

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Основными средствами контроля размеров валов и отверстий являются калибры. Измерительный контакт калибра может быть точечным (штихмасс, рис. 1.34, а), линейным (скоба, рис. 1.34, б) или поверхностным (пробка, рис. 1.34, в).

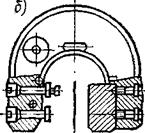
Рисунок 1.34
Измерительные части калибров для валов и отверстий изготовляют из цементируемых углеродистых сталей 15 и 20, инструментальных углеродистых сталей У10А и У12А, шарикоподшипниковой стали ШХ15 и инструментальных легированных сталей с твердостью рабочих поверхностей HRC 56...64. Для повышения износостойкости измерительных частей калибров применяют хромирование, азотирование или наплавку из твердого сплава.
Для измерения валов диаметром свыше 500 мм применяют измерительные средства, оснащенные рычажно-чувствительными головками (индикаторные скобы); менее 1 мм — универсальные измерительные средства ввиду трудности изготовления и контроля калибров-скоб. Отверстия свыше 500 мм измеряют с помощью жестких полых штихмассов со сферическими наконечниками; менее 1 мм — с помощью пробки с цилиндрическими вставками, посаженными в ручку на канифоли или карбинольном клею. Отверстия диаметром от 0,2 до 5 мм измеряют пневматическими приборами по скорости истечения воздуха. Самые малые отверстия диаметром 0,2...0,5 мм измеряют, пропуская через них воздух. В отверстия диаметром 0,5...3 мм вставляют аттестованные проволочки, уменьшающие проходное сечение отверстия и повышающие точность измерений. Для контроля отверстий диаметром свыше 5 мм применяют оптические устройства, а также нониусные и индикаторные нутромеры.
Измерение больших диаметров с высокой точностью производят на специальных штриховых и концевых измерительных машинах. На штриховых машинах измерения производят сличением измеряемой длины контактным способом со штриховой шкалой, а также с концевыми мерами, а на концевых машинах — сличением измеряемой длины с концевыми мерами. Измерительные машины используют в основном для аттестации образцовых штихмассов. Их изготовляют с пределами измерений 0...1000, 0...2000, 0...3000 и0...6000 мм.
Детали больших диаметров измеряют переносными средствами: скобами, нутромерами, микрометрами и др., которые для удобства пользования и облегчения массы изготовляют сварными. Для измерения диаметров больших отверстий применяют также сборные конструкции нутромеров.
Так как при контроле больших размеров основное значение имеет температурная погрешность, то непосредственно перед замерами измерительный инструмент (скоба, нутромер и т. д.) устанавливают по концевой мере, температура которой соответствует температуре измеряемой детали. Желательно также, чтобы коэффициент линейного расширения меры был близок к коэффициенту линейного расширения измеряемой детали.
Валы диаметром до 1000 мм измеряют индикаторными скобами с ценой деления 0,01 мм, а свыше — микрометрами с индикаторной головкой и установочной мерой. Иногда диаметры валов измеряют обтягивая вал рулеткой, определяя при этом длину окружности. При диаметрах свыше 5000 мм для измерений применяют теодолит, установленный в какой-либо точке окружности детали, и определяют угол между концами мерной ленты определенной длины, обтягивающей часть окружности. Этот метод носит название «метода дуги».
Контроль углов и конусов
Углы и конусы измеряют с помощью угловых мер, шаблонов, угольников, конусных калибров, шариков, синусных и тангенсных линеек, универсальных микроскопов (координатным методом), оптических делительных головок, угломеров с нониусом и др.
Наиболее распространенным методом является измерение углов и конусов угловыми мерами и угольниками. Угловые меры (плитки) комплектуют в наборы по 5, 19, 36 и 94 шт., из которых выбирают соответствующие плитки или блоки для измерения заданных углов (не менее 10°). Они представляют собой трех- или четырехгранные призмы с одним или четырьмя рабочими углами.
Измерение с помощью плиток основано на установлении размера наибольшего просвета между сторонами измеряемого утла и угловой меры пли полного отсутствия просвета между ними. Просвет сравнивают на глаз с набором просветов, размеры которых известны (5... 10 мкм), или же оценивается с помощью щупов (свыше 30 мкм). По точности изготовления угловые плитки 1-го класса имеют допуск рабочего угла ±10", 2-го класса ±30".
