;
● пока идет процесс 1Б, осуществляют охлаждение печи процесса 1А;и выгрузку из нее упрочненных деталей;

Рис.2.5. Граф операций в сложной иерархической сети системы
«Газовое азотирование – Получение производных аммония»
● после запуска процесса 1А и процесса 1Б в постоянном режиме
протекает процесс 2 - процесс получения производных аммония, в котором возможно непрерывно менять скрубберную жидкость с производными аммония.
Процесс запускается по команде «Пуск» с пульта управления оператора, что приводит к срабатыванию перехода или в зависимости от того, какая печь газового азотирования начинает работать первой. Моменты завершения вспомогательных операций загрузки изделий в печь, нагрева, охлаждения и разгрузки определяются по сигналам соответствующих датчиков. Эти сигналы приписываются переходам сети и являются дополнительными условиями их срабатывания.
Когда процесс газового азотирования в одной печи (процесс 1А) завершен, то сразу же начинается процесс в подготовленной к этому моменту другой печи (процесс 1Б). Завершение процесса газового азотирования в одной печи и одновременное начало процесса в другой печи осуществляется по времени.
По окончании выгрузки изделий после нанесения на них покрытия и охлаждения могут сработать переходы, приводящие к повтору цикла (переходы или) или возврату в исходное состояние (переходы или). Какие именно переходы срабатывают, зависит от команды с пульта управления оператора.
Таким образом, достигается непрерывность газового потока, поочерёдно отходящего то из одной, то из другой печи газового азотирования и необходимого для параллельно протекающего процесса получения производных аммония (процесс 2, позиция).
Как видно из рис. 2.5 срабатывание перехода или помещает в позицию точку, которая будет сохраняться в ней при повторе циклов. Это обеспечивает непрерывность протекания процесса 2.
Анализ графа операций. Анализ сети Петри, лежащей в основе графа операций, выполнен с помощью дерева достижимости [34 ].
Дерево представляет собой граф, вершины которого маркировки, а дуги показывают переходы, срабатывание которых переводит сеть из одной маркировки в другую. Корень дерева – начальная маркировка. Начальная маркировка соответствует исходному состоянию.
Для удобства анализа исходный граф (рис.2.6) представлен в виде сложной иерархической сети в которой позиции-дублёры, обозначенные на рис. двойными кружками, объединяют несколько позиций и представляют сложные операции, включающие в себя несколько простых операций. Например, программной или аппаратной реализации системы логического управления. С этой целью граф операций представляется в аналитическом виде, то есть в виде операторных формул. Операторными формулами представляются все позиции графа операций и все команды управления. После чего операторные формулы реализуются в виде схемы или в виде программы для программируемых логических контроллеров (ПЛК) на языке релейно-контактных схем.позиция Р2 включает в себя две позиции и представляет одну сложную операцию – подготовку 1А. Такое укрупнение сети облегчает её анализ. Анализ проводится на безопасность и живость, так как именно эти свойства сети Петри важны при моделировании технологических процессов.
Анализ по укрупненной иерархической сети на безопасность и живость возможен, так как позиции дублёры Р2, Р6, Р4, Р8 представляют собой программной или аппаратной реализации системы логического управления. С этой целью граф операций представляется в аналитическом виде, то есть в виде операторных формул. Операторными формулами представляются все позиции графа операций и все команды управления. После чего операторные формулы реализуются в виде схемы или в виде программы для программируемых логических контроллеров (ПЛК) на языке релейно-контактных схем.позиция Р2 включает в себя две позиции и представляет одну сложную операцию –

Рис.2.6. Анализ графа операций с помощью дерева достижимости:
Д - дублирование
подготовку 1А. Такое укрупнение сети облегчает её анализ. Анализ проводится на безопасность и живость, так как именно эти свойства сети Петри важны при моделировании технологических процессов.
Анализ по укрупненной иерархической сети на безопасность и живость возможен, так как позиции дублёры Р2, Р6, Р4, Р8 представляют собой автоматные сети. Позиция Р10 также может рассматриваться как дублёр, представляющий автоматную сеть и состоящий из двух позиций (операций):
●предварительное охлаждение аммиака до температуры 40ОС;
● собственно процесс 2 – процесс получения производных аммония.
Из дерева (рис.2.6) видно, что сеть безопасна, так как в каждой достижимой маркировке максимальное количество точек в позициях сети не превышает единицы. Безопасность важна при моделировании операций технологического процесса, так как точка в позиции в этом случае означает, что данная операция выполняется. Поэтому две и более точки в позиции не имеют смысла и означают, что сеть составлена неправильно.
