ОТЧЕТ
О выполнении
Практических работ
по дисциплине
ОП.08 Технология машиностроения
основной профессиональной образовательной программы
среднего профессионального образования
подготовки специалистов среднего звена
По специальности
Технология машиностроения
Вариант №
Выполнил (а) студент (ка) группы ________________________
Преподаватель АПОУ УР «ИПК»
Дата защиты «___»____________201 г.
Оценка ________________ _______________________
подпись преподавателя
Ижевск, 2017
Практическая работа №1.
Тема: Определение типа производства по коэффициенту закрепления операций
Цель работы: закрепить знания по разделу «Формы организации производства», изучить характеристики типа производства, приобрести практические навыки определения типа производства.
Исходные данные:
Штучно-калькуляционное время Тш.к. на операцию:
005 составляет 3,6 мин.
010 – 5,2 мин.
015 – 2,8 мин.
020 – 8,3 мин.
025 – 4,2 мин.
030 – 3,6 мин.
Годовая программа выпуска N равна 1000 умноженное на номер варианта (шт).
Задание:
1.Определить условное число однотипных операций Поi, выполняемых на каждом рабочем месте, коэффициент закрепления операций К3.о и тип производства при реализации технологических процессов изготовления детали.
2.Используя таблицы, определить примерно тип производства для условий своего варианта.
Методические рекомендации:
Согласно ГОСТ 3.1108-74 ЕСТД и ГОСТ 14.004-83 ЕСТПП одной из основных характеристик типа производства, определяемым по признакам широты номенклатуры, регулярности, объема выпуска изделий, является коэффициент закрепления операций Кзо:
Кзо=∑П0/Ря
где ∑П0 – суммарное число различных операций;
Ря- явочное число рабочих, выполняющих различные операции.
Кз.о. характеризует число различных технологических операций, приходящихся в среднем на одно рабочее место производственного подразделения за месяц. Обычно указывается годовая программа изготовления детали, т.е. плановый период равен одному году, а не месяцу.
Рассчитываем количество станков, необходимое для выполнения каждой операции:
N = 2000- годовая программа, шт;
Тшт- штучное (штучно-калькуляционное) время выполнения операции, мин
Fд =1950ч - действительный годовой фонд времени, ч;
ηз.н.=0,75 - нормативный коэффициент загрузки оборудования.
Коэффициент ηз.н выбирается в пределах 0,75-0,80. Это усредненные значения. Точные значения коэффициента определяются в случае необходимости при дальнейшей разработке техпроцесса.
Установить число рабочих мест Р, округляя до ближайшего большего целого числа полученные значения S.
Вычисляем для каждой операции фактический коэффициент нагрузки рабочего места nз.ф. = S/Р и сравниваем его с нормативными. Если nз.ф.> nз.н., то желательно загрузить рабочее место дополнительной операцией. В этом случае количество операций на данном рабочем месте увеличивается.
Определяем количество операций на каждом рабочем месте
По = nз.н / nз.ф
Определяем ΣПо, Ря = ΣР, вычисляем Кз.о. и устанавливаем тип производства. Диапазон Кз.о. установлен:
Кз.о. = 1 для массового производства;
1< Кз.о. <10 для крупносерийного;
10< Кз.о. <20 для серийного;
20< Кз.о. <40 для мелкосерийного.
Данные к расчету Кзо
| операция
| Тшт
| S
| Ря
| пз.ф.
| По
|
|
| | | | | |
|
| | | | | |
|
| | | | | |
|
| | | | | |
|
| | | | | |
|
| | | | | |
Примерно тип производства можно определить по таблице
| Масса
| Величина годовой программы, шт.
|
| детали, кГ
| единичное (до)
| мелкосерийное
| серийное
| крупносерийное
| массовое (свыше)
|
| до 1,0
|
| 10...1500
| 1500...75000
| 75000...200000
|
|
| 1,0...2,5
|
| 10...1000
| 1000...50000
| 50000...100000
|
|
| 2,5...5,0
|
| 10...500
| 500...35000
| 35000...75000
|
|
| 5,0...10,0
|
| 10...300
| 300...25000
| 25000...50000
|
|
| 10 и более
|
| 10...200
| 200...10000
| 10000...25000
|
|
ОТЧЕТ
Практическая работа №2.
Тема: Определение величины припусков на заданную деталь статистическим методом.
