

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Основным преимуществом электрошлаковой сварки является возможность сварки за один проход деталей практически любой толщины. Сварка производится без разделки кромок, поэтому ее экономичность повышается с ростом толщины свариваемого металла. Экономически целесообразно применять ее уже начиная с 40 мм, но чаще всего она используется для сварки толщин 100–500 мм.
Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных турбин, толстостенных котлов и барабанов. Ее применение вносит коренные изменения в технологию производства крупногабаритных изделий. Появляется возможность замены крупных литых или кованых деталей сварно-литыми или сварно-коваными из более мелких поковок или отливок.
Недостатками электрошлаковой сварки является повышенная зона термического влияния, вызванная медленным нагревом и охлаждением металла. Это часто приводит к образованию неблагоприятных, крупнозернистых структур и требует термообработки для получения необходимых свойств сварного соединения.
Холодная сварка.
Холодная сварка – способ сварки без расплавления основного металла за счёт сдавливания соединяемых деталей (до 104 кгс /см2 и более). Благодаря таким давлениям, начинают проявляться свойства текучести металлов (особенно если они пластичны при нормальной температуре).
В месте сварки деталей происходит диффузия одного металла в другой. Детали подвергают воздействию высокого давления для повышения пластичности и ускорения диффузии. Через несколько минут после окончания сварки детали охлаждаются. При нагреве в вакуумной камере происходит интенсивная очистка поверхностей от органических загрязнений и окислов. Холодная сварка позволяет получать сварные швы высокого качества без внутренних напряжений и без перегрева металла в околошовной зоне.
Холодная сварка делает возможным соединение деталей из твёрдых и хрупких разнородных материалов: из стали, твёрдых сплавов, титана, меди, никеля и их сплавов ит.д.
Возможна холодная сварка двух керамических или керамической и металлической детали. Холодная сварка применяется в основном в электронной промышленности, машиностроении, при производстве металлорежущего инструмента, штампов и др.
Применение холодной сварки ограничивается необходимостью иметь сложную и дорогую аппаратуру. Ещё один минус этого способа – относительно низкая производительность.
Сварка трением.
 Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия
Процесс образования сварного соединения:
Вследствие действия сил трения сдираются оксидные плёнки;
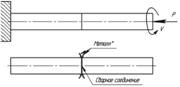
Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва)* (см.рисунок 1) выдавливается из стыка;
Прекращение вращения с образованием сварного соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
 Рис.3.56. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
Рис.3.56. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
 Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.
Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.
Достоинства сварки трением:Не требуется большой мощности;Быстрота сварки, меньшая зона разогрева, вследствие точного дозирования энергии.
Виды сварных соединений.
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: стыковые, угловые, тавровые, нахлесточные и торцовые (рис. 8).
 При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или с отбортовкой кромок без применения присадочного материала. При толщине металла от 2 до 5 мм стыковые соединения выполняют без разделки кромок с зазором между свариваемыми кромками, больше 5 мм — с разделкой кромок. При толщине металла от 5 до 15 мм применяют V-образную разделку кромок, свыше 15 мм — Х-образную разделку кромок. Нахлесточным называется такое сварное соединение (рис. 8,6), в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга. При газовой сварке металла толщиной свыше 3 мм нахлесточное соединение применять нежелательно, так как в результате больших собственных напряжений возникают значительные деформации, которые при жестком закреплении свариваемых деталей могут привести к образованию трещин. Тавровые соединения (рис. 8, в) применяют при сварке деталей толщиной до 3 мм. Тавровым называется сварное соединение, в котором торец одной детали соединяется с боковой поверхностью другой. Тавровое соединение используют при приварке ребер жесткости, косынок, трубопроводных муфт и др. Угловым называется соединение (рис. 8, г), в котором свариваемые детали расположены под прямым углом и соединяются по кромкам. Большое распространение при газовой сварке металла малой толщины получили торцовые соединения (рис. 8, д), в которых соединяемые детали соприкасаются своими боковыми поверхностями и свариваются по смежным торцам. Для обеспечения полного провара по всей толщине свариваемого металла и получения прочного сварного соединения необходимо правильно подготавливать свариваемые кромки. Общий угол разделки свариваемых кромок составляет 70—90°. При малых толщинах свариваемого металла сварные соединения свариваются без скоса кромок. При толщине металла свыше 5 мм делается разделка кромок. Перед сваркой свариваемые кромки, а также прилегающие к шву участки основного металла, тщательно очищают пламенем газовой горелки от масла, ржавчины, окалины, влаги и других загрязнений

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!