Для измерения прямых углов в зависимости от требуемой точности применяют угольники различных типов. Метод измерения, так же как и у плиток, основан на измерении просвета между измерительной и измеряемой поверхностями и протяженности касания этих поверхностей.
Углы у конических валов и втулок измеряют угломерами. Для повышения точности отсчета угломеры снабжены нониусами или оптическими приспособлениями.
Для проверки угла конусности вала применяют конусные калибры-втулки (полные и неполные), а для проверки угла конусных втулок — конусные калибры - пробки. Для проверки угла конусности вала вдоль образующей конуса наносят карандашом прямую линию и осторожно вводят вал внутрь конусного калибра-втулки. Приложив некоторое осевое усилие для плотного прилегания конических поверхностей вала и втулки, поворачивают их относительно друг друга на небольшой угол. Если образующая конуса вала прямолинейна и угол конуса выполнен правильно, то графит карандаша равномерно распределится по всей длине конуса, в противном случае образуются только отдельные пятна. При проверке внутренней конической поверхности детали карандашную линию наносят на калибр-пробку.
Контроль резьбы
Точность резьбы определяется точностью исполнения основных элементов резьбы болта и гайки: наружного диаметра, среднего диаметра, внутреннего диаметра, шага, угла профиля. Контроль резьбы болта и гайки можно произвести комплексным методом по всем элементам одновременно или поэлементно с помощью калибров или специальных приспособлений. Для точных резьб и калибров обычно применяют поэлементную проверку резьбы на приборах.
Наиболее простым является контроль наружного диаметра болта и внутреннего диаметра гайки. Эти элементы резьбы измеряют гладкими скобами и пробками, а. также с помощью микрометра или штангенциркуля.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство которого сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
Для измерения среднего диаметра резьбы болта применяют вставки, которые касаются боковыми гранями боковых сторон профиля резьбы
вблизи от среднего диаметра. Эти вставки выполняют с укороченным профилем. Вставки могут поворачиваться в опорах измерительных пяток и самоустанавливаться относительно наклонной части профиля резьбы.
 У резьбового микрометра с интервалом измерений 0...25 мм проверку правильности отсчета производят сводя обе вставки до упора; при этом показание нашкале микрометра должно быть равным нулю. При пользовании резьбовым микрометром необходимо проверяемый болт установить между резьбовыми вставками и дальше производить измерение, как на обычном микрометре; нужно только следить, чтобы ось измерительных наконечников проходила через ось болта. Рисунок 1.35
У резьбового микрометра с интервалом измерений 0...25 мм проверку правильности отсчета производят сводя обе вставки до упора; при этом показание нашкале микрометра должно быть равным нулю. При пользовании резьбовым микрометром необходимо проверяемый болт установить между резьбовыми вставками и дальше производить измерение, как на обычном микрометре; нужно только следить, чтобы ось измерительных наконечников проходила через ось болта. Рисунок 1.35
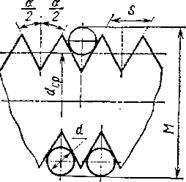
Резьбовым микрометром измеряют средний диаметр болта прямым методом, т. е.результаты измерений отсчитывают непосредственно по шкале прибора. Цена деления шкалы барабана резьбового микрометра 0,01 мм. Средний диаметр резьбы можно измерить также косвенным методом трех проволочек. Этот метод заключается в том, что во впадины резьбы болта по обе его стороны закладывают три проволочки одинакового известного диаметра, затем микрометром с плоским наконечником определяют расстояние М между внешними поверхностями проволочек (рис. 1.35). Последующим расчетом по значению этого расстояния определяют значение среднего диаметра резьбы. Три проволочки применяют для того, чтобы предотвратить перекос измерительных наконечников микрометра. Зная диаметр проволочек d, шаг резьбы S и расстояние между внешними поверхностями заложенных проволочек М, средний диаметр метрической резьбы dcp болта определяют по формуле
dcp = M—3d+ 0,866S
Этот метод измерения дает более высокую точность, чем измерение посредством резьбового микрометра. Поэтому его применяют для измерения среднего диаметра калибров и других точных резьбовых деталей.
Шаг резьбы измеряют резьбовыми шаблонами, которые представляют собой наборы плоских стальных пластинок с вырезанным профилем резьбы разных шагов. Профиль проверяемой резьбы (по образующей) совмещают с одной из пластинок шаблона. При правильном изготовлении шага совмещение профиля резьбы и шаблона не дает световой щели.
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