Цель: Приобретение практических навыков при расчетах и назначении припусков для механической обработки деталей машин.
Исходные данные:
1. Рабочий чертеж детали.
2. Справочные данные, содержащие данные по расчету припусков.
3. Типовые технологические процессы.
Задание:
Разработать технологический процесс обработки поверхности и определить с помощью таблицы припуски на обработку поверхностей деталей (задания 1-5)
Ход работы:
1.Согласно варианта задания выбрать исходные данные.
2.Составить и заполнить таблицы для каждого вида обработки.
3.Выводы.
ОТЧЕТ
Задание1
Рассчитать припуск, назначить операционные размеры и начертить операционный эскиз расточки отверстия D мм в корпусной детали (рис.2).

Рис. 2 - Корпус
Исходная заготовка — отливка II класса точности.
План обработки: черновая операция (один переход); чистовая операция (один установ, два перехода). Установочная база: плоскость и два отверстия, перпендикулярных к плоскости. Приспособления с ручным винтовым зажимом. Исходные данные в табл. 2.
Таблица 2
| вариант
|
|
|
|
|
|
|
|
|
|
| D, мм
| 30Н7
| 40Н8
| 60Н8
| 85Н9
| 130Н7
| 150Н8
| 45Н9
| 70Н7
| 100Н8
|
| k
|
| 2,5
| 1,5
|
| 2,5
|
|
|
| 1,5
|
| вариант
|
|
|
|
|
|
|
|
|
|
| D, мм
| 120Н8
| 50Н7
| 85Н8
| 130Н8
| 150Н8
| 60Н7
| 120Н7
| 90Н8
| 80Н8
|
| k
| 1,8
|
|
| 2,5
| 1,5
| 2,5
|
|
| 2,5
|
| вариант
|
|
|
|
|
|
|
|
|
|
| D, мм
| 40Н7
| 75Н8
| 65Н7
| 80Н9
| 35Н8
| 55Н7
| 95Н7
| 100Н7
| 70Н8
|
| k
|
|
| 2,5
|
|
| 2,5
|
|
| 1,5
|
| Метод обработки поверхности
| Припуск
| Расчетный размер
| Допуск
| Размер с учетом допуска
|
| заготовка
|
|
|
|
|
| Растачивание черновое
|
|
|
|
|
| Растачивание чистовое (первый переход)
|
|
|
|
|
| Растачивание чистовое (второй переход)
|
|
|
|
|
Задание 2
Рассчитать припуск на размер диаметра d шейки вала (рис.3), установить соответствующую шероховатость поверхности, предложить план обработки заготовки, вычертить операционные эскизы.
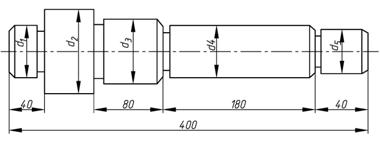 Рис. 3 - Вал
Рис. 3 - Вал
Исходная заготовка: штамповка из стали 45 (при обработке заготовка устанавливается в центрах). Исходные данные — в табл. 3;
Таблица 3
| вариант
|
|
|
|
|
|
|
|
|
|
|
| d3=75h6
| d1=60h7
| d2=100h7
| d4=50h6
| d5=45h6
| d1=70h7
| d2=110h7
| d3=70h6
| d4=45h7
|
| вариант
|
|
|
|
|
|
|
|
|
|
|
| d1=30h6
| d1=25h6
| d5=20h6
| d4=40h7
| d2=55h7
| d3=60h6
| d4=75h7
| d1=85h6
| d5=90h6
|
| вариант
|
|
|
|
|
|
|
|
|
|
|
| d3=80h7
| d2=65h6
| d4=115h6
| d3=35h6
| d1=40h6
| d5=90h7
| d2=65h7
| d3=85h7
| d4=55h6
|
| Метод обработки поверхности
| Припуск
| Расчетный размер
| Допуск
| Размер с учетом допуска
|
| заготовка
|
|
|
|
|
| Точение черновое
|
|
|
|
|
| Точение чистовое
|
|
|
|
|
Задание 3
Рассчитать припуск на обработку плоскости стола. Составить план фрезерной операции (обработки плоскости и пазов стола). Обработку плоскости вести за четыре перехода: черновое, получистовое, чистовое и тонкое фрезерование. Исходная заготовка—отливка II класса точности из серого чугуна СЧ21 (базовая плоскость предварительно обработана) (рис.4, табл..4).