Из дерева также видно, что сеть живая, так как в дереве нет тупиков и возможна последовательность переходов, срабатывание которых переводит сеть из любой достижимой маркировки в любую другую достижимую маркировку. Живость также важна при моделировании технологических процессов, так как означает, что процесс не остановится в некотором состоянии, и нет операций, выполнение которых недоступно в последующих циклах.
В маркировке (000100100100) переход t8 сработать не может, так как к моменту завершения процесса 1Б процесс 1А должен быть подготовлен. Аналогично не может сработать переход t3 в маркировке (001000010100) –
для того, чтобы завершился процесс 1А необходимо, чтобы процесс 1Б был бы уже подготовлен к запуску.
В маркировке (000001000010), означающей ликвидацию аварии, возникшей в ходе процесса 1А и процесса 2, переход t7, вообще говоря, сработать может и может, таким образам, начаться процесс 1Б совместно с
процессом 2. Безопасность и живость сети при этом сохраняются. Однако, целесообразно всё-таки в этом случае остановить систему до устранения аварии.
Обеспечения безопасности комбинированной системы «Газовое азотирование-Получение производных аммония» в случае аварийного выброса аммиака в атмосферу. Современная промышленность активно использует аммиак как в виде жидкости, так и газа, о чем свидетельствует краткий перечень соответствующих производств и технологий: аммиак - хладагент рефрижераторных установок на мясокомбинатах, реагент в техноло-гии газового азотирования деталей в машиностроении, исходное вещество для синтеза азотной кислоты, производных аммония, акрилонитрила (мономер для получения известного полимерного волокна « нитрон ») и т.д.
В тоже время аммиак весьма токсичен и требует надежных мер для обеспечения безопасности персонала предприятий, населения и окружающей природной среды. Тем не менее периодически происходят инциденты с утечками аммиака, приводящие к серъезным негативным последствиям, в том числе к гибели людей. Так, в 2007 и 2008 годах на Микояновском мясокомбинате и на мясокомбинате в городе Балаково Саратовской области из-за выброса аммиака погибли люди х[ 42].
Обращают на себя внимание те факты, что в обоих случаях ликвидацию выброса аммиака проводили самым распространенным средством пожаротушения, а именно водой. Это обусловлено тем, что аммиак весьма активно растворяется в воде (1объем воды поглощает 700 объемов газообразного аммиака).
Следует отметить, что аммиак при пожаре образует также токсичные и агрессивные оксиды азота, а при определенной концентрации его в воздухе – происходит взрыв.
Нами разработана концепция проекта обеспечения профилактики выброса и горения аммиака путем использования автоматических средств пожаротушения типа спринклерных систем.
Первые системы такого типа были разработаны более 100 лет назад и к настоящему времени разработано много вариантов, широко распространенных во всем мире в силу актуальности проблем пожаров как производственных, так и жилых помещений. Один из известных вариантов спринклерных систем характеризуется тем, что при эффективном действии основной функции пожаротушения, они обладают значительной тепловой инерционностью, составляющей 3-5 минут [36]. В условиях современного пожара при горении весьма распространенных в настоящее время полимерных отделочных и конструкционных полимерных материалов 5 минут достаточно, чтобы токсич-ные продукты горения этих материалов (угарный газ, хлористый водород, соединения типа фосгена и др.) вызывали тяжелое отравление персонала предприятия вплоть до летального исхода.
Модернизация таких систем проведена ООО«Гефест» и ООО «Горбезопасность», которая обеспечила быстродействие данных систем введением в их состав термопобудительных элементов - электрорезисторов. Существенно важно также обеспечение работы системы в автоматическом режиме и создание избирательного дистанционного пуска только тех оросителей, которые находятся в зоне аварии[ 36]..
Фирмы GRASSO и MAYKOM разработали холодильные установки с хладоносителями вода-аммиак (чиллеры) в контейнерном исполнении. Для обеспечения безопасности они использовали спринклерную систему защиты, но не указали на возможность использования ее против пожара.
Предлагаемая нами модернизация указанных современных быстро и избирательно действующих систем пожаротушения заключается в адаптации их к выполнению дополнительной функции, а именно обезвреживанию выбросов аварийных выбросов токсичного аммиака созданием водяных завес для других(кроме технологий охлаждения) производств, включая газовое азотирование аммиаком. Для этого необходимо дополнить спринклерные системы ООО«Горбезопасность», работающие на производствах, связанных с аммиаком, соответствующими датчиками на аммиак. Сигналы указанных датчиков должны включать спринклерную систему и созда








