Точечная сварка – способ контактной сварки, при котором соединение деталей осуществляется на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия.
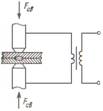 Свариваемые детали (рис.2) накладываются друг на друга и зажимаются между металлическими электродами, к которым от трансформатора подводится сварочный ток. Нагрев металла происходит при замыкании сварочной цепи. Наибольшее количество теплоты выделяется на участке наибольшего сопротивления, т.е. в зоне соединения свариваемых деталей. Именно здесь металл расплавляется. После выключения тока и осадки из образовавшейся жидкой металлической ванны кристаллизуется сварная точка.
Свариваемые детали (рис.2) накладываются друг на друга и зажимаются между металлическими электродами, к которым от трансформатора подводится сварочный ток. Нагрев металла происходит при замыкании сварочной цепи. Наибольшее количество теплоты выделяется на участке наибольшего сопротивления, т.е. в зоне соединения свариваемых деталей. Именно здесь металл расплавляется. После выключения тока и осадки из образовавшейся жидкой металлической ванны кристаллизуется сварная точка.
Размеры и структура точки, определяющие прочность соединения, зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через свариваемые детали, усилия сжатия и состояния поверхностей заготовки.
Нагрев при точечной сварке осуществляется импульсами переменного тока промышленной частоты 50 Гц (реже – повышенной частоты 1000 Гц), а также импульсами постоянного или униполярного тока.
По способу подвода тока к свариваемым деталям различают двустороннюю и одностороннюю сварку. По количеству сварных точек за цикл сварки различают одноточечную, двухточечную и многоточечную контактную сварку.
В зависимости от количества свариваемых точек, способа подвода тока к деталям и других факторов применяют различные способы точечной сварки (таблица 1).
При точечной сварке могут применяться комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят под нахлестку для повышения прочности и коррозионной стойкости соединений.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т.п.).
Точечную сварку применяют для соединения заготовок из сталей различных марок (углеродистой, легированной, нержавеющей, жаростойкой и др.), а также из цветных металлов и их сплавов. Точечной сваркой можно соединять заготовки из разнородных металлов.
Стыковая сварка – способ контактной сварки, при котором соединение свариваемых деталей происходит по поверхности стыкуемых торцов.
При стыковой сварке (рис.8) зажатые электродами с усилием Fсж свариваемые детали соединяются по всей поверхности их контакта при осадке усилием Fсв после местного нагрева соединяемых концов. Усилие Fсж обычно значительно превышает Fсв. После сварки в месте стыка образуется грат (рис.9), который удаляется механическим путем. По степени нагрева торцов деталей различают стыковую сварку сопротивлением и оплавлением (непрерывным и прерывистым).
Рисунок 9 - Сварной стык


Стыковая сварка сопротивлением – способ, при котором чисто обработанные поверхности двух деталей приводятся в плотное соприкосновение с пропусканием сварочного тока. После нагрева стыкуемых поверхностей до пластического состояния производится осадка (сжатие) деталей с одновременным отключением тока. Таким способом сваривают детали из низкоуглеродистых сталей, круглого или прямоугольного сечения площадью до 1000 м2 и легированных сталей площадью до 20 мм2. Цветные металлы и их сплавы хорошо свариваются сваркой сопротивлением. Этим способом можно соединять и разнородные металлы (сталь с медью, латунь с медью, различные сорта сталей между собой).
Сварка сопротивлением требует высокой точности обработки и плотности прилегания свариваемых поверхностей. Недостатки подгонки (перекос, зазор) приводят к неравномерному прогреву деталей, образованию оксидов и тем самым – снижению качества сварного соединения. Допустимые отклонения размеров стыкуемых поверхностей круглых сечений – не более 2%, прямоугольных – не более 1,5%. Свариваемые торцы деталей подвергают тщательной механической или химической очистке.
Сварка непрерывным оплавлением выполняется в следующей последовательности. Детали, закрепленные в зажимах машины, плавным перемещением подвижного зажима приводят в соприкосновение при включенном сварочном токе. При этом происходит оплавление свариваемых торцов деталей. Затем производится осадка деталей на установленную величину, после чего ток выключается. Способ применяется для соединения тонкостенных труб, листов, рельсов и др. Допускается сварка разнородных металлов. Достоинством способа сварки с непрерывным оплавлением является высокая производительность; недостатком – значительные потери металла на угар и разбрызгивание.
Электрошлаковая сварка.
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.

Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки
Основными разновидностями электрошлаковой сварки являются
многоэлектродная электрошлаковая сварка, электрошлаковая сварка пластинчатыми электродами, электрошлаковая сварка плавящимся мундштуком.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм.