Таблица 4
| вариант
|
|
|
|
|
|
|
|
|
|
| h
| 80g6
| 90k7
| 75e6
| 30g7
| 35s6
| 40k7
| 50e6
| 60g7
| 70s6
|
| вариант
|
|
|
|
|
|
|
|
|
|
| h
| 80e7
| 100g6
| 125s7
| 85k6
| 95g7
| 45e6
| 55k7
| 65s6
| 75g7
|
| вариант
|
|
|
|
|
|
|
|
|
|
| h
| 85k6
| 95s7
| 105g6
| 110e7
| 115k6
| 120s7
| 40g6
| 60e7
| 70k6
|
 Рис. 4 - Стол
Рис. 4 - Стол
| Метод обработки поверхности
| Припуск
| Расчетный размер
| Допуск
| Размер с учетом допуска
|
| заготовка
|
|
|
|
|
| Фрезерование черновое
|
|
|
|
|
| Фрезерование получистовое
|
|
|
|
|
| Фрезерование чистовое
|
|
|
|
|
| Шлифование
|
|
|
|
|
Задание 4
Назначить припуск на расточку отверстия диаметром D. Предварительно на токарном станке за одну установку сверлится отверстие D3 и обтачивается шейка втулки d, принимаемая за базу при расточке отверстия на станке 2431. Исходная заготовка — прокат из стали 45 (рис.5, табл. 5).
 Рис. 5 – Втулка
Рис. 5 – Втулка
Таблица 5
| Вариант
| D, мм
| d, MM
| Вари-ант
| D, мм
| l, мм
| Вари- ант
| D, mm
| l, мм
|
|
| 
|
|
| 
|
|
| 
|
|
|
| 
|
|
| 
|
|
| 
|
|
|
| 
|
|
| 
|
| | | |
|
| 
|
|
| 
|
| | | |
| Метод обработки поверхности
| Припуск
| Расчетный размер
| Допуск
| Размер с учетом допуска
|
| Просверленное отверстие
|
|
|
|
|
| Растачивание черновое
|
|
|
|
|
| Растачивание чистовое
|
|
|
|
|
Задание 5
На горизонтально-расточном станке 2М615 растачивается отверстие диаметром D мм в головке шатуна (рис.6). Исходная заготовка получена методом горячей объемной штамповки из стали 45. Рассчитать припуск на обработку. Исходные данные в табл.6.
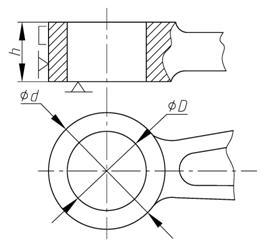

Рис.. 6 – Головка шатуна
Таблица 6
| Вариант
| D, мм
| d,.MM
| h, мм
| Вариант
| D, мм
| d, мм
| h, мм
|
|
| 
| 
|
|
| 
| 
|
|
|
| 
| 
|
|
| 
| 
|
|
|
| 
| 
|
|
| 
| 
|
|
|
| 
| 
|
|
| 
| 
|
|
|
| 
|
|
|
| 
|
|
|
| Метод обработки поверхности
| Припуск
| Расчетный размер
| Допуск
| Размер с учетом допуска
|
| Заготовка
|
|
|
|
|
| Растачивание черновое
|
|
|
|
|
| Растачивание чистовое
|
|
|
|
|
Вопросы для закрепления теоретического материала к практическому занятию:
1. Назовите преимущества и недостатки назначения припусков на обработку с помощью таблиц.
2.Сформулируйте основные правила назначения припусков на обработку с помощью таблиц.
Практическая работа №3.
ОТЧЕТ
Практическая работа №4.
ОТЧЕТ
Практическая работа №5.
ОТЧЕТ
Практическая работа №6.
ОТЧЕТ
ОТЧЕТ
О выполнении
Практических работ
по дисциплине
ОП.08 Технология машиностроения
основной профессиональной образовательной программы
среднего профессионального образования
подготовки специалистов среднего звена
По специальности
Технология машиностроения
Вариант №
Выполнил (а) студент (ка) группы ________________________
Преподаватель АПОУ УР «ИПК»
Дата защиты «___»____________201 г.
Оценка ________________ _______________________
подпись преподавателя
Ижевск, 2017
Практическая работа №1.








