Физическая сущность сварки. Классификация способов сварки.
Сварка – процесс получения неразъемных соединений материалов посредством установлениеммежатомных связей м/у свариваемыми частями при их местном или общем нагреве, пластическом деф-нии. Физ. Сущьность закл. В образовании прочных связей м/у атомами или молекулами на поверхностях заготовок. Необходимо: 1) очистить поверх-ность от грязи, оксидов, инородных атомов.2) сблизить свариваемые поверхности. 3 класса: 1) Термический – осущ-ся плавлением с использованием тепловой энергии, 2) Термоме-ханический – с использованием тепла и давления, 3) Механи-ческая – с использованием мех. энергии, давления. Примеры: 1) дуговая, плазменная, лазерная, газовая, 2) контактная, диффузионная, 3) ультразвуковая, взрывом, трением.
Ручная дуговая сварка.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Ручная дуговая сварка(РДС). Покрытия электродов.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Электроды представляют собой проволочные стержни м нанесенным на них покрытиями. Стержень электрода изготавливают из спец сварочной проволоки повышенного качества. Электроды классифицируют по след признакам: типу покрытия, химическому составу жидкого шлака и газовой сварке. По типу покрытии электроды подразделяют на электроды со стабилизирующим, защитным и легирующим покрытиями.
Газовая сварка.
Газовая, или газоплавильная сварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны — металла свариваемого шва, находящегося в жидком состоянии. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
[править]
Применение
Газовая сварка характеризуется плавным и медленным нагревом металла, что обусловливает основные области его применения для сварки:
стали толщиной 0,2—5 мм (с увеличением толщины металла, в связи с медленным нагревом, снижается производительность);
цветных металлов;
инструментальных сталей, требующих постепенного мягкого нагрева и замедленного охлаждения;
чугуна и некоторых специальных сталей, требующих подогрева при сварке;
А также для ремонтных работ, твердой пайки и некоторых видов наплавочных работ.
Электрошлаковая сварка.
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.

Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки
Основными разновидностями электрошлаковой сварки являются
многоэлектродная электрошлаковая сварка, электрошлаковая сварка пластинчатыми электродами, электрошлаковая сварка плавящимся мундштуком.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм.
Холодная сварка.
Холодная сварка – способ сварки без расплавления основного металла за счёт сдавливания соединяемых деталей (до 104 кгс /см2 и более). Благодаря таким давлениям, начинают проявляться свойства текучести металлов (особенно если они пластичны при нормальной температуре).
В месте сварки деталей происходит диффузия одного металла в другой. Детали подвергают воздействию высокого давления для повышения пластичности и ускорения диффузии. Через несколько минут после окончания сварки детали охлаждаются. При нагреве в вакуумной камере происходит интенсивная очистка поверхностей от органических загрязнений и окислов. Холодная сварка позволяет получать сварные швы высокого качества без внутренних напряжений и без перегрева металла в околошовной зоне.
Холодная сварка делает возможным соединение деталей из твёрдых и хрупких разнородных материалов: из стали, твёрдых сплавов, титана, меди, никеля и их сплавов ит.д.
Возможна холодная сварка двух керамических или керамической и металлической детали. Холодная сварка применяется в основном в электронной промышленности, машиностроении, при производстве металлорежущего инструмента, штампов и др.
Применение холодной сварки ограничивается необходимостью иметь сложную и дорогую аппаратуру. Ещё один минус этого способа – относительно низкая производительность.
Сварка трением.
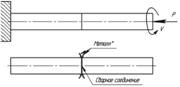 Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия
Процесс образования сварного соединения:
Вследствие действия сил трения сдираются оксидные плёнки;
Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва)* (см.рисунок 1) выдавливается из стыка;
Прекращение вращения с образованием сварного соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
 Рис.3.56. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
Рис.3.56. Схемы процесса сварки трением: 1 - свариваемые детали; 2 - вставка; 3 - зона сварки
 Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.
Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.
Достоинства сварки трением:Не требуется большой мощности;Быстрота сварки, меньшая зона разогрева, вследствие точного дозирования энергии.
Виды сварных соединений.
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: стыковые, угловые, тавровые, нахлесточные и торцовые (рис. 8).
 При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соедннении составляющие его элементы расположены в одной плоскости или на одной поверхности.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или с отбортовкой кромок без применения присадочного материала. При толщине металла от 2 до 5 мм стыковые соединения выполняют без разделки кромок с зазором между свариваемыми кромками, больше 5 мм — с разделкой кромок. При толщине металла от 5 до 15 мм применяют V-образную разделку кромок, свыше 15 мм — Х-образную разделку кромок. Нахлесточным называется такое сварное соединение (рис. 8,6), в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга. При газовой сварке металла толщиной свыше 3 мм нахлесточное соединение применять нежелательно, так как в результате больших собственных напряжений возникают значительные деформации, которые при жестком закреплении свариваемых деталей могут привести к образованию трещин. Тавровые соединения (рис. 8, в) применяют при сварке деталей толщиной до 3 мм. Тавровым называется сварное соединение, в котором торец одной детали соединяется с боковой поверхностью другой. Тавровое соединение используют при приварке ребер жесткости, косынок, трубопроводных муфт и др. Угловым называется соединение (рис. 8, г), в котором свариваемые детали расположены под прямым углом и соединяются по кромкам. Большое распространение при газовой сварке металла малой толщины получили торцовые соединения (рис. 8, д), в которых соединяемые детали соприкасаются своими боковыми поверхностями и свариваются по смежным торцам. Для обеспечения полного провара по всей толщине свариваемого металла и получения прочного сварного соединения необходимо правильно подготавливать свариваемые кромки. Общий угол разделки свариваемых кромок составляет 70—90°. При малых толщинах свариваемого металла сварные соединения свариваются без скоса кромок. При толщине металла свыше 5 мм делается разделка кромок. Перед сваркой свариваемые кромки, а также прилегающие к шву участки основного металла, тщательно очищают пламенем газовой горелки от масла, ржавчины, окалины, влаги и других загрязнений
Физическая сущность сварки. Классификация способов сварки.
Сварка – процесс получения неразъемных соединений материалов посредством установлениеммежатомных связей м/у свариваемыми частями при их местном или общем нагреве, пластическом деф-нии. Физ. Сущьность закл. В образовании прочных связей м/у атомами или молекулами на поверхностях заготовок. Необходимо: 1) очистить поверх-ность от грязи, оксидов, инородных атомов.2) сблизить свариваемые поверхности. 3 класса: 1) Термический – осущ-ся плавлением с использованием тепловой энергии, 2) Термоме-ханический – с использованием тепла и давления, 3) Механи-ческая – с использованием мех. энергии, давления. Примеры: 1) дуговая, плазменная, лазерная, газовая, 2) контактная, диффузионная, 3) ультразвуковая, взрывом, трением.
Ручная дуговая сварка.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Ручная дуговая сварка(РДС). Покрытия электродов.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Электроды представляют собой проволочные стержни м нанесенным на них покрытиями. Стержень электрода изготавливают из спец сварочной проволоки повышенного качества. Электроды классифицируют по след признакам: типу покрытия, химическому составу жидкого шлака и газовой сварке. По типу покрытии электроды подразделяют на электроды со стабилизирующим, защитным и легирующим покрытиями.